 伺服沖壓生產線在汽車制造中的應用
伺服沖壓生產線在汽車制造中的應用
沖壓件具有尺寸穩定、精度高、重量輕、剛度大、互換性好、高效低耗、操作簡單、且易于實現自動化等特點,因此,沖壓技術在汽車行業得到了廣泛的應用。近年來,隨著伺服技術的發展和成熟,以伺服技術為核心的伺服沖壓生產線在汽車制造廠的運用越來越廣泛。
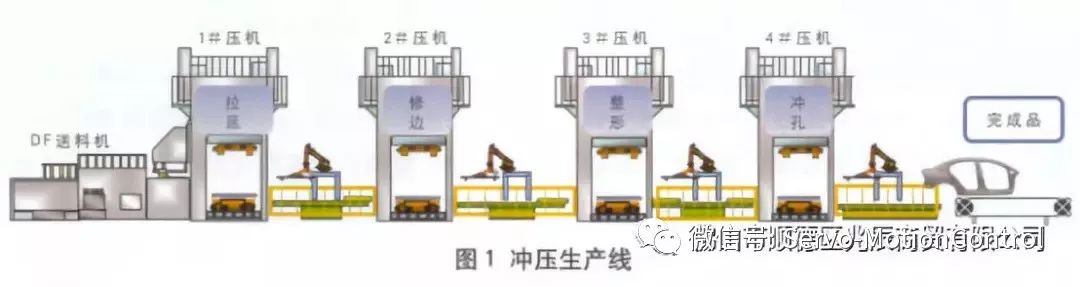
沖壓工藝作為汽車制造的四大工藝之一,直接影響整車的品質、成本以及生產節拍。沖壓時靠壓力機和模具對板材施加外力,使之產生塑性變形和分離,從而獲得所需形狀和尺寸的零件加工方法。目前,各主機廠采用的沖壓設備基本都是全自動沖壓生產線,沖壓生產線主要由板料拆剁裝置、板料清洗/對中裝置、壓力機、搬送機器人等設備模塊串聯而成,沖壓生產線如圖1所示。
隨著汽車工業的迅速發展,以伺服技術為核心的伺服壓力機逐漸運用到沖壓生產線中。與普通機械壓力機相比,伺服壓力機具有零件成形性好、能耗低、噪聲小、生產節拍快、提升材料的利用率、提升零件的拉深精度、減少設備檢修工作量等優勢。
車身覆蓋件的沖壓工藝,按照基本的變形方式分為拉延、沖裁、翻邊、沖孔等;其中,拉延對沖壓產品的品質起決定性作用,拉延工序經常出現的缺陷有開裂、暗裂、起皺、回彈等。鑒于伺服壓力機設備成本較高,目前很多汽車制造廠采用拉延工序為伺服壓力機、其他工序為普通壓力機的沖壓生產線。
伺服技術在壓力機上的運用
伺服壓力機以伺服馬達作為直接的動力來源,通過螺桿、曲柄連桿及肘桿等方式,講馬達產生的驅動力轉化為滑塊的直線運用,運用伺服馬達可編程化控制的特性,完美的控制滑塊的運動形式,以滿足沖壓加工多樣化、智能化的需求,具有滑塊速度可控、難成形材料易制性、節能環保、一機多用及智能化等優勢,是汽車沖壓行業發展的主流趨勢。
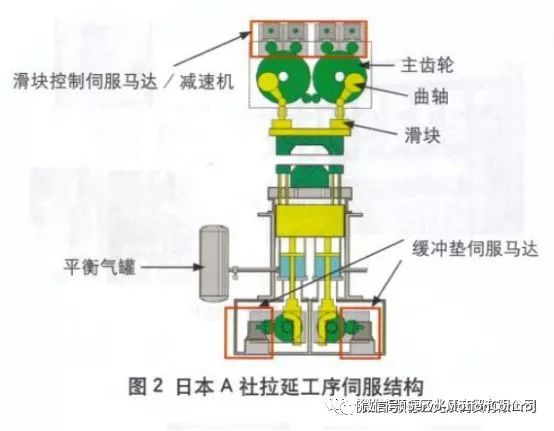
伺服壓力機適用于汽車沖壓線的拉延、切邊、翻邊、沖孔等工序,圖2是伺服技術在沖壓拉延工序的結構圖。采用PLC控制,利用數位技術及反饋控制 方法達到高級精度控制,能對沖壓滑塊位置進行控制,滑塊的位置重復控制精度為±0.01mm;因運動模式可以編程,能對滑塊速度及軌跡進行控制,大幅降低沖壓瞬間速度,降低沖壓噪聲及振動,延長了模具使用壽命。同時,能對滑塊的輸出力進行控制,控制精度可達滑塊最大輸出力的±1.6%,從而使汽車制造中難成形材料(如高強度鋼板、鎂合金、鋁合金及鈦合金板材等),配合模具設計及周邊系統控制,生產大型覆蓋件。
提高沖壓件的品質
伺服壓力機有一個很大的特點,就是可以分段設定行程的速度,達到消除拉延件破裂、回彈的質量問題,提升沖壓件的品質。通常,生產中我們主要采用兩種類型的伺服曲線,伺服曲線I和伺服曲線II。伺服曲線I的特點是降低合模過程中的沖壓速度,在拉延過程中保證產品能順利脫模,防止被拉傷,保證產品品質,此曲線一般應用于板材厚度較薄的汽車覆蓋件的沖壓工序上。伺服曲線II的特點是壓力機在下死點有一定的停頓。此曲線一般應用于汽車內板件中高強度板件拉延工序上,特點是有足夠的保壓時間保證產品成形,減小產品回彈。
節能環保
一方面伺服壓力機取消了傳統機械壓力機的飛輪、離合器等耗能元件,減少了驅動件,簡化了機械傳動結構,大大降低了電機的能耗;另外,由于伺服壓力機需要加注的潤滑油量少、更換周期長,降低了化學油品的使用。
另一方面,伺服壓力機有一套峰值削減裝置,該裝置的作用是將電能先儲存在AC/DC的電容模塊里,然后伺服壓力機根據各段沖壓行程的能源需要,從電容獲取對應的電能,大大降低電能的消耗(大約可以節省能耗30%),伺服壓力機能耗如圖3所示。

提高沖壓節拍
由于伺服壓力機的伺服曲線可以分段進行編輯,那么在實際運用中,除了模具與零件接觸的過程,其他行程可以適當加快壓力機滑塊的速度,這樣可以大大提升沖壓線的生產節拍。
降低噪聲,延長模具壽命
通過控制模具合模過程中壓力機的速度,降低上模與壓邊圈、下模與緩沖桿的沖壓速度,沖壓噪聲在75dB以下,振動也很小,提升了現場的作業環境;另外,由于伺服壓力機對模具沖擊小,縮減了由于模具高強度沖擊帶來的模具變形、破損等模具故障,提高了模具的使用壽命。
伺服壓力機設備維護
對于傳統機械壓力機的維修人員而言,隨著伺服壓力機越來越多的應用,設備維護變成了一個全新的課題,需要加強新技能、新知識的涉獵與深入研究。與其他設備一樣,伺服壓力機的維護主要還是分為事后保全和預防保全。伺服壓力機的故障通常可以通過查找故障報警代碼找到故障內容,然后根據故障內容進行維修對應。下面結合本人對伺服壓力機維護保養方面的經驗,舉例說明一些典型伺服故障的處理方法(以安川伺服系統舉例)。
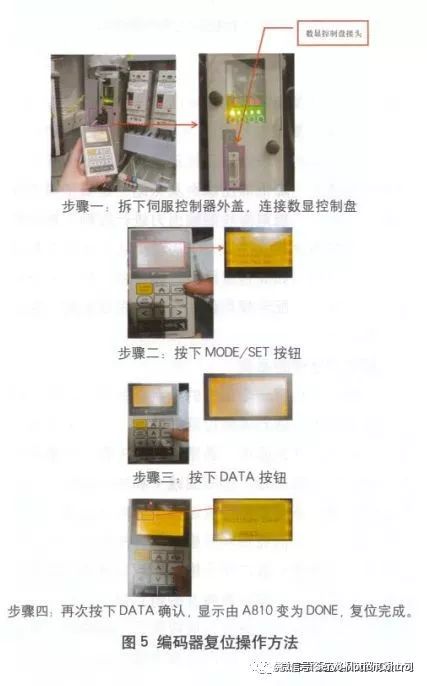
編碼器復位操作實施條件:①更換電機或編碼器時;②斷電狀態下,編碼器無電池或電池沒電的情況下;③拔出編碼器電纜的通信接頭時;④由于某種原因,編碼器的現位置消失時(注意:只有當動力盤內的伺服電機控制器的顯示器上出現A810或A820時才能實施復位操作,否則,在不需要的時候進行編碼器的復位操作,有可能出現機器位置消失或機器損壞的情況)。動力盤內部結構如圖4所示。編碼器復位操作方法(復位操作前伺服控制斷路器先要斷電)如圖5所示。

峰值削尖裝置EDLC電容損壞故障處理
為了降低伺服壓力機故障率,除了對常見伺服故障進行分類、總結及標準化管理外,還需要加強對伺服系統進行預防保全。例如,對控制基板進行壽命管理,到達壽命時進行更換;對伺服電機的溫度進行監控管理,伺服電機溫度情況可以反映電機的工作狀態。此外,伺服控制系統采用大量的精密電子元件,對控制柜環境要求較高,高溫、粉塵含量高極易導致伺服故障發生,日常應加強對伺服控制柜進行防塵管理,定期對AC/DC/、DC/DC等裝置進行清灰處理,避免電子元件異常發熱、短路引發伺服故障。
結束語
伺服壓力機在性能上具有許多優點,且可以廣泛運用于各種沖壓行業。但是,伺服壓力機推廣還有一定的困難。主要原因:一是普通交流電動機+飛輪的傳動方式具有低廉、簡單、可靠等一系列特點,利用其具有的良好的剛性、可靠性服務于各生產企業的批量生產,而且后期使用維護成本低,具有較高的經濟性;二是伺服壓力機購買成本較高,伺服壓力機技術基本掌握在國外企業手中,伺服技術管理人才極度匱乏,伺服壓力機的維護保養主要依賴設備供應商,導致維修成本高。
審核編輯:湯梓紅
-
壓力機
+關注
關注
0文章
100瀏覽量
9637 -
汽車制造
+關注
關注
0文章
265瀏覽量
16493 -
沖壓工藝
+關注
關注
0文章
7瀏覽量
7236 -
伺服技術
+關注
關注
0文章
6瀏覽量
6365
原文標題:伺服沖壓生產線在汽車制造中的應用
文章出處:【微信號:旺材伺服與運動控制,微信公眾號:旺材伺服與運動控制】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
smt生產線介紹
減速機在自動生產線中的作用有哪些
高溫板材沖床上下料機械手在汽車沖壓件生產企業中的應用
伺服沖壓自動化生產線技術及優勢
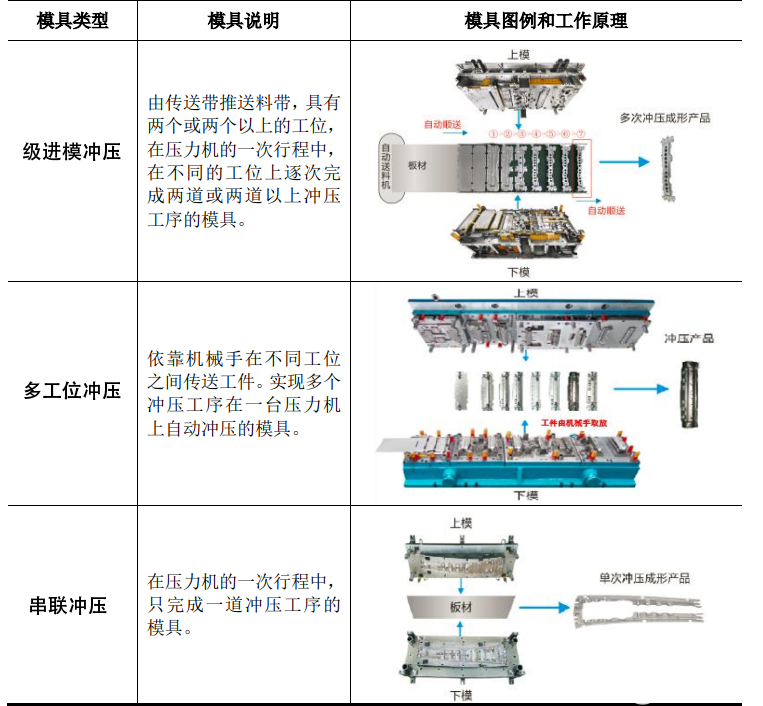
級進模、多工位沖壓、串聯沖壓三種自動化生產線的特點對比分析
汽車生產線數字孿生系統有什么價值?
自動化沖壓生產線的應用

直線模組在新能源汽車中的應用
高效雙料檢測系統丨汽車沖壓生產線疊料監測解決方案

遠程采集網關在智能制造生產線中的應用






 工商網監
工商網監
評論