 談談幾個焊接術語定義和應用
談談幾個焊接術語定義和應用
1概 述
術語是一種專門用語。
焊接術語即焊接領域的專門用語,比如:短路過渡-熔化極氣體保護焊過程中,焊絲通過反復的短路熔敷;飛濺-熔焊過程中排出而不成為焊縫一部分的金屬顆粒。
我國關于焊接術語的國家標準是GB/T 3375 焊接術語,該標準包括了一般術語、熔焊、壓焊、釬焊、焊接材料、熱切割、焊接工藝裝備,以及焊接缺陷和檢驗等方面常用術語約 420余條。除此之外,焊接詞典,焊接手冊及相關標準也是人們查閱和使用焊接術語的重要參考文獻。
美國焊接學會(AWS)編制和頒布焊接術語的標準起步很早,1940 年即發行了的第一版有關焊接術語定義的美國國家標準, AWS的當前最新標準是 AWS A3.0:2010 《標準的焊接術語和定義》,這是該標準的第 12 版,它包括1,400 余條術語,多份表格及 200 余幅附圖。由于 AWS 及其標準在國際焊接界的權威性,AWS A3.0:2010《標準的焊接術語和定義》被人們廣泛地應用。
本文結合幾個焊接術語的應用談一點體會,既有關于術語名稱和關于術語定義的,也有關于焊接術語應用的,文中主要列舉上述三份文獻(必要處也引用其他規范或標準),以相互參照、印證。
2談談幾個焊接術語定義和應用
2.1 打底焊道和封底焊道
(1) GB/T 3375 焊接術語
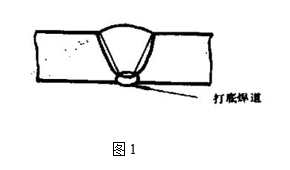
打底焊道:backing bead 單面坡口對接焊時,形成背襯(起背襯作用) 的焊道。(見圖1)
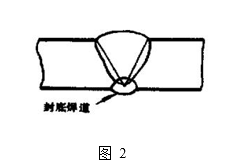
封底焊道:back bead 單面對接坡口焊完后,又在焊縫背面側施焊的最終焊道(是否清根可視需要確定)。(見圖2)
(2)焊接詞典 (第一版)
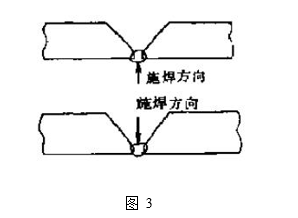
打底焊道: backing weld 在單面坡口對接焊中,在接縫根部施焊的第一道焊道,或者在背面施焊的第一道焊道。(見圖3)
封底焊道:back weld 在單面坡口對接焊中,焊完正面坡口焊縫,在焊縫背面清根后,在根部上施焊的焊道。(見圖4)
(3) AWS A3.0
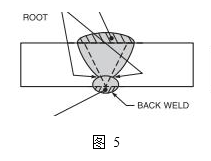
backing weld:backing in the form of a weld. (見圖5)
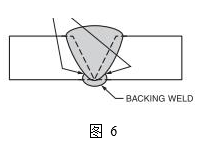
back weld:A weld made at the back of a single prove weld. (見圖6)
應用體會和討論:
筆者在平常的工作中,接觸到一些焊接工程技術人員或焊工,對于打底焊道和封底焊道這類焊接術語,常常有混淆的說法。本來,這里所說的這兩個焊道應當都指在單面坡口接頭背面的焊道,其區別僅是一個是在正面有了焊縫以后在背面施焊,而另一個則是在正面還沒有焊縫就先行在背面施焊的焊道。這兩個焊道術語也常常被人們使用。然而,各個地方、各個工業系統的習慣用語卻不相同,即同一個用語,但指的卻是不同的事情,因此引起了概念混淆的情況。現在的情況是,不但人們對打底焊道和封底焊道哪一個是先于正面焊道施焊,哪一個是后于正面焊道施焊各持不同的說法,更有人將打底焊道或封底焊道說成是在正面坡口內施焊的焊道。
根據上面術語的定義和圖示,可知GB/T 3375 焊接術語 和 AWS A3.0《標準的焊接術語和定義》是一致的。而圖 3 中所示的從坡口正面進行的焊接不應作為 backing weld。
實際上對這兩個術語,GB 標準和AWS 標準是一致的。筆者以為,采用對英文術語的直譯既簡潔,又明確:因為 back有背面的意思,因此,將 back weld譯為背面焊縫(道);同時,backing在焊接中就翻譯為襯墊,因此,將 backing weld譯為“襯墊式焊縫(道)”。這樣的定義,既說明了這兩種焊道都是在背部施焊的焊道,并且,也明確了哪一個是在接頭正面施焊后的焊道,而哪一個是先在背面焊接,后進行接頭正面坡口內的施焊。這樣就很容易地避免了上述引起混淆的情況。
2.2 左焊法,右焊法
(1) GB/T 3375 焊接術語
左焊法 forehand welding: 焊接熱源從接頭右端向左端移動,并指向待焊部分的操作法。
右焊法 backhand welding: 焊接熱源從接頭左端向右端移動,并指向已焊部
分的操作法。
(2)焊接詞典 (第一版)
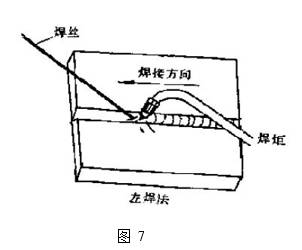
左焊法 leftward welding: 在氣焊中,...(以下略) 見圖 7
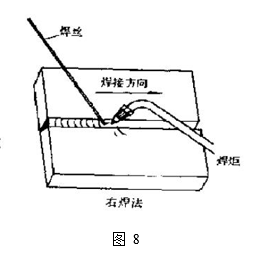
右焊法 rightward welding: 在氣焊中,...(以下略) 見圖 8
(3) AWS A3.0
forehand welding:A welding technique in which the welding torch or gun in directed opposite to the progress of welding. See figure B.21.
backhand welding:A welding technique in which the welding torch or gun in directed toward the progress of welding. See figure B.21.
應用體會和討論:
筆者在平常工作中,也常碰到焊接人員對這對術語搞混淆的情況。
首先,需要說明的是,這兩個術語并不僅限于氣焊,正如 GB/T 3375 焊接術語 以及焊接手冊的氣體保護焊方法等焊接文獻中,也使用了這對焊接術語。
這對焊接術語用于手持焊炬或焊槍,進行包括氣焊和用氣體保護的 GTAW、GMAW、FCAW 等焊接方法的操作(通常稱半自動焊接)時,考慮到氣體保護的效果,火焰或電弧的熱量對已焊部位或未焊部位的影響,以及焊接操作者觀察的方便,焊炬或焊槍的最前端,即焊嘴或導電嘴的軸線都會和焊縫軸線形成一定角度。
而按照 GB/T 3375 焊接術語 的定義,左焊法即焊接熱源從接頭右端向左端移動,并指向待焊部分的操作法。大部分操作者都是右手操作,焊接術語也是針對右手握持焊炬或焊槍的情況而下的定義。在這樣的情況下,定義當然沒錯。
然而,焊接操作人員也有左手操作的情況,這種情況之下,左焊法則應是從接頭左端向右端移動。如前所述,當焊嘴或導電嘴的軸線都會和焊縫軸線確定成一定角度后,進行焊接時,所不同就是焊炬或焊槍的運動方向(即噴嘴的指向),而與左右無關。也正因為如此,英文術語 forehand welding、backhand welding 中無左右的涵義,因此,AWS 的這一術語規定對于焊炬或焊槍朝向其指示方向運動的定義為forehand welding,而向指向的相反方向運動的定義為 backhand welding。因此,定義左向、右向非但沒有意義,反而引起混淆。
筆者建議,按這種操作的實質進行命名,而無關乎左向右向。可借鑒英文術語對應翻譯,將之改為推式、拉式,或前推式、后拉式,再予以定義,并用圖示輔之,則會一目了然,清晰易懂,不會搞錯。
2.3 燒 穿 burn through
(1) GB/T 3375 焊接術語
燒 穿 burn-through: 焊接過程中,熔化金屬自坡口背面流出,形成穿孔的缺陷。
(2)焊接詞典 (第一版)
燒 穿 burn-through: 焊接過程中,由于焊接參數選擇不當,操作工藝不良,或者工件裝配不好等原因,造成熔化金屬自焊縫背面流出,形成穿孔的現象。
應用體會和討論:
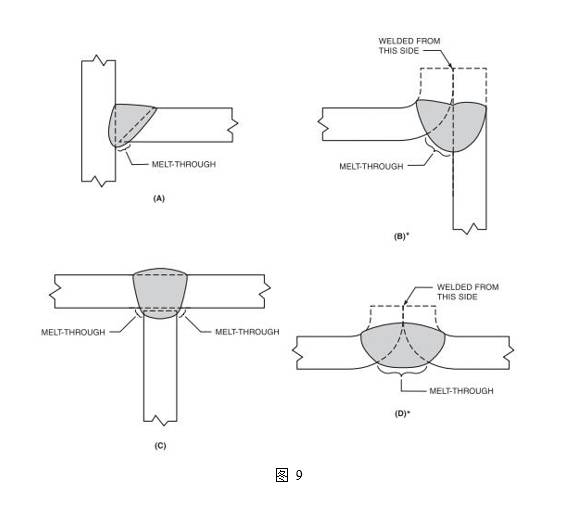
需要注意的是,在 AWS A3.0 中,burn-through除具有燒穿的意思外,它同時是 melt-through 的非標準術語, 但在 AWS 文獻中,melt-through 卻完全沒有燒穿的涵義,它表示在正面的焊接熔透至背面。見圖 9
2.4 余 高
(1) GB/T 3375 焊接術語
余 高 Weld reinforcement:超出母材表面連線上面的那部分金屬的最大高度。
(2)焊接詞典 (第一版)
Reinforcement,excess Weld metal:焊縫表面焊趾連線上面那部分金屬的高度,在靜載下有一定的加強作用,亦稱加強高。動載或交變載荷下,不能起加強作用,反而易于促使脆斷。(注:焊接詞典“余高”所附的角焊縫的圖中,將角焊縫高出焊趾連線的部分也稱作余高,值得商榷。在GB/T 3375 焊接術語、AWS A3.0 和 AWS D1.1《鋼結構焊接規范》中,均采用了 Convexity “凸度”這一術語)。
(3) AWS D1.1:2015 《鋼結構焊接規范》附錄 J
Weld reinforcement: Weld metal in excess of the quantity required to fill a joint. (超出填充接頭所需的過量的焊縫金屬)。
應用體會和討論:
上述幾份文獻的文字表述有所不同,本文無意對此進行評述。但筆者要強調的是,GB 使用“余高”這個術語恰如其分,但不少焊接專業人士仍喜歡用“加強高”來描述超出要求的焊縫金屬。因為就reinforcement 這個詞的詞根及前綴而言,無疑是加強的意思。由此看來,這一習慣與 AWS 采用 reinforcement可能不無關系。筆者曾向 AWS 有關人士書面反映,建議他們改換一個更加貼切的詞匯來作為超出焊縫要求的這部分焊縫的術語。
3小 結
焊接是一門應用學科,在很多工業領域得到廣泛應用;同時,涉及到焊接的人員的類別也非常廣泛,焊接人員之間的交流極為普遍,而這無疑就需要正確使用術語,以使自己的表述被他人準確理解。而正確使用術語有賴于對術語的準確定義,它是人們理解和使用術語的基礎。本文是筆者在工作中應用焊接術語的一點體會,供同行參考,指正。
審核編輯:湯梓紅
-
焊接
+關注
關注
38文章
3401瀏覽量
61033 -
焊接工藝
+關注
關注
3文章
89瀏覽量
13233 -
AWS
+關注
關注
0文章
435瀏覽量
25116
原文標題:談談幾個焊接術語定義和應用
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
有關環境管理物質術語和定義
LDO的術語和定義

焊接時容易忽視的幾個問題
光譜學術語和定義詞解析1
光譜學術語和定義詞解析2
光譜學術語和定義詞解析3






 工商網監
工商網監
評論