 電火花線切割加工的過程
電火花線切割加工的過程

電火花線切割加工是實現工件尺寸加工的一種技術。在一定設備條件下,合理的制定加工工藝路線是保證工件加工質量的重要環節。
電火花線切割加工模具或零件的過程,一般可分以下幾個步驟。
對圖樣進行分析和審核
分析圖樣對保證工件加工質量和工件的綜合技術指標是有決定意義的第一步。以沖裁模為例,在消化圖樣時首先要挑出不能或不易用電火花線切割加工的工件圖樣,大致有如下幾種:
1.表面粗糙度和尺寸精度要求很高,切割后無法進行手工研磨的工件;
2.窄縫小于電極絲直徑加放電間隙的工件,或圖形內拐角處不允許帶有電極死板井架放電間隙所形成的圓角的工件;
3.非導電材料;
4.厚度超過絲架跨距的零件;
5.加工長度超過x,y拖板的有效行程長度,且精度要求較高的工件。
在符合線切割加工工藝的條件下,應著重在表面粗糙度、尺寸精度、工件厚度、工件材料、尺寸大小、配合間隙和沖制件厚度等方面仔細考慮。
編程注意事項
1.沖模間隙和過渡圓半徑的確定
合理確定沖模間隙。沖模間隙的合理選用,是關系到模具的壽命及沖制件毛刺大小的關鍵因素之一。不同材料的沖模間隙一般選擇在如下范圍:
軟的沖裁材料,如紫銅、軟鋁、半硬鋁、膠木板、紅紙板、云母片等,凸凹模間隙可選為沖材厚度的10%—15%。
硬質沖裁材料,如鐵皮、鋼片、硅鋼片等,凸凹模間隙可選為沖裁厚度的15%—20%。
這是一些線切割加工沖裁模的實際經驗數據,比國際上流行的大間隙沖模要小一些。因為線切割加工的工件表面有一層組織脆松的熔化層,加 工電參數越大,工件表面粗糙度越差,熔化層越厚。隨著模具沖次的增加,這層脆松的表面會漸漸磨去,是模具間隙逐漸增大。
合理確定過渡圓半徑。為了提高一般冷沖模具的使用壽命,在線線、線圓、遠遠相交處,特別是小角度的拐角上都應加過渡圓。過渡圓的大小 可根據沖裁材料厚度、模具形狀和要求壽命及沖制件的技術條件考慮,隨著沖制件的曾厚,過渡圓亦可相應增大。一般可在0.1—0.5㎜范圍內選用。
對于沖件材料較薄、模具配合間隙較小、沖件又不允許加大的過渡圓,為了得到良好的凸凹模配合間隙,一般在圖形拐角處也要加一個過渡圓。因為電極絲加工軌跡會在內拐角處自然加工出半徑等于電極絲半徑加單面放電間隙的過渡圓。
2.計算和編寫加工程序
編程時,要根據配料的情況,選擇一個合理的裝夾位置,同時確定一個合理的起割點和切割路線。
起割點應取在圖形的拐角處,或在容易將凸尖修去的部位。
切割路線主要以防止或減少模具變形為原則,一般應考慮使靠近裝夾著一邊的圖形最后切割為易。
3.穿制加工用的程序紙帶和校對紙帶
根據程序單把紙帶制作完畢后,一定把程序單與制作好的紙帶逐條進行校對,用校對好的紙帶把程序輸入控制器后才能試切樣板,對簡單有把握的工件可以直接加工。對尺寸精度要求高、凸凹模配合間隙小的模具,必須要用薄料試切,從事切件上可檢查其精度和配合間隙。如發現不符合要求,應及時分析,找出問題,修改程序直至合格后才能正式加工模具。這一步驟是避免工件報廢的一個重要環節。
根據實際情況,也可以直接由鍵盤輸入,或從編程機直接把程序傳輸到控制器中。
審核編輯:黃飛
-
控制器
+關注
關注
114文章
17113瀏覽量
184329 -
程序
+關注
關注
117文章
3826瀏覽量
82997
原文標題:電火花線切割加工的步驟介紹
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
季豐電子金剛線切割機介紹

碳化硅襯底切割自動對刀系統與進給參數的協同優化模型

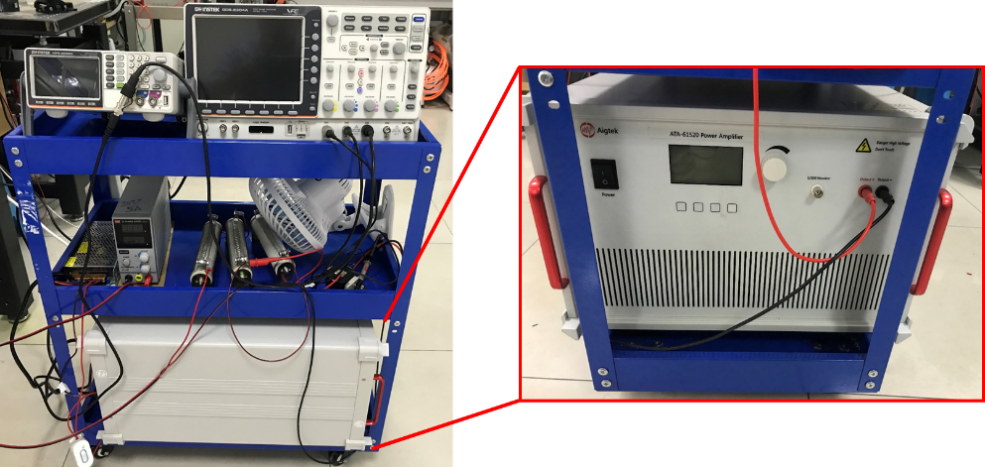
安泰功率放大器在電火花加工中的應用研究
基于進給量梯度調節的碳化硅襯底切割厚度均勻性提升技術
切割進給量與碳化硅襯底厚度均勻性的量化關系及工藝優化
陶瓷基板微加工:皮秒激光切割技術的應用前景
德國進口自動換刀主軸 用于PCB切割分板更高效
紙基微流控芯片的加工方法和優勢
降低碳化硅襯底TTV的磨片加工方法

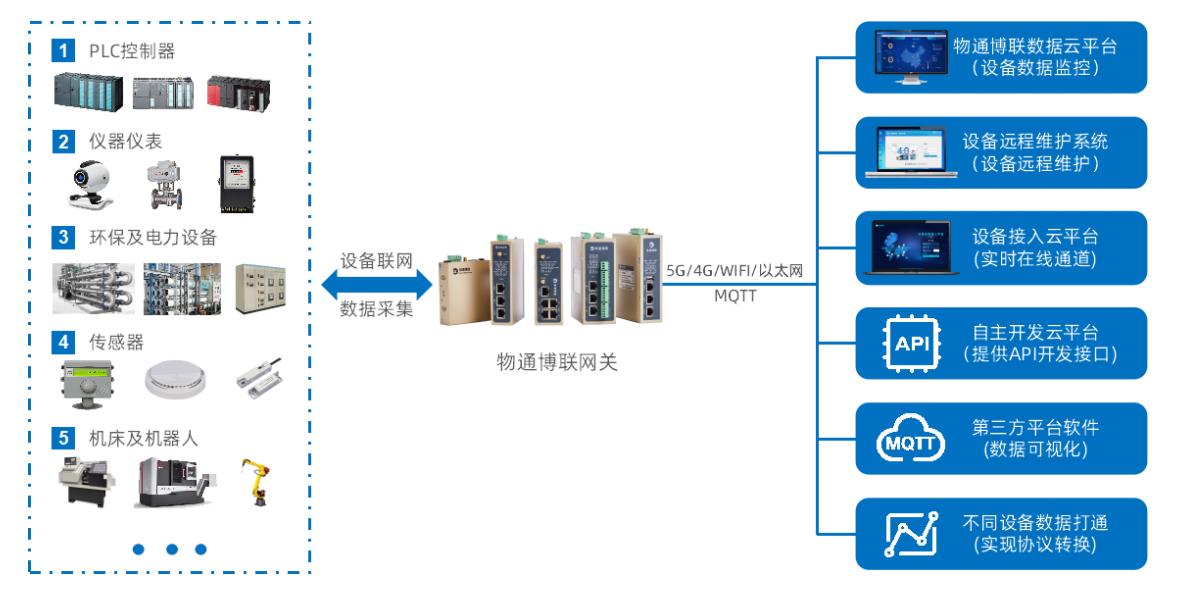
線切割機床數據采集到MES平臺解決方案
精準切割,高效生產:劃片機在濾光片制造中的革新應用

激光切割儀數據采集到MES平臺解決方案
CNC切割與傳統切割的區別
正負電極之間放電產生的靜電叫什么
MT6825磁編碼IC在數控等離子切割機應用的刨析





 工商網監
工商網監
評論