 速科德Kasite丨兩種保障砂輪修整質量的方法 助力磨削加工
速科德Kasite丨兩種保障砂輪修整質量的方法 助力磨削加工

在磨削加工領域,砂輪的狀態對于加工質量有著至關重要的影響。隨著磨削的進行,砂輪磨粒的棱角會逐漸變鈍,其輪廓也會改變,這將無法保證加工所需的形狀精度和表面粗糙度,所以對砂輪進行修整是必不可少的環節。為此,速科德提供了兩種砂輪修整的方法:
一、利用高精度滾軸砂輪修整
在砂輪修整的過程中,是通過安裝在磨床修整裝置上的高精度滾輪軸來完成。對于陶瓷砂輪或 CBN砂輪,利用滾輪軸上的金剛石滾輪與砂輪接觸這一方式進行修整。在修整時,金剛石滾輪以特定的旋轉和進給速度沿著砂輪表面運動。這是因為金剛石滾輪具有高硬度和鋒利的切削刃,在它與砂輪接觸并移動的過程中,能夠使砂輪的輪廓無限接近真圓,同時去除掉砂輪表面的磨屑和缺陷。
不過滾輪軸的精度對砂輪修整效率影響巨大。如果滾輪軸的同心度小于等于砂輪軸,那么修整必然會失敗。這就需要高精度的滾輪軸來保障修整的順利進行。速科德 Kasite自主研發的高精度滾輪軸,其同心度≤2μm,適用于絕大部分的無心磨床與高精度磨床,在外圓磨加工中起到了至關重要的作用。特別是對于有精密要求的加工件,在圓度、同心度方面,它能夠做到微米級的精度保證,從而為后續的高精度磨削加工奠定基礎,使工件達到理想的精度要求。
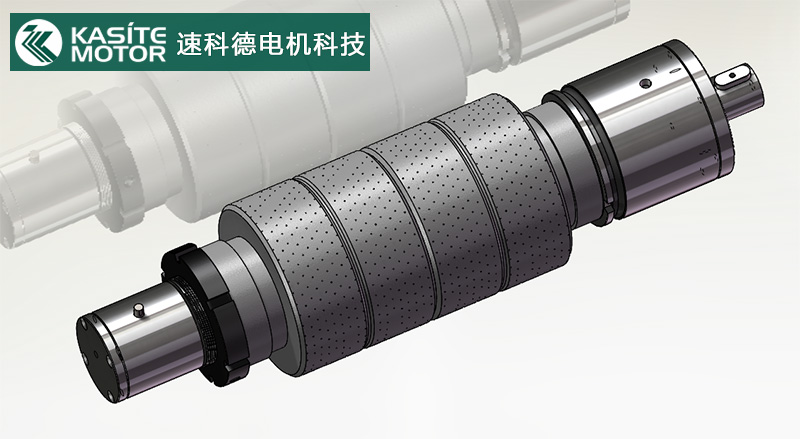 ?Kasite?高精度滾軸砂
?Kasite?高精度滾軸砂二、創新的DressView?系統砂輪修整
DressView?系統是一款創新技術的砂輪修整系統,它有著獨特的工作方式,在修整過程中不再需要任何傳感器,卻能滿足1um的高精度要求,而且可以達到帶傳感器系統一樣的工作范圍。
DressView?系統和驅動修整主軸的變頻器協同工作。其主軸外徑的尺寸范圍在33mm和60mm之間,功率可達3KW。這種創新的修整系統為砂輪修整提供了新的途徑和選擇,在保障高精度的同時,也提高了修整效率和質量。
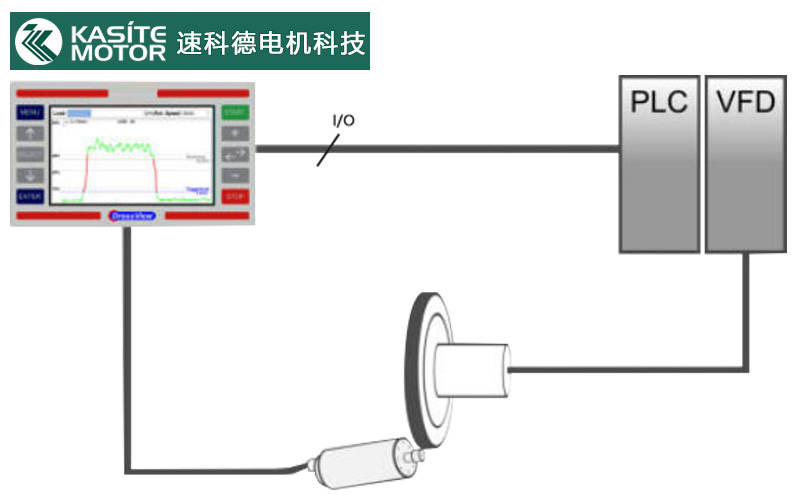 DressView?系統砂輪修整
DressView?系統砂輪修整速科德電機科技Kasite丨德國SycoTec亞太服務中心——為工業機器人(金屬及復合材料加工),PCB分板(鋁基板、銅基板切割),數控機床改造(提升加工效率),義齒加工(氧化鋯、鈦合金,CAD CAM),廣告行業(非金屬材料、柔性材料加工),陶瓷插芯(內外圓研磨),微孔加工提供高速主軸&機器人成套解決方案。
-
傳感器
+關注
關注
2565文章
53008瀏覽量
767459 -
砂輪
+關注
關注
0文章
10瀏覽量
3732
發布評論請先 登錄
微電機軸球面成型加工方法的探討
機器人主軸選型攻略:Kasite三款必備主軸實力推薦
維視智造砂輪缺陷檢測視覺系統的優勢
德國進口高速電主軸品牌SycoTec:精密傳動解決方案領先制造商
激光位移傳感器:開啟砂輪直徑精密測量新篇章
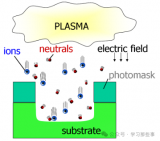
芯片制造過程中的兩種刻蝕方法
牙齒雕刻機高速電主軸全解析






 工商網監
工商網監
評論