") 電機(jī)鐵心連接工藝及其對(duì)性能有什么影響
電機(jī)鐵心連接工藝及其對(duì)性能有什么影響
鐵心連接工藝的分類(lèi)
電機(jī)作為將電能轉(zhuǎn)化為機(jī)械能的裝置,已廣泛應(yīng)用于工業(yè)設(shè)備中,如電動(dòng)汽車(chē)、電動(dòng)飛機(jī)、電動(dòng)船舶等。硅鋼是一種高硅(2-5.5wt%Si)薄帶(0.2-0.65mm)鋼,是電機(jī)定子和轉(zhuǎn)子中最常用的軟磁性材料。在鐵中加入硅會(huì)降低矯頑力、增加電阻率。此外,在交變磁場(chǎng)環(huán)境中,薄帶厚度的減少可降低硅鋼的渦流損失。電機(jī)的定子和轉(zhuǎn)子鐵心由數(shù)百?gòu)埞桎摨B裝制成,可以減少渦流損失,提高效率。在電機(jī)應(yīng)用中,疊片鐵心兩側(cè)均有絕緣涂層,以阻斷層間渦流。通常,硅鋼鐵心疊裝的目的是確保疊裝片的機(jī)械強(qiáng)度,而連接工藝往往會(huì)帶來(lái)絕緣涂層的損傷、微觀結(jié)構(gòu)的變化、殘余應(yīng)力的引入等,從而引起磁性能的退化,因此在機(jī)械強(qiáng)度和磁性能之間的權(quán)衡是一個(gè)巨大的挑戰(zhàn)。此外,硅鋼的疊裝結(jié)構(gòu)不同于傳統(tǒng)的重疊或?qū)樱芯抗桎摨B裝連接工藝對(duì)加快高質(zhì)量電機(jī)制造至關(guān)重要。圖1顯示了Scopus數(shù)據(jù)庫(kù)中關(guān)于硅鋼疊裝連接工藝技術(shù)的論文數(shù)量。如圖所示,這是一個(gè)近十年來(lái)快速發(fā)展的新興研究課題。
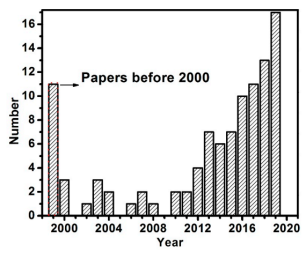
圖1
1.具有代表性的鐵心連接工藝
目前,疊片鐵心的連接工藝一般可分為三種類(lèi)型:膠接、機(jī)械連接和熔焊,如圖2所示。膠接法的優(yōu)點(diǎn)是不破壞絕緣涂層,粘接后的鐵損增加較少,是組裝疊片的最佳方法之一。使用膠接硅鋼片之間可以保持良好的電絕緣性,同時(shí)有效減少片層間的振動(dòng)和摩擦,從而降低噪聲,此外膠粘劑在固化后具有良好的導(dǎo)熱性能,可以幫助電機(jī)在運(yùn)行過(guò)程中散發(fā)熱量。一般來(lái)說(shuō),膠水的成分因供應(yīng)商而異,包括有機(jī)膠、無(wú)機(jī)膠及兩者的組合。然而,該技術(shù)大規(guī)模應(yīng)用的最大障礙是在電機(jī)運(yùn)行過(guò)程中,高溫的周期性負(fù)荷條件下粘附力出現(xiàn)機(jī)械故障。此外,其成本也高于其他連接工藝。
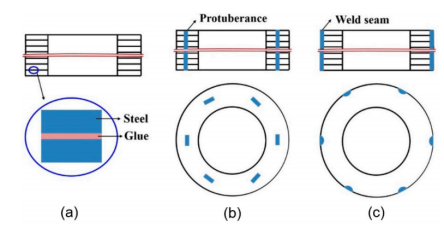
圖2 疊片鐵心代表性連接工藝示意圖(a)膠連接(b)機(jī)械連接(c)熔焊連接
相對(duì)而言,目前機(jī)械和熔焊連接工藝均已被廣泛應(yīng)用。有研究人員比較了兩種具有代表性的V型機(jī)械連接工藝對(duì)環(huán)芯樣品的磁性能影響,發(fā)現(xiàn)機(jī)械鎖扣形成和機(jī)械鎖扣連接對(duì)低頻(如50Hz)鐵損增加的貢獻(xiàn)相當(dāng),而在高頻下,機(jī)械鎖扣連接導(dǎo)致的鐵損增加大于機(jī)械鎖扣形成的貢獻(xiàn)。同時(shí),通過(guò)測(cè)量發(fā)現(xiàn),磁導(dǎo)率和鐵損的倒數(shù)隨連接頭數(shù)量呈線性增加。在漸進(jìn)式?jīng)_壓模具加工過(guò)程中,機(jī)械連接通常與熔焊連接相結(jié)合,成本上,機(jī)械連接工藝的成本比焊接工藝的成本略低,性能上,與熔焊相比,機(jī)械接頭在垂直于硅鋼表面方向上的強(qiáng)度低于熔焊接頭的強(qiáng)度,此外機(jī)械接頭在周期性載荷下的疲勞壽命也低于焊接接頭。因此,在高強(qiáng)度要求情況下,會(huì)聯(lián)合使用多個(gè)熔合焊道來(lái)提高機(jī)械連接的強(qiáng)度。
疊片鐵心熔焊的熱源包括激光、電子束、等離子弧、電弧(TIG、GTA、CMT)等。激光焊接作為一種高效、高質(zhì)量的熔焊工藝,被認(rèn)為是在高性能電機(jī)應(yīng)用中最具發(fā)展前途的一項(xiàng)工藝。與其他熔焊方法相比,激光焊接可以實(shí)現(xiàn)較小的熱影響區(qū),產(chǎn)生較低的殘余應(yīng)力,最終得到具有較高磁性能的焊接疊裝鐵心。圖3為疊片鐵心的激光焊接示意圖。運(yùn)動(dòng)能量束連續(xù)熔化疊層的邊緣,在界面處形成有效接頭。連接工藝的關(guān)鍵因素如下:(a)層的特殊結(jié)構(gòu)由數(shù)百片硅鋼疊片形成;(b)兩側(cè)的絕緣涂層,在動(dòng)態(tài)熔焊過(guò)程中會(huì)因?yàn)橥繉拥臒峤饪赡苷T發(fā)焊縫氣孔;(c)機(jī)械強(qiáng)度和磁性的綜合要求。
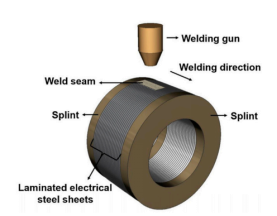
圖3 疊片鐵心的激光焊接示意圖
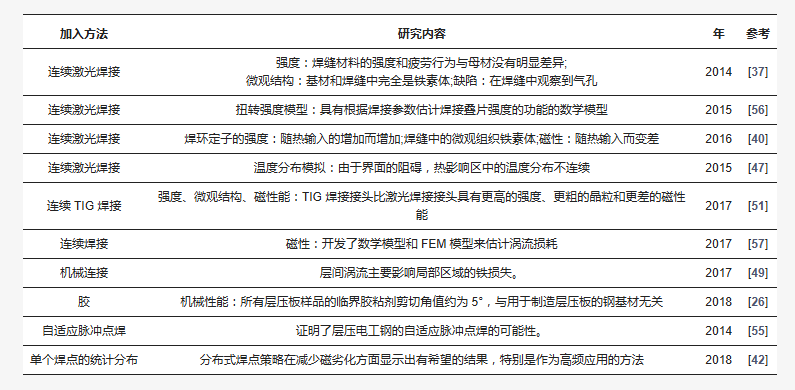
表 1 顯示了層壓電工鋼連接方面的代表性研究。影響連接層壓電工鋼疊片的關(guān)鍵因素如下:(a) 由數(shù)百塊電工鋼片制成的疊片的特殊結(jié)構(gòu);(b) 電工鋼板兩側(cè)的絕緣涂層,由于涂層的熱解導(dǎo)致滯留氣泡,這會(huì)影響熔池在熔合焊接過(guò)程中的動(dòng)態(tài),并可能在焊縫中產(chǎn)生氣孔;(c) 對(duì)強(qiáng)度和磁性能的綜合要求。以下部分將總結(jié)當(dāng)前層壓電工鋼連接的研究,從而更好地了解具有行業(yè)巨大要求的連接過(guò)程。
表 1.層壓電工鋼連接的代表性研究
2.連接區(qū)域的特征
有研究人員分析了激光熔接焊縫的表面形貌和微觀結(jié)構(gòu),如圖4所示,焊縫表面質(zhì)量較好,無(wú)明顯缺陷。由于硅元素含量較高,即使它以高冷卻速率凝固,焊縫區(qū)仍然主要由鐵素體構(gòu)成。同時(shí)由于晶粒的外延生長(zhǎng),焊縫區(qū)出現(xiàn)柱狀晶粒向溫度梯度方向生長(zhǎng),在焊縫邊界附近的區(qū)域中觀察到細(xì)小的孔隙缺陷,這也為激光焊接頭表面和內(nèi)部的微觀結(jié)構(gòu)提供了一個(gè)認(rèn)識(shí)。
在對(duì)機(jī)械連接頭的特性和硬度分布研究中。如圖5所示,鎖扣邊緣的較大局部變形形成了疊層之間的鎖扣連接,由于強(qiáng)化效應(yīng),邊緣區(qū)域的硬度增加。這為了解機(jī)械連接接頭的形狀和硬度提供了一個(gè)清晰的認(rèn)識(shí)。然而,目前對(duì)鐵心連接區(qū)域特性的研究仍然有限,要明確材料無(wú)缺陷接頭的加工參數(shù)窗口、晶粒尺寸和取向等方面需要大量的工作。
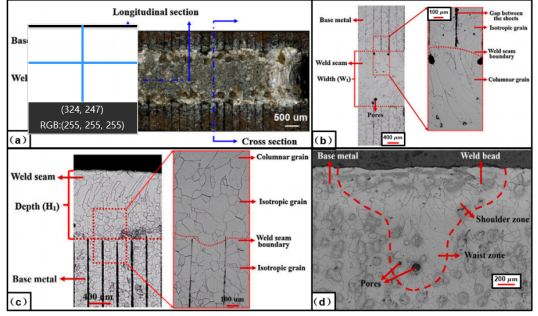
圖4 焊接速度為10 mm/s的激光焊接層壓電鋼的焊縫特點(diǎn)(a)整體視圖;(b)上表面;(c)縱截面;(d)橫截面
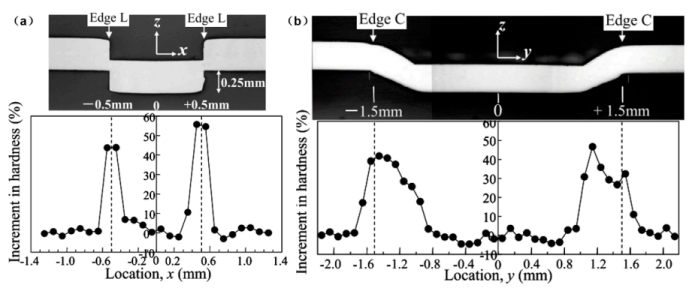
圖5 機(jī)械連接頭的橫截面圖和硬度分布(a)沿短邊方向;(b)沿長(zhǎng)邊方向;顯微硬度每0.1毫米測(cè)量一次 3.連接過(guò)程的模擬
數(shù)據(jù)模擬對(duì)于揭示疊片鐵心連接過(guò)程的機(jī)制是一個(gè)非常有用的工具。在材料的熔焊領(lǐng)域數(shù)據(jù)模擬被廣泛應(yīng)用,但在疊片鐵心中的連接模擬研究仍處于初始階段。疊片鐵心焊接模擬的難點(diǎn)之一是如何描述界面對(duì)焊接過(guò)程中傳熱的影響。有研究人員在ANSYS中建立了熱分析有限元模型,計(jì)算鐵心片層在激光焊接時(shí)的溫度分布,分析界面的演變,如圖6所示。在模型中,采用“出生”和“死亡”元素來(lái)描述界面對(duì)傳熱的影響,分別采用兩組熱導(dǎo)率值來(lái)描述界面熔化前后的傳熱能力。同時(shí)在以后的研究中還需要對(duì)材料在界面處的流動(dòng)、溫度和殘余應(yīng)力的變化等問(wèn)題進(jìn)行大量的分析。
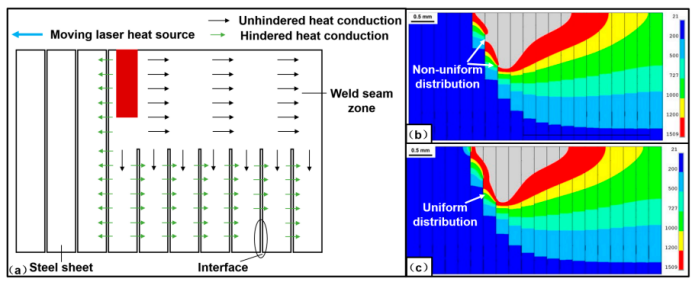
表6 (a)焊接過(guò)程中焊縫縱截面?zhèn)鳠徇^(guò)程原理圖;(b)模擬界面?zhèn)鳠嶙璧K焊縫縱截面溫度分布不均勻;(c)模擬界面吸收激光能量而熔化時(shí)焊縫縱截面溫度分布均勻
連接工藝對(duì)鐵心性能影響的測(cè)量
1.對(duì)機(jī)械性能的影響測(cè)量
疊裝鐵心連接工藝最大的挑戰(zhàn)是要同時(shí)獲得優(yōu)異的機(jī)械性能和磁性性能。雖然電機(jī)中的定子和轉(zhuǎn)子對(duì)疊裝鐵心的接頭強(qiáng)度要求不高,但評(píng)估接頭的抗剪強(qiáng)度和斷裂剪切應(yīng)變?nèi)匀缓苤匾D1顯示了測(cè)量疊裝粘接鐵心的抗剪強(qiáng)度和斷裂應(yīng)變的示意圖。在樣品制備階段,首先使用刮刀將粘合劑涂抹在方形鋼板上,并將其預(yù)固化至非粘性階段,然后將預(yù)固化粘合劑的鋼板堆疊形成六層疊片鐵心,并在160攝氏度下固化90分鐘。
采用三點(diǎn)彎曲實(shí)驗(yàn)測(cè)量粘接鐵心的剪切強(qiáng)度,采用數(shù)字圖像相關(guān)法測(cè)量剪切斷裂應(yīng)變,該方法是評(píng)估粘合層壓材料機(jī)械性能的一種行之有效的方法,但它對(duì)于機(jī)械連接或熔焊連接不太適用,因?yàn)檫@兩種方法的連接區(qū)域較小。
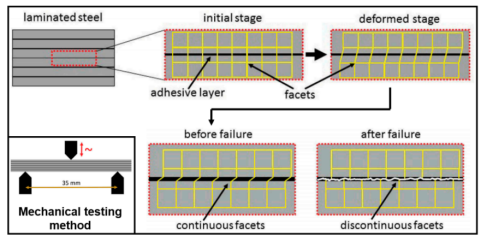
圖1 在現(xiàn)場(chǎng)應(yīng)變分析的初始階段和理想化變形階段 研究人員開(kāi)發(fā)了一個(gè)三顎卡盤(pán)適配器,它與扭轉(zhuǎn)測(cè)試機(jī)組裝,如圖2所示。該系統(tǒng)已成功地用于測(cè)量激光焊接環(huán)狀鐵心的扭轉(zhuǎn)特性,也可以擴(kuò)展到測(cè)量用機(jī)械連接和膠連接的環(huán)狀鐵心的扭轉(zhuǎn)特性,以及實(shí)際電機(jī)中連接的定子和轉(zhuǎn)子的扭轉(zhuǎn)特性。
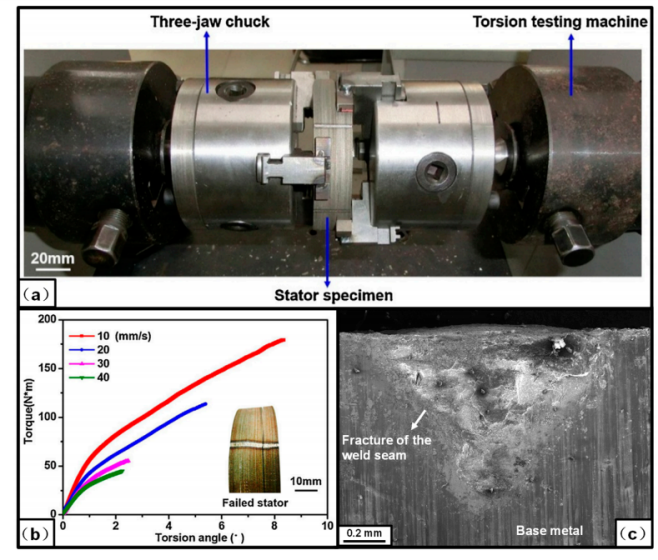
圖2(a)測(cè)量熔焊疊片鐵心扭轉(zhuǎn)特性的實(shí)驗(yàn)系統(tǒng);(b)激光焊疊片鐵心的扭轉(zhuǎn)特性;(c)斷裂的特征(此圖根據(jù)原始圖像重新編輯) 為了測(cè)量矩形樣品中焊縫的抗剪強(qiáng)度,研究人員設(shè)計(jì)了一種特殊的結(jié)構(gòu),其中兩個(gè)焊縫對(duì)稱(chēng)地分布在鐵心的每個(gè)邊緣,如圖3所示。以上這些方法對(duì)于評(píng)估不同幾何形狀的鐵心連接強(qiáng)度都十分可靠。未來(lái)還可以利用數(shù)字圖像等相關(guān)技術(shù)來(lái)測(cè)量加載過(guò)程中的局部應(yīng)變。
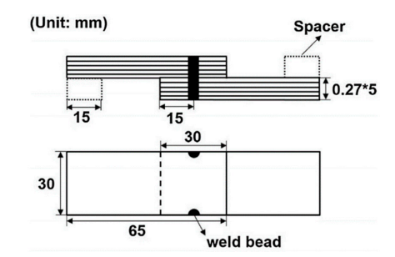
圖3 評(píng)估熔焊鐵心的搭接強(qiáng)度的試樣示意圖(在試樣兩側(cè)對(duì)稱(chēng)設(shè)置焊縫,以保持平衡) 2.對(duì)磁性能的影響測(cè)量
磁性能是除扭轉(zhuǎn)強(qiáng)度外,評(píng)價(jià)疊片鐵心焊接性能的另一項(xiàng)重要指標(biāo)。
焊接層壓層的鐵損耗可以用公式(1)計(jì)算:  其中,ρ1為電鋼樣品的密度,T為測(cè)量過(guò)程中的時(shí)間段。磁場(chǎng)H由公式(2)計(jì)算:
其中,ρ1為電鋼樣品的密度,T為測(cè)量過(guò)程中的時(shí)間段。磁場(chǎng)H由公式(2)計(jì)算:

式中,N1為主繞組匝數(shù),I1為主繞組中的電流,L為等效磁路的長(zhǎng)度,可由公式(3)計(jì)算得到:  其中D1為環(huán)層的外徑,D2為環(huán)層的內(nèi)徑。通過(guò)公式(4)計(jì)算了通過(guò)層壓層的磁通密度:
其中D1為環(huán)層的外徑,D2為環(huán)層的內(nèi)徑。通過(guò)公式(4)計(jì)算了通過(guò)層壓層的磁通密度:

式中,N2為二次繞組匝數(shù),U2為二次繞組之間的電壓,S為二次繞組的截面積,可由公式(4)計(jì)算:  其中h是疊片的高度。實(shí)驗(yàn)前,對(duì)焊接樣品進(jìn)行繞組處理,并分別計(jì)算一次繞組匝數(shù)和二次繞組匝數(shù)。其他研究中也提到了類(lèi)似的實(shí)驗(yàn)系統(tǒng)來(lái)測(cè)量疊片鐵心的磁性能,所有這些系統(tǒng)都是基于相同的原理開(kāi)發(fā)的。
其中h是疊片的高度。實(shí)驗(yàn)前,對(duì)焊接樣品進(jìn)行繞組處理,并分別計(jì)算一次繞組匝數(shù)和二次繞組匝數(shù)。其他研究中也提到了類(lèi)似的實(shí)驗(yàn)系統(tǒng)來(lái)測(cè)量疊片鐵心的磁性能,所有這些系統(tǒng)都是基于相同的原理開(kāi)發(fā)的。
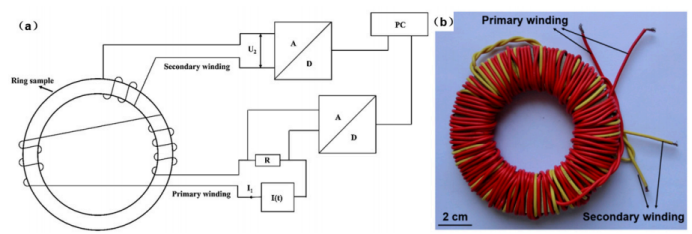
圖4測(cè)量磁性能的系統(tǒng):(a)示意圖;(b)卷繞鐵心樣品。
I1是主繞組中的電流,I (t)代表產(chǎn)生電流隨時(shí)間變化的模塊,R代表電阻模塊,U2是二次繞組之間的電壓,A代表模擬信號(hào)處理器,D代表數(shù)字信號(hào)處理器,PC代表計(jì)算機(jī) 3.對(duì)渦流損耗的影響測(cè)量
機(jī)械連接和熔焊連接均會(huì)導(dǎo)致渦流損失的增加。有研究人員開(kāi)發(fā)了一個(gè)有限元模型識(shí)別疊片鐵心的渦流特性,結(jié)果表明,與絕緣層完好的參考樣品相比,互鎖鐵心的渦流損耗增加明顯(圖5,b),以及疊片鐵心受到?jīng)_擊,定子鐵心被壓入電導(dǎo)性外殼時(shí)可能發(fā)生的額外電氣連接造成的損耗增加(圖5,c、d)。此外還有基于等效電路法建立數(shù)學(xué)模型計(jì)算焊接疊裝鐵心中的渦流損失,并建立有限元模型估算局部焊縫區(qū)渦流分布,如圖6所示。該數(shù)學(xué)模型估算的渦流損失與有限元模型擬合較好,可以以較高的計(jì)算效率估算實(shí)際電機(jī)中焊接鐵心的渦流損耗,而有限元模型可以較準(zhǔn)確地估算焊縫區(qū)渦流損失的局部分布。
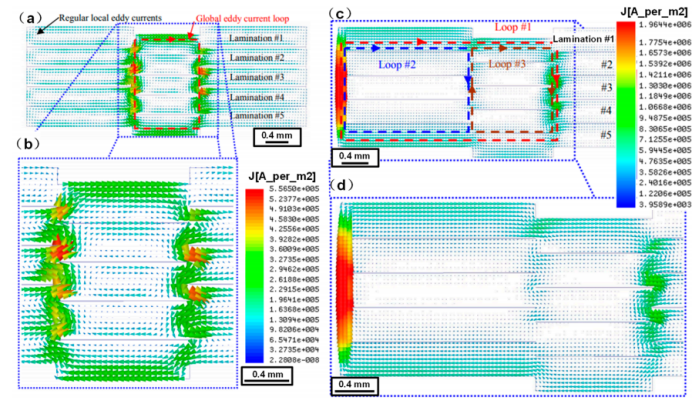
圖5(a、b)互鎖鐵心的橫截面圖;(c、d)邊緣邊緣鍍鎳;(a、c)整個(gè)橫截面;(b)互鎖區(qū)域的細(xì)節(jié);(d)互鎖/鍍鎳區(qū)域的細(xì)節(jié)。
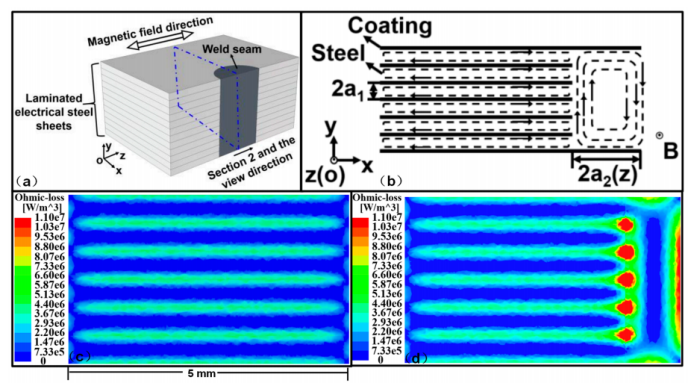
圖6(a)焊接鐵心原理圖;(b)替代磁場(chǎng)環(huán)境下焊接層截面的渦電流分布原理圖;(c)模擬非焊接層截面的渦流損失分布;(d)模擬焊接層截面的渦流損失分布。
新型連接工藝的研究
1.應(yīng)力引起的磁性惡化
在制造工藝中,例如沖壓或切割、焊接,壓合等均會(huì)產(chǎn)生殘余應(yīng)力,這會(huì)導(dǎo)致磁性能的惡化。有研究人員開(kāi)發(fā)了一種使用局部材料模型對(duì)與應(yīng)力相關(guān)的磁特性(如磁通密度)進(jìn)行建模的方法,從圖1中可以觀察到拉應(yīng)力引起了磁滯曲線的變化,可以說(shuō)剩磁或鐵損等磁特性會(huì)因?yàn)闄C(jī)械應(yīng)力而改變。此外其他研究人員還討論了制造過(guò)程中改性的晶粒結(jié)構(gòu)對(duì)磁性的影響,未來(lái)的研究中應(yīng)充分結(jié)合磁性能與材料的微觀結(jié)構(gòu)聯(lián)系(例如晶粒尺寸、晶粒取向和磁疇等)。此外,在加載條件下對(duì)動(dòng)態(tài)磁疇進(jìn)行原位觀察,將更好地了解制造過(guò)程引起的磁性惡化。
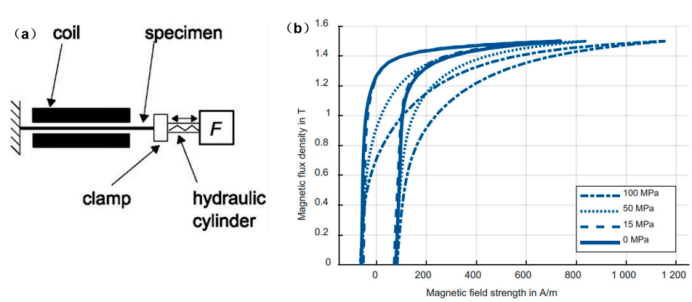
圖1(a)在負(fù)載狀態(tài)下的磁性能測(cè)量原理;(b)M400-50A在50 Hz下不同拉應(yīng)力的磁滯回線2.不同熔焊方法的比較
與機(jī)械連接和膠接相比,熔焊連接較常用于高性能電機(jī)的應(yīng)用中。為了找到最佳的焊接解決方案,研究人員比較了激光焊和 TIG 焊對(duì)疊片鐵心的微觀結(jié)構(gòu)、力學(xué)性能、殘余應(yīng)力和磁性能的影響(圖2),由于TIG 焊的熱輸入量較大,其焊縫成形尺寸大于激光焊,導(dǎo)致其抗拉剪切強(qiáng)度較高。TIG焊層間的接觸面積比激光焊接層間的接觸面積大,渦流損耗更大。此外TIG焊接層的殘余應(yīng)力也大于激光焊接層,導(dǎo)致其滯后性能?chē)?yán)重退化。綜上所述,激光的輸入熱量比TIG的輸入熱量的集中性和可控性要好得多,激光應(yīng)成為疊片鐵心高質(zhì)量焊接的較好熱源。
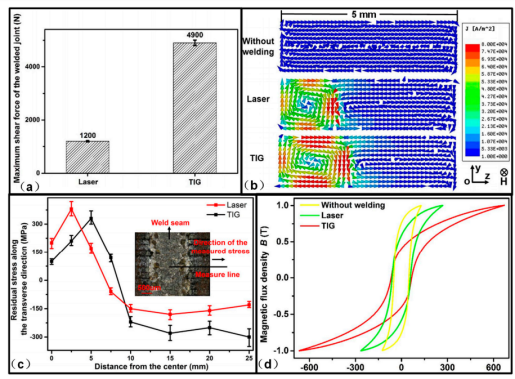
圖2 TIG焊接與激光焊接比較(a)最大抗剪力強(qiáng)度;(b)渦流分布;(c)殘余應(yīng)力分布;(d)磁滯曲線 有研究人員開(kāi)發(fā)了一種新型的鐵心焊接技術(shù),與通常使用的連接整個(gè)貫穿整個(gè)鐵心垂直面的焊接技術(shù)不同,他們使用分布式單個(gè)激光點(diǎn)焊的方式,在整個(gè)層壓板高度上進(jìn)行焊接,如圖3所示。實(shí)驗(yàn)結(jié)果表明,在低頻下,具有垂直焊線的鐵心損耗較低,這是由于焊接的熱沖擊會(huì)引起鐵心的機(jī)械殘余應(yīng)力,同時(shí)垂直焊線焊縫處受影響的晶粒體積也較小。在增加頻率后,渦流分量開(kāi)始占主導(dǎo)地位,點(diǎn)焊樣品損耗增加開(kāi)始明顯變小。因此,這種焊接方法對(duì)于高頻下應(yīng)用的鐵心十分有效。
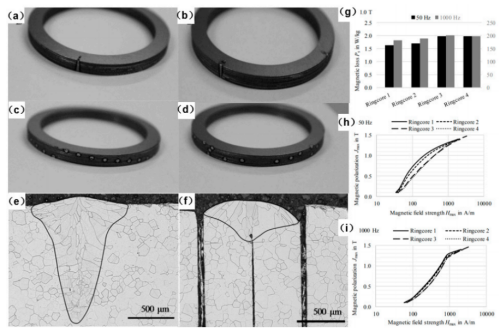
圖3 線焊層和點(diǎn)焊層之間的比較:(a)環(huán)形鐵心1,兩條線性焊接線;(b)環(huán)形鐵心2,四條線性焊接線;(c)環(huán)形鐵心3,螺旋形焊接點(diǎn);(d)環(huán)形鐵心4,焊點(diǎn)的統(tǒng)計(jì)分布;(e)線焊的橫截面;(f)點(diǎn)焊的橫截面;(g)50 Hz和1000 Hz時(shí)的鐵損以及1.0T的磁感應(yīng)強(qiáng)度。 有研究人員開(kāi)發(fā)了一種鐵心自適應(yīng)脈沖激光焊接新型技術(shù),如圖4所示,該項(xiàng)技術(shù)通過(guò)在線監(jiān)測(cè)鐵心層壓板之間的間隙位置,從而能夠在層壓板界面實(shí)現(xiàn)精準(zhǔn)焊接。實(shí)驗(yàn)結(jié)果表明,與工業(yè)生產(chǎn)中廣泛使用的傳統(tǒng)連續(xù)激光焊接相比,開(kāi)發(fā)的脈沖點(diǎn)焊產(chǎn)生的特定功率損耗較低,并且提高了樣品的相對(duì)磁導(dǎo)率。質(zhì)量控制對(duì)于提高焊接質(zhì)量十分重要,可以將工藝監(jiān)測(cè)集成到焊接系統(tǒng)中,以控制質(zhì)量并相應(yīng)地優(yōu)化參數(shù)。光學(xué),光譜,熱和聲學(xué)傳感器越來(lái)越多地單獨(dú)或組合使用,這對(duì)于提高質(zhì)量控制十分有效。對(duì)于測(cè)量數(shù)據(jù)的評(píng)估,機(jī)器智能例如機(jī)器學(xué)習(xí)等都具有巨大的潛力。對(duì)于這些新型焊接技術(shù)的大規(guī)模應(yīng)用,對(duì)焊接質(zhì)量,微觀結(jié)構(gòu),機(jī)械性能和磁性能進(jìn)行全面研究非常重要。此外,還應(yīng)考慮焊接系統(tǒng)和每個(gè)定子的成本,以及焊接過(guò)程的可適用性和焊接系統(tǒng)的壽命。
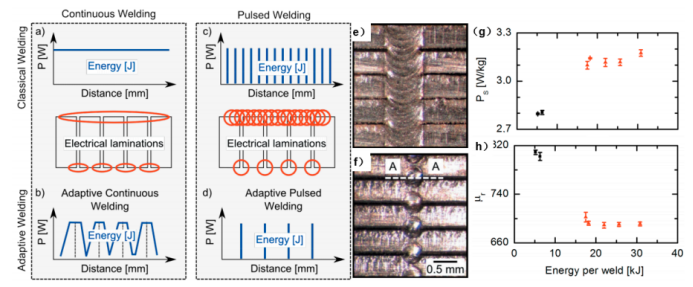
圖4 線焊疊片與自適應(yīng)脈沖激光點(diǎn)焊疊片的比較(a)經(jīng)典連續(xù)焊接;(b)自適應(yīng)連續(xù)焊接;(c)經(jīng)典脈沖焊接;(d)自適應(yīng)脈沖焊接3.總結(jié)和未來(lái)發(fā)展
下一步需要對(duì)連接工藝對(duì)定子性能的影響進(jìn)行全面調(diào)查,尤其是機(jī)械強(qiáng)度疲勞壽命和磁性能應(yīng)作為評(píng)價(jià)疊片鐵心性能影響的重要指標(biāo),包括這些指標(biāo)在高溫下的值,此外,還應(yīng)核算每種連接工藝的成本。
未來(lái),我們應(yīng)該對(duì)磁性能退化機(jī)制進(jìn)行更深入的研究。例如,可以通過(guò)熱成像儀原位測(cè)量焊接鐵心中的溫度分布;用于驗(yàn)證由熱有限元模型計(jì)算出的鐵心中的能量損失分布。此外,還可以通過(guò)中子光柵干涉法,現(xiàn)場(chǎng)測(cè)量在交變磁場(chǎng)環(huán)境外部負(fù)載條件下鐵心中的磁疇變化,這種方法對(duì)了解應(yīng)力引起的磁性能退化十分有效。
對(duì)于優(yōu)化疊層電工鋼的連接工藝,未來(lái)還有很大的研究空間,我們應(yīng)進(jìn)行更多的實(shí)驗(yàn),以建立過(guò)程參數(shù)和鐵心性能之間的關(guān)系圖,模擬模型對(duì)于了解機(jī)制十分重要。
目前疊片鐵心的焊接模擬模型中,一般采用起始-終結(jié)技術(shù)描述激光照射下鐵心界面熔化時(shí)熱導(dǎo)率的快速增加。然而這種方法雖然可以表征界面在焊接過(guò)程中傳熱的影響,但無(wú)法分析間隙填充和殘余應(yīng)力的演變過(guò)程。建議開(kāi)發(fā)熱機(jī)械流體耦合模型,以深入了解這種焊接過(guò)程。
目前的研究大多集中在評(píng)估焊接鐵心的性能上,而沒(méi)有深入到實(shí)際電動(dòng)機(jī)的性能研究中,通過(guò)實(shí)驗(yàn)和模擬來(lái)研究焊接過(guò)程對(duì)電動(dòng)機(jī)性能的影響是未來(lái)趨勢(shì)。
-
工藝
+關(guān)注
關(guān)注
4文章
678瀏覽量
29321 -
電機(jī)
+關(guān)注
關(guān)注
143文章
9266瀏覽量
148680 -
鐵心
+關(guān)注
關(guān)注
0文章
19瀏覽量
9357
原文標(biāo)題:電機(jī)鐵心連接工藝及其對(duì)性能的影響
文章出處:【微信號(hào):wwygzxcpj,微信公眾號(hào):電機(jī)技術(shù)及應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
電機(jī)鐵心定、轉(zhuǎn)子片沖壓復(fù)合模具工藝設(shè)計(jì)
變壓器鐵心制造工藝
電機(jī)生產(chǎn)工藝知識(shí)
伺服電機(jī)是指什么?伺服電機(jī)與步進(jìn)電機(jī)的使用性能有何不同?
有刷電機(jī)與無(wú)刷電機(jī)的性能有哪些差異?
步進(jìn)電機(jī)和交流伺服電機(jī)的性能有何不同
步進(jìn)電機(jī)和交流伺服電機(jī)的性能有什么區(qū)別?
變壓器鐵心制造工藝





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論