") 不同焊接方法的優(yōu)缺點(diǎn)
不同焊接方法的優(yōu)缺點(diǎn)
焊接技術(shù)是現(xiàn)代工業(yè)中不可或缺的一部分,它在建筑、汽車制造、航空航天和造船等多個(gè)領(lǐng)域發(fā)揮著重要作用。隨著技術(shù)的發(fā)展,焊接方法也在不斷進(jìn)步,以適應(yīng)不同的材料和應(yīng)用需求。
1. 手工電弧焊(SMAW)
優(yōu)點(diǎn):
- **靈活性高:**手工電弧焊是一種非常靈活的焊接方法,適用于各種位置的焊接,包括垂直和傾斜位置。
- **設(shè)備簡(jiǎn)單:**所需的設(shè)備相對(duì)簡(jiǎn)單,易于操作和維護(hù)。
- **成本較低:**與其他焊接方法相比,手工電弧焊的成本較低,適合預(yù)算有限的項(xiàng)目。
缺點(diǎn):
- **效率低:**手工操作導(dǎo)致焊接速度慢,生產(chǎn)效率不高。
- **質(zhì)量不穩(wěn)定:**焊接質(zhì)量受操作者技能影響較大,一致性較差。
- **勞動(dòng)強(qiáng)度大:**手工電弧焊對(duì)操作者來(lái)說(shuō)勞動(dòng)強(qiáng)度較大,長(zhǎng)時(shí)間作業(yè)容易導(dǎo)致疲勞。
2. 氣體保護(hù)焊(GMAW/MIG/MAG)
優(yōu)點(diǎn):
- **焊接速度快:**氣體保護(hù)焊的焊接速度比手工電弧焊快,提高了生產(chǎn)效率。
- **焊縫美觀:**焊縫成形美觀,表面光滑,減少了后續(xù)處理的工作量。
- **適用材料廣:**適用于多種金屬材料的焊接,包括碳鋼、不銹鋼和鋁等。
缺點(diǎn):
- **設(shè)備成本高:**需要的設(shè)備比手工電弧焊復(fù)雜,成本較高。
- **氣體消耗:**焊接過(guò)程中需要消耗保護(hù)氣體,增加了材料成本。
- **對(duì)環(huán)境敏感:**對(duì)風(fēng)速和濕度等環(huán)境因素較為敏感,需要在控制環(huán)境中進(jìn)行。
3. 埋弧焊(SAW)
優(yōu)點(diǎn):
- **高生產(chǎn)率:**埋弧焊的焊接速度非常快,適合大規(guī)模生產(chǎn)。
- **焊縫質(zhì)量高:**由于焊劑的保護(hù)作用,焊縫質(zhì)量高,雜質(zhì)少。
- **適合厚板焊接:**特別適合厚板材料的焊接。
缺點(diǎn):
- **設(shè)備復(fù)雜:**需要的設(shè)備較為復(fù)雜,維護(hù)成本高。
- **靈活性差:**適用于平焊位置,對(duì)于其他位置的焊接不太適用。
- **焊劑處理:**焊后需要清理焊劑殘留,增加了額外的工作量。
4. 電渣焊(ESW)
優(yōu)點(diǎn):
- **適合厚板焊接:**電渣焊特別適合厚板和大型結(jié)構(gòu)的焊接。
- **焊接變形小:**由于焊接過(guò)程中熱量分布均勻,焊接變形較小。
- **生產(chǎn)效率高:**適合自動(dòng)化生產(chǎn),提高了生產(chǎn)效率。
缺點(diǎn):
- **設(shè)備成本高:**電渣焊設(shè)備成本較高,不適合小規(guī)模生產(chǎn)。
- **焊接位置限制:**適用于垂直位置的焊接,對(duì)其他位置的焊接不太適用。
- **焊縫成形控制難:**焊縫成形的控制較為困難,需要精確的操作。
5. 激光焊(LBW)
優(yōu)點(diǎn):
- **精度高:**激光焊接可以實(shí)現(xiàn)非常精確的焊接,適用于精密部件的制造。
- **熱影響區(qū)小:**激光焊接的熱影響區(qū)小,焊接變形小,適合熱敏感材料的焊接。
- **焊接速度快:**激光焊接速度非常快,提高了生產(chǎn)效率。
缺點(diǎn):
- **設(shè)備成本極高:**激光焊接設(shè)備成本非常高,不適合預(yù)算有限的項(xiàng)目。
- **材料限制:**對(duì)材料的反射率敏感,某些材料難以焊接。
- **操作復(fù)雜:**需要專業(yè)的操作人員和復(fù)雜的控制系統(tǒng)。
6. 電子束焊(EBW)
優(yōu)點(diǎn):
- **焊接速度快:**電子束焊接速度非常快,適合高效率生產(chǎn)。
- **熱影響區(qū)極小:**由于電子束的高能量密度,熱影響區(qū)極小,焊接變形極小。
- **真空環(huán)境:**可以在真空環(huán)境中進(jìn)行,適合高純度材料的焊接。
缺點(diǎn):
- **設(shè)備成本極高:**電子束焊接設(shè)備成本極高,維護(hù)成本也高。
- **操作復(fù)雜:**需要專業(yè)的操作人員和復(fù)雜的控制系統(tǒng)。
- **材料限制:**對(duì)材料的密度和厚度有一定要求,不適合所有材料的焊接。
總結(jié)
每種焊接方法都有其特定的應(yīng)用場(chǎng)景和優(yōu)缺點(diǎn)。選擇合適的焊接方法需要考慮材料特性、焊接位置、生產(chǎn)效率、成本和質(zhì)量要求等多個(gè)因素。
聲明:本文內(nèi)容及配圖由入駐作者撰寫(xiě)或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點(diǎn)僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場(chǎng)。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問(wèn)題,請(qǐng)聯(lián)系本站處理。
舉報(bào)投訴
-
焊接
+關(guān)注
關(guān)注
38文章
3395瀏覽量
60977 -
自動(dòng)化
+關(guān)注
關(guān)注
29文章
5745瀏覽量
81641 -
金屬材料
+關(guān)注
關(guān)注
0文章
124瀏覽量
11129
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
熱點(diǎn)推薦
PCBA 表面處理:優(yōu)缺點(diǎn)大揭秘,應(yīng)用場(chǎng)景全解析
的表面處理工藝,不僅能提升PCBA板的焊接質(zhì)量,還能延長(zhǎng)其使用壽命。以下將詳細(xì)介紹幾種常見(jiàn)的PCBA表面處理工藝,分析它們的優(yōu)缺點(diǎn)及應(yīng)用場(chǎng)景,幫助您做出最佳的工藝選擇。 PCBA表面處理優(yōu)缺點(diǎn)與應(yīng)用場(chǎng)景 1. HASL(熱風(fēng)整平
香港主機(jī)托管和國(guó)內(nèi)主機(jī)的優(yōu)缺點(diǎn)比較
香港主機(jī)托管和國(guó)內(nèi)主機(jī)(以大陸主機(jī)為例)的優(yōu)缺點(diǎn)比較,主機(jī)推薦小編為您整理發(fā)布香港主機(jī)托管和國(guó)內(nèi)主機(jī)的優(yōu)缺點(diǎn)比較,希望對(duì)您有幫助。
東京站群服務(wù)器有哪些優(yōu)缺點(diǎn)
東京站群服務(wù)器,作為部署在東京地區(qū)的服務(wù)器集群,專為站群優(yōu)化而建,其優(yōu)缺點(diǎn)如下,主機(jī)推薦小編為您整理發(fā)布東京站群服務(wù)器有哪些優(yōu)缺點(diǎn)。
光譜傳感器的優(yōu)缺點(diǎn)
光譜傳感器是一種能夠檢測(cè)并響應(yīng)光譜范圍內(nèi)不同波長(zhǎng)光線的傳感器。以下是對(duì)其優(yōu)缺點(diǎn)的詳細(xì)分析:
超聲波焊接的優(yōu)缺點(diǎn)
超聲波焊接的優(yōu)點(diǎn) 1. 高效性 超聲波焊接是一種非常快速的焊接方法,可以在幾秒鐘內(nèi)完成焊接過(guò)程。這種快速性使得它非常適合于大規(guī)模生產(chǎn)和自動(dòng)化
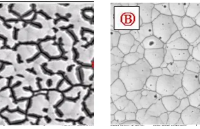
FIB-SEM方法分析BlackPad的優(yōu)缺點(diǎn)
(如下圖A)和晶格上的黑點(diǎn)(如下圖B)。SEM方法分析BlackPad的優(yōu)缺點(diǎn)為了方便大家對(duì)材料進(jìn)行深入的失效分析及研究,具備DualBeamFIB-SEM業(yè)務(wù),包括
開(kāi)環(huán)和閉環(huán)功放的區(qū)別,優(yōu)缺點(diǎn),應(yīng)用場(chǎng)合有什么不同?
問(wèn)下TI的工程師,開(kāi)環(huán)和閉環(huán)功放的區(qū)別,優(yōu)缺點(diǎn),應(yīng)用場(chǎng)合有什么不同?請(qǐng)解釋下,謝謝!
發(fā)表于 11-04 06:33
三相異步電動(dòng)機(jī)的調(diào)速方法有哪些優(yōu)缺點(diǎn)
三相異步電動(dòng)機(jī)的調(diào)速方法有很多種,每種方法都有其特定的應(yīng)用場(chǎng)景和優(yōu)缺點(diǎn)。以下是一些常見(jiàn)的調(diào)速方法及其優(yōu)缺點(diǎn)的分析: 變極調(diào)速 變極調(diào)速是通過(guò)
雪崩晶體管有哪些優(yōu)缺點(diǎn)
雪崩晶體管作為一種特殊的半導(dǎo)體器件,在電子領(lǐng)域具有其獨(dú)特的優(yōu)缺點(diǎn)。
運(yùn)放恒流源有哪些優(yōu)缺點(diǎn)
運(yùn)放恒流源,即利用運(yùn)算放大器(Operational Amplifier,簡(jiǎn)稱運(yùn)放)構(gòu)成的恒流源電路,具有一系列獨(dú)特的優(yōu)點(diǎn)和缺點(diǎn)。以下是對(duì)其優(yōu)缺點(diǎn)的詳細(xì)分析。
武漢凱迪正大分享電纜電力檢測(cè)方法及其優(yōu)缺點(diǎn)
隨著技術(shù)的發(fā)展和進(jìn)步電纜電力檢測(cè)方法也日益多樣化,涵蓋了從傳統(tǒng)的電橋法到現(xiàn)代的局部放電法、紅外熱像法等多種技術(shù)手段。本文將依照凱迪正大的經(jīng)驗(yàn)圍繞電纜電力檢測(cè)的主要方法展開(kāi)討論,并分析其各自的優(yōu)缺點(diǎn)。
AI大模型與小模型的優(yōu)缺點(diǎn)
在人工智能(AI)的廣闊領(lǐng)域中,模型作為算法與數(shù)據(jù)之間的橋梁,扮演著至關(guān)重要的角色。根據(jù)模型的大小和復(fù)雜度,我們可以將其大致分為AI大模型和小模型。這兩種模型在定義、優(yōu)缺點(diǎn)及應(yīng)用場(chǎng)景上存在著顯著的差異。本文將從多個(gè)維度深入探討AI大模型與小模型的特點(diǎn),并分析其各自的優(yōu)缺點(diǎn)
機(jī)器視覺(jué)控制的優(yōu)缺點(diǎn)有哪些
機(jī)器視覺(jué)控制是一種利用計(jì)算機(jī)視覺(jué)技術(shù)對(duì)機(jī)器進(jìn)行控制的方法,它在工業(yè)自動(dòng)化、機(jī)器人技術(shù)、智能交通等領(lǐng)域得到了廣泛應(yīng)用。然而,機(jī)器視覺(jué)控制也存在一些優(yōu)缺點(diǎn)。本文將詳細(xì)介紹機(jī)器視覺(jué)控制的優(yōu)缺點(diǎn)。 一、機(jī)器
人臉檢測(cè)的五種方法各有什么特征和優(yōu)缺點(diǎn)
人臉檢測(cè)是計(jì)算機(jī)視覺(jué)領(lǐng)域的一個(gè)重要研究方向,主要用于識(shí)別和定位圖像中的人臉。以下是五種常見(jiàn)的人臉檢測(cè)方法及其特征和優(yōu)缺點(diǎn)的介紹: 基于膚色的方法 特征:基于膚色的方法主要利用人臉膚色與
數(shù)據(jù)采集的方法有哪些?分別有什么優(yōu)缺點(diǎn)?
數(shù)據(jù)采集是數(shù)據(jù)分析和數(shù)據(jù)科學(xué)的基礎(chǔ),它涉及到從各種來(lái)源收集、整理和存儲(chǔ)數(shù)據(jù)的過(guò)程。以下是一些常見(jiàn)的數(shù)據(jù)采集方法及其優(yōu)缺點(diǎn): 問(wèn)卷調(diào)查 優(yōu)點(diǎn) : 靈活性高,可以設(shè)計(jì)各種類型的問(wèn)題。 可以覆蓋廣泛的受眾





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論