") 基于西門子S7-300 PLC和IPC610工控機(jī)實(shí)現(xiàn)冷軋煤氣混合加壓系統(tǒng)設(shè)計
基于西門子S7-300 PLC和IPC610工控機(jī)實(shí)現(xiàn)冷軋煤氣混合加壓系統(tǒng)設(shè)計
97年太鋼引進(jìn)的法國二十輥軋機(jī)、冷熱不銹帶鋼退火線、光亮線等新裝備,是擴(kuò)大不銹鋼生產(chǎn)能力、發(fā)展民族工業(yè)、增強(qiáng)不銹鋼市場競爭能力,擴(kuò)大不銹鋼市場占有份額的重要舉措。冷軋煤氣混合加壓站,是太鋼不銹帶鋼退火線的配套設(shè)施,有加壓機(jī)3臺,氣源為高爐煤氣、焦?fàn)t煤氣;由于生產(chǎn)線工況不穩(wěn)而造成用量大幅度頻繁波動;同時由于氣源管網(wǎng)方面的狀況較差,高爐煤氣壓力波動范圍3~10Kpa,焦?fàn)t煤氣壓力波動范圍1.5~6.5KPa;其波動有時頻率很快,僅靠儀表調(diào)節(jié)產(chǎn)生震蕩、用人工調(diào)節(jié)措手不及;經(jīng)常出現(xiàn)長時間的低壓,造成混壓困難,使得保壓力保不了熱值,保熱值保不了壓力,甚至造成高爐煤氣蝶閥關(guān)閉、機(jī)前負(fù)壓的險兆。不穩(wěn)的氣源、多變的用戶,使處于中間環(huán)節(jié)的冷軋煤氣混合加壓站成為矛盾的集中點(diǎn)和保障不銹鋼生產(chǎn)質(zhì)量的關(guān)鍵。原設(shè)計的儀表調(diào)節(jié)系統(tǒng)根本無法滿足生產(chǎn)要求。
太鋼于1999年6月成立了項(xiàng)目攻關(guān)組,經(jīng)過幾個月的艱辛努力,采用先進(jìn)的德國西門子SIMATICS7300PLC、德國UNI公司熱值儀、德國西門子變頻技術(shù),投入了全過程自動控制,實(shí)現(xiàn)了混合煤氣熱值、加壓機(jī)后壓力雙穩(wěn)定的目標(biāo),確保了不銹鋼的正常生產(chǎn),節(jié)能效益非常可觀。
1、系統(tǒng)概要
改造后的系統(tǒng)構(gòu)成復(fù)雜,僅調(diào)節(jié)閥就有九個,此外還要增加變頻器,由計算機(jī)控制切換調(diào)節(jié)三臺風(fēng)機(jī)轉(zhuǎn)速;增加熱值儀,串級調(diào)節(jié)高焦配比。采用德國西門子S7-300 PLC可編程控制器和 ***研華IPC610工控機(jī)構(gòu)成DCS系統(tǒng)。S7-300PLC可編程控制器作為下位來實(shí)現(xiàn)所有信號的采集、運(yùn)算、調(diào)節(jié),其特點(diǎn)是:模塊化、無排風(fēng)結(jié)構(gòu)、易于實(shí)現(xiàn)分布、運(yùn)行可靠、性價比高。CP5611卡為 S7300PLC與工控機(jī)的通訊接口卡。RS485物理結(jié)構(gòu)和187.5K的波特率,傳輸距離可達(dá)50m,使用中繼器可達(dá)9100m。
2、控制原理
本系統(tǒng)含四個調(diào)節(jié)回路:
2.1 熱值調(diào)節(jié)
熱值是用戶氣源的主要質(zhì)量指標(biāo)之一。
冷軋煤氣混合加壓站以高爐煤氣為主氣,它不可控制,取決于用戶用量;焦?fàn)t煤氣為輔氣,要求控制其兩道閥門,使高、焦配比約4:1,折合熱值1350大卡。
2.1.1 “高焦限幅”輔熱值
本回路為一串級、交叉限幅調(diào)節(jié)系統(tǒng)。以熱值調(diào)節(jié)為主環(huán),焦?fàn)t煤氣流量調(diào)節(jié)為副環(huán),加入了高焦煤氣流量單交叉限幅。焦?fàn)t煤氣流量的設(shè)定值不單單取決于熱值調(diào)節(jié)器輸出信號MV,而且受到高爐煤氣流量的瞬時值的限制,即按高、焦理論配比值求出應(yīng)配焦?fàn)t煤氣流量值,乘以1.05和0.95作為MV的上、下限幅值MH1、ML1。
該控制思想一則使焦?fàn)t煤氣流量調(diào)節(jié)器的調(diào)節(jié)量不至于過大,從而使高焦配比值在小范圍內(nèi)波動;二則使主環(huán)調(diào)節(jié)器不至于產(chǎn)生調(diào)節(jié)飽和,加快了滯后較大的主環(huán)的動態(tài)響應(yīng),改善了系統(tǒng)的調(diào)節(jié)品質(zhì)。
對熱值儀信號故障也有保護(hù)性,在實(shí)際的運(yùn)行中,我們發(fā)現(xiàn)工人有時忘記了給熱值儀過濾器排水,使煤氣入口壓力太低,燃燒不夠,造成儀表信號顯示偏低很多,即使焦?fàn)t煤氣閥開到最大,也不可能把熱值調(diào)至“正常”,但此時熱值調(diào)節(jié)器輸出信號受到高爐煤氣流量的交叉限幅,故在此三個信號中,最終以上限值為焦?fàn)t煤氣流量調(diào)節(jié)器的設(shè)定值,從而使焦?fàn)t煤氣流量調(diào)節(jié)閥被約束在了一定的閥位,最終使混合煤氣熱值波動穩(wěn)定在一定范圍內(nèi)。
2.1.2 “雙閥同控”避“瓶頸”
原設(shè)計一閥自動、另一閥手動,實(shí)際上兩閥都在手動方式,因而常常顧此失彼,致使南、北閥位相差太大;若采用兩路單獨(dú)的調(diào)節(jié)器,二閥閥位更加混亂,當(dāng)系統(tǒng)工況變化較大時,其中一閥就會成為調(diào)節(jié)的“瓶頸”;若采用雙調(diào)節(jié)器進(jìn)行調(diào)節(jié),二閥各自進(jìn)行動作,雖能使系統(tǒng)在某一閥位組合狀態(tài)下穩(wěn)定,但有可能造成二閥閥位相差太大,同樣可導(dǎo)致“瓶頸”的現(xiàn)象。
對此采用單臺調(diào)節(jié)器串調(diào)雙閥的控制方案,即在計算機(jī)中設(shè)置一臺軟調(diào)節(jié)器,其輸出信號給到兩臺手操器,同時帶動兩臺電動蝶閥。為防止二閥同時動作造成超調(diào),將兩手操器內(nèi)的死區(qū)設(shè)置的有所差別,當(dāng)調(diào)節(jié)器輸出要求的閥位信號與實(shí)際閥位反饋信號出現(xiàn)偏差時,死區(qū)小的手操器(電動調(diào)節(jié)閥)首先動作,若偏差不大時,就能糾正過來;當(dāng)調(diào)節(jié)量不夠時,偏差增大,死區(qū)大的手操器(電動調(diào)節(jié)閥)也動作,加大調(diào)節(jié)力度,使系統(tǒng)迅速回到穩(wěn)定狀態(tài)上。當(dāng)系統(tǒng)出現(xiàn)較大偏差時,常會出現(xiàn)同時超出二者死區(qū)范圍的現(xiàn)象,則二閥一同動作,使偏差迅速減小到一定范圍,此時大死區(qū)的電動調(diào)節(jié)閥停止動作,剩余的小偏差靠死區(qū)小的調(diào)節(jié)閥來進(jìn)一步精調(diào)到位。
總之,本控制思想避免了上述兩種調(diào)節(jié)方法的弊端,使操作人員對兩個閥位“知其一即知其二”,無須高度緊張地頻繁操作,既提高了調(diào)節(jié)品質(zhì),又減少了工人勞動強(qiáng)度。
2.2 混壓調(diào)節(jié)
混壓調(diào)節(jié)表面上看來于用戶的要求“無關(guān)”,實(shí)際中卻扮演非常重要的角色,它既影響熱值、又影響加壓機(jī)后壓力。可以說,混壓調(diào)節(jié)不好,則熱值調(diào)節(jié)、加壓機(jī)后壓力調(diào)節(jié)都無從談起。
2.2.1 “水漲船高”調(diào)混壓
本回路為一串級隨動調(diào)節(jié)系統(tǒng)。在控制回路中建立數(shù)學(xué)模型,煤氣混合壓力的設(shè)定值隨著高、焦氣源的壓力波動而自動計算設(shè)定,同時又加以上下限幅,使工藝操作變得更加合理。從熱值的穩(wěn)定方面來看,機(jī)前混壓能夠隨高、焦煤氣壓力波動而適時適度地調(diào)整,保證了焦?fàn)t煤氣能夠按所需的量順利配入;從加壓機(jī)后壓力的穩(wěn)定方面來看,機(jī)前壓力變化范圍不至于太寬,減少了對加壓機(jī)后出口壓力調(diào)節(jié)的干擾。混壓調(diào)節(jié)就是控制高爐煤氣的兩道閥門,為了避免“瓶頸”,同樣如上所述,也采用了一臺軟調(diào)節(jié)器控制兩臺電動調(diào)節(jié)閥的方式,減少對機(jī)后出口壓力調(diào)節(jié)的干擾。
2.3 加壓機(jī)后壓力(變頻)調(diào)節(jié)
加壓機(jī)后壓力是用戶氣源的主要質(zhì)量指標(biāo)之二。
本回路為一定值單回路調(diào)節(jié)系統(tǒng)。其設(shè)定值為13.5Kpa,當(dāng)加壓機(jī)后出口壓力升高/降低時,增大/減小變頻器的輸出頻率,從而改變加壓機(jī)的轉(zhuǎn)速,以“變”求“穩(wěn)”。
在計算機(jī)和變頻器上都設(shè)置了最低運(yùn)行頻率,從而保證出口壓不至于太低,也保證了自帶油泵能夠給出足夠的油壓油量,以免燒壞軸瓦。這兩個頻率運(yùn)行下限是保證加壓機(jī)設(shè)備安全、用戶正常生產(chǎn)的兩道防線。
2.4 加壓機(jī)后壓力(泄放)調(diào)節(jié)
這是加壓機(jī)后壓力調(diào)節(jié)的另一手段。
本回路為一定值單回路調(diào)節(jié)系統(tǒng),其設(shè)定值為14KPa,當(dāng)加壓機(jī)后出口壓力升高/降低時,增大/減小泄壓閥的開度,以“泄”求“穩(wěn)”。
2.4.1 變頻、泄放“雙管齊下”穩(wěn)壓力
通常,泄放調(diào)節(jié)器的設(shè)定值高于變頻調(diào)節(jié)器的設(shè)定值,一般情況下,變頻器“全權(quán)負(fù)責(zé)”系統(tǒng)的調(diào)節(jié),而泄放閥處于關(guān)閉的“休閑”狀態(tài)。當(dāng)用戶突然大減量,造成出口壓驟然升高,變頻的調(diào)節(jié)速度不足以使出口壓迅速降下來時(即出口壓超過14KPa),泄放回路立即參與調(diào)節(jié)。 泄放回路比例帶、積分時間都設(shè)得很小,因而,動作很快,與變頻“雙管齊下”,可使壓力迅速降下來,保證了用戶氣源壓力穩(wěn)定,避免了以前類似情況下加壓機(jī)進(jìn)入喘振的可能,保障了設(shè)備安全。
在調(diào)節(jié)過程中,絕不會出現(xiàn)既保持加壓機(jī)轉(zhuǎn)速較高,又使泄放開啟一定高度的“穩(wěn)定平衡”狀態(tài)。――這就是將設(shè)定值設(shè)得不同的奧妙所在。
綜上所述,本系統(tǒng)在控制思想和軟件編制上有許多新穎的特點(diǎn):
(1)小偏差小動作、大偏差大動作,既加快了響應(yīng)速度,又提高了調(diào)節(jié)精度。
(2)兩閥在調(diào)節(jié)過程中,不會造成“瓶頸”現(xiàn)象。閥位死區(qū)大的南閥閥位“階 段”性地跟蹤死區(qū)小的北閥閥位。當(dāng)偏差產(chǎn)生時,北閥“有錯必糾”,南閥對北閥在調(diào)節(jié)中所累計的閥位變化不會坐視不管,而是“該出手時就出手”,大力度地“調(diào)一把”(當(dāng)北閥閥位調(diào)到一定開度時效果就不顯著了,此時取決于南閥的開度)。
(3)不怕“死機(jī)”、掉電保變頻
軟件多次調(diào)試后,尋找出一種方法,使得無論主機(jī)死機(jī)或PLC死機(jī),或二者中任一掉電,或二者都掉電,變頻器都運(yùn)行在其保護(hù)下限頻率上,加壓機(jī)不會停機(jī),保證了用戶的正常生產(chǎn)。
(4)簡單可靠易“倒機(jī)”
通過軟件的巧妙設(shè)計,使加壓機(jī)的切換變得非常簡單:將變頻器輸出頻率下調(diào)為零,此時原運(yùn)行的加壓機(jī)處于停止?fàn)顟B(tài),電流很小,可拉掉其刀開關(guān),并馬上再合上另一臺備用加壓機(jī)的刀開關(guān),因變頻器未停,3~4分鐘即可調(diào)頻加速到工作狀態(tài)。當(dāng)然二者切換期間,需關(guān)照冷軋關(guān)小燒嘴。
3、系統(tǒng)軟件
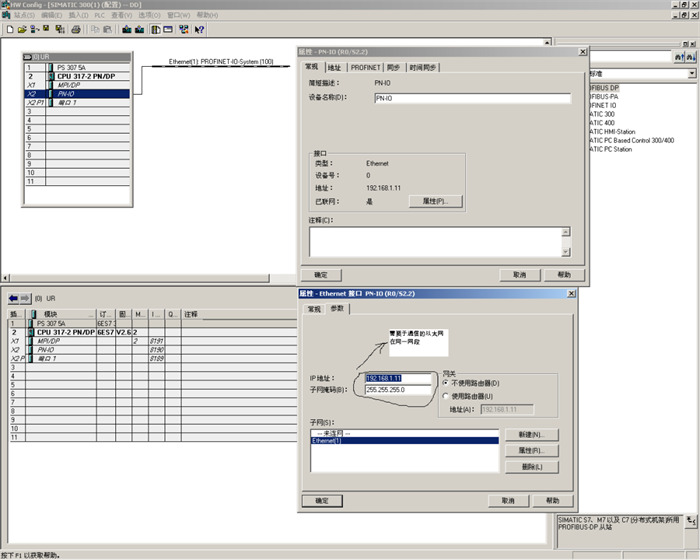
控制系統(tǒng)在WIN98環(huán)境下運(yùn)行,組態(tài)軟件為STEP7 V5.0及Kingview5.0。
系統(tǒng)利用組態(tài)軟件Kingview5.0的驅(qū)動程序與下位S7-300PLC進(jìn)行 數(shù)據(jù)通訊, 包括數(shù)據(jù) 采集和發(fā)送數(shù)據(jù)/指令;下位S7-300PLC則通過 MPI卡與 上位計算機(jī)交換數(shù)據(jù),每一個驅(qū)動程序都是一個COM對象,這種方式使通訊程序和組態(tài)軟件構(gòu)成一個完整的系統(tǒng),保證了系統(tǒng)高效率地運(yùn)行。
4、系統(tǒng)畫面
系統(tǒng)監(jiān)控操作畫面多達(dá)20多屏,包括:方便工人操作的監(jiān)控畫面和為軟件工程師提供接口的整定畫面;形象直觀的模擬畫面;易于統(tǒng)計抄表的參數(shù)畫面;便于追查事故原因的歷史趨勢畫面;提供技術(shù)分析信息的實(shí)時曲線畫面等等。
畫面分為兩大類:操作員畫面、工程師畫面
操作員畫面向操作人員提供了各種數(shù)據(jù)、曲線、功能鍵,顯示內(nèi)容豐富鮮明、操作簡捷可靠。系統(tǒng)中畫面的組態(tài)編制有很多新穎之處,其中模擬畫面中九個調(diào)節(jié)閥的閥位均可以從畫面中翻板示意的角度來得知,并在閥旁邊給出了三位有效數(shù)字(一位小數(shù))的百分開度,形象、準(zhǔn)確地反映了現(xiàn)場閥門的實(shí)際開度,使操作人員感到熟悉親切;系統(tǒng)共有三臺加壓機(jī),通常開1備2,為了準(zhǔn)確反映各加壓機(jī)的運(yùn)轉(zhuǎn)情況,該畫面中設(shè)置了加壓機(jī)動態(tài)旋轉(zhuǎn)葉片,運(yùn)轉(zhuǎn)的加壓機(jī)其葉片在旋轉(zhuǎn),備用的加壓機(jī)無葉片顯示,故操作人員可以清晰明了的看到三臺加壓機(jī)的開備情況;因加壓機(jī)的轉(zhuǎn)速與變頻頻率成正比,所以加壓機(jī)中的旋轉(zhuǎn)葉片的轉(zhuǎn)速隨變頻器的頻率大小而改變,頻率大時,旋轉(zhuǎn)葉片轉(zhuǎn)速大;頻率小時,旋轉(zhuǎn)葉片轉(zhuǎn)速小,動態(tài)顯示十分逼真;在整個系統(tǒng)管網(wǎng)的各個控制點(diǎn)均有相應(yīng)的采集數(shù)字顯示,真實(shí)的反映了各個控制點(diǎn)的瞬時值,總之,畫面中三大管道走向明了,主體設(shè)備位置確切,工作狀態(tài)形象生動,各種參數(shù)“就地顯示”,整個系統(tǒng)運(yùn)行工況集于一屏,一目了然,實(shí)為操作員、技術(shù)員所喜愛的主畫面之一。
工程師畫面:為軟件工程師提供了進(jìn)行系統(tǒng)整定的良好界面,是工程師在調(diào)節(jié)中進(jìn)行參數(shù)修改和設(shè)定的重要環(huán)境,也是自控系統(tǒng)的核心。
5、結(jié)束語
該系統(tǒng)自投運(yùn)以來,在生產(chǎn)正常的情況下,熱值穩(wěn)定在6.0左右、壓力穩(wěn)定在13.5Kpa左右,完全滿足了用戶的要求,同時變頻運(yùn)行于30~40Hz左右,泄放閥一般處于關(guān)閉的狀態(tài),大大減少了泄放煤氣量和凈焦煤氣量,達(dá)到了預(yù)期的安全生產(chǎn)、提高產(chǎn)品質(zhì)量、節(jié)能降耗的目的。系統(tǒng)的控制思路和方法十分新穎、獨(dú)特,是太鋼乃至全國各大鋼廠均未采用過,這些獨(dú)特的控制方法為所有鋼廠的煤氣混合加壓站提供了新思路,也為節(jié)能、降耗的實(shí)現(xiàn)樹立了榜樣。
責(zé)任編輯:gt
-
plc
+關(guān)注
關(guān)注
5029文章
13667瀏覽量
471644 -
西門子
+關(guān)注
關(guān)注
98文章
3122瀏覽量
117632 -
工控機(jī)
+關(guān)注
關(guān)注
10文章
1845瀏覽量
51462
發(fā)布評論請先 登錄
西門子S7-300 PLC視頻教程大全
西門子S7-300/400 PLC與VB的通信方法
西門子s7-300_PLC控制的一個皮帶機(jī)系統(tǒng)
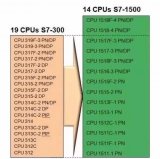
西門子S7-1500憑什么秒殺S7-300/400?
邊緣網(wǎng)關(guān)modbusTcp采集實(shí)現(xiàn)采集西門子S7-300 PLC接入云平臺

研華工控機(jī)ipc510和ipc610的區(qū)別是什么?
西門子S7-300 PLC的詳細(xì)介紹






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論