 什么是回流焊爐溫曲線 回流焊爐溫曲線設定
什么是回流焊爐溫曲線 回流焊爐溫曲線設定
回流焊對于SMT貼片行業來說一定不陌生,我們說加工的各種PCBA板上的元件都是通過這種工藝焊接到線路板上的。這種設備的內部有一個加熱電路,將空氣或氨氣加熱到足夠高的溫度后吹向已經貼好元件的線路板,讓元件兩側的焊料融化后與主板粘結。其中回流焊的爐溫對PCBA板的好壞起決定性作用。今天由深圳絡普士SMT貼片廠和大家講講回流焊 爐溫曲線的一些知識。
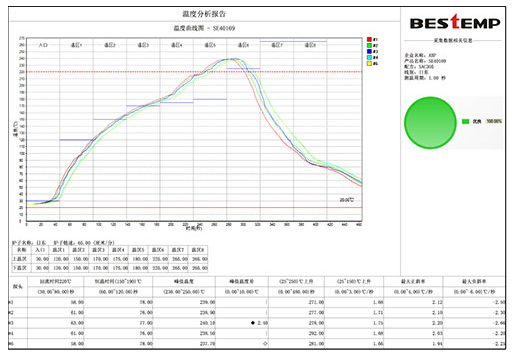
一、什么是回流焊爐溫曲線?
一個典型的溫度曲線它分為預熱、保溫、回流和冷卻四個階段:
預熱階段:
該區域的目的是把常溫PCB盡快加熱,以達到第二個保溫特定目標,但升溫速率要控制在適當范圍以內,如果過快,會產生熱沖擊,電路板和元件都可能受損。過慢,則錫育助焊劑揮發不充分,影響焊接質量。一般規定速度為4°C/s。然而,通常上升速率設定為|℃/s一3°C/s。典型的升溫速率為2°C/s。
保溫階段:
溫度從120V~ 150V升至錫育熔點的區域。保溫段的主要目的是使各元件的溫度趨于穩定,盡量減少溫差。在這個區域里給予足夠的時間使較大元件的 溫度趕上較小元件的溫度,并保證焊育中的助焊劑得到充分揮發。到保溫段結束,焊盤及元件引腳上的氧化物被除去,整個電路板的溫度達到平衡。
回流階段:
這區域里加熱器的溫度設置得。回流段其焊接峰值溫度視所用焊育的不同而不同,一般推薦為焊育的熔點溫度加20℃℃-40℃,無鉛工藝峰值溫度一般為235℃℃-245℃,再流時間不要過長,以防對SMD造成不良影響。
冷卻階段:
這段中錫育中的錫粉已經熔化并充分潤濕,應該用盡可能快 的速度來進行冷卻,這樣將有助于得到明亮的焊點并有好的外形和低的接觸角度。緩慢 冷卻會導致電路板的更多分解而進入錫中,從而產生灰暗毛糙的焊點。在極端的情形下,它能引起沾錫不良和減弱焊點結合力。冷卻段降溫速率一般為3℃℃/s,,冷卻至75℃即可。
二、初步爐溫設定
1.看錫有類型,有鉛還是無鉛?還要考慮錫有特性,焊育是由合金粉末、糊狀助焊劑均勻混和而成的育體。焊育中的助焊劑主要由溶劑、松香或合成樹脂、活性劑及抗垂流劑四類原物質構成。
2.看PCB板厚度是多少?此時結合以上1、2點,根據經驗就有個初步的爐溫了
3.再看PCB板材,具體細致設定一下回流區的爐溫。
4.再看PCB板上的各種元器件,考慮元件大小的不同,特殊元件,廠家要求的特殊元件等方面,再仔細設定一下爐溫。
5.還得考慮一下爐子的加熱效率,因為當今回流爐有很多種,其加熱效率是不一樣的。
三、總結、爐溫曲線的詳細設走:
1.溫度曲線的測量:
使用溫度曲線測量儀是獲得和建立可適用溫度曲線的方法,測量時必須使用已完全裝配過的電路板,在電路板上仔細選擇幾個點,選擇的點在熱容、熱傳導及熱吸收方面可能最有代表性(或最小),將測溫傳感器頭粘附或用高溫焊料焊接在選定的測量點上,然后將電路板送入回流爐中,通過測量儀提供的接口由計算機讀取溫度曲線,較為先進的測量儀可隨電路板一起送入回流爐中,測量儀可將溫度曲線存儲在機內存儲器中,在測量結束后由計算機或打印機讀出。
2.溫度曲線的分段簡析最后得出合格的爐溫曲線
對任何焊育來說并沒有的溫度曲線,產品所提供的信息僅僅是工作步驟的指南,一種焊育的溫度曲線必須綜合考慮焊育、完全裝配過的電路板和設備等因素,良好的溫度曲線是不容易獲得的,必須經過反復試驗才能獲得較為滿意的結果。
審核編輯 黃宇
-
回流焊
+關注
關注
14文章
500瀏覽量
17438 -
smt貼片
+關注
關注
1文章
356瀏覽量
9655
發布評論請先 登錄
回流焊問題導致SMT產線直通率下降,使用我司回流焊后改善的案例

回流焊中花式翻車的避坑大全
PCBA加工必備知識:回流焊VS波峰焊,你選對了嗎?
回流焊流程詳解 回流焊常見故障及解決方法
回流焊與多層板連接問題
回流焊時光學檢測方法
回流焊與波峰焊的區別
SMT貼片加工中的回流焊:如何打造完美焊接
關于SMT回流焊接,你了解多少?
普通回流焊VS氮氣回流焊,你真的了解嗎?

SMT錫膏貼片中的回流焊主要作用是什么?

掌握回流焊要領,輕松實現片狀元器件完美焊接!






 工商網監
工商網監
評論