 如何避免虛焊
如何避免虛焊

如何避免虛焊
1、保持烙鐵頭的清潔
通電的電烙鐵頭長期處于高溫狀態,表面很容易氧化或燒死,使烙鐵頭導熱性能變差而影響焊接質量。因此,可用濕布或濕海綿擦烙鐵頭上的雜質,溫度過高時,可采用暫時拔下插頭或蘸松香降溫,隨時使烙鐵頭保持良好掛錫狀態。
2、上錫注意事項
若焊件和焊點表面帶有銹漬、污垢或氧化物,則應在焊接之前“刮”除,直至露出光亮金屬,才能為焊件或焊點表面鍍上錫。
3、焊接溫度要適當
為了使溫度適當,應根據元器件大小選用功率合適的電烙鐵。當選用的電烙鐵的功率固定時,應注意掌握控制加熱時間的長短。
當焊錫從烙鐵頭上自動散落到被焊物上時,說明加熱時間已足夠。此時迅速移開烙鐵頭,被焊處留下一個圓滑的焊點。若移開電烙鐵后,被焊處不留錫或留下的錫很少,則說明加熱時間太短,溫度不夠或被焊物太臟;若移開電烙鐵前,焊錫就往下流,則表明加熱時間太長,溫度過高。通常,烙鐵頭的溫度控制在使焊劑熔化較快,又不冒煙時的溫度為最佳焊接溫度。
4、上錫適量
根據所需焊點的大小決定電烙鐵的蘸錫量,使焊錫足夠包裹住被錫物,形成一個大小合適且圓滑的焊點。焊點上也不是錫越多越大越好,相反,這種焊點虛焊的可能性更大,有可能是焊錫堆積在上面,而不是焊在上面。若一次上錫量不夠,則可再次補焊,但須待前次上的錫一同被熔化后再移開電烙鐵;若一次上錫量太多,則可用烙鐵頭帶走適量。
5、焊接時間要適當
焊接時間的恰當運用也是焊接技藝的重要環節。如果是印刷電路板的焊接,通常以2~3s為宜。若焊接時間過長,則焊料中的焊劑完全揮發,失去助焊作用,使焊點表面氧化,造成焊點表面粗糙、發黑、不光亮、帶毛刺或流動等缺陷。同時,若焊接時間過長,則溫度過高還容易燙壞元器件或印刷電路板的銅箔。若焊接時間過短,則又達不到焊接溫度,焊錫不能充分熔化,影響焊劑的潤濕,易造成虛焊。
6、焊點凝固過程中不要觸動焊點
焊點在未完全凝固前,即使有很小的振動也會使焊點變形,引起虛焊。因此,在烙鐵頭撤離之前對焊接件要預以固定,如用鑷子夾持或烙鐵頭撤離之后快速用嘴吹氣,采取這些作法的目的就是縮短焊點凝固時間,如圖142所示。
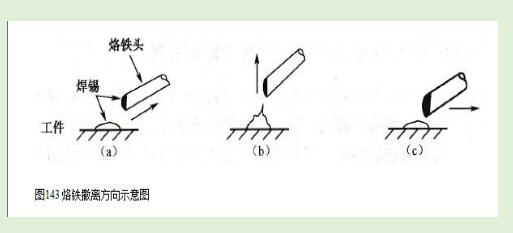
7、烙鐵頭撤離時應注意角度
如圖143(a)所示,當烙鐵頭沿斜上方撤離時,烙鐵頭上帶走少量的錫珠,可形成圓滑的焊點;如圖143(b)所示,當烙鐵頭垂直向上撤離時,可形成拉尖毛刺的焊點;圖143(c)所示,當烙鐵頭以水平方向撤離時,烙鐵頭可帶走大部分錫珠。
-
虛焊
+關注
關注
1文章
64瀏覽量
13885
發布評論請先 登錄
選擇LED驅動PCBA代工廠家需要考慮哪些因素
工控主板PCBA代工廠家
激光焊錫中虛焊產生的原因和解決方法
詳解錫膏工藝中的虛焊現象
PCBA虛焊不再愁,診斷返修技巧全掌握
攻克 PCBA 虛焊難題:實用診斷與返修秘籍
連接器焊接后引腳虛焊要怎么處理?

助焊劑在 PCBA 中的應用全解析:涂敷方式、工藝特點與使用要點

SMT加工虛焊大揭秘:判斷與解決方法全攻略
SMT貼片加工虛焊現象:原因分析與解決步驟全解析
SMT錫膏貼片虛焊假焊不良原因分析

柵極驅動ic虛焊會燒嗎
SMT錫膏貼片加工為什么會少錫虛焊?

PCBA錫膏加工虛焊和假焊的危害有哪些?





 工商網監
工商網監
評論