") 通過Optimus和AMI結(jié)合,實現(xiàn)了手機外殼注塑工藝條件的優(yōu)化
通過Optimus和AMI結(jié)合,實現(xiàn)了手機外殼注塑工藝條件的優(yōu)化

通過仿真軟件模擬注塑成形,已經(jīng)廣泛地應用于注塑成形模具設計和生產(chǎn)中,但是仿真工具只能對確定的設計進行分析,如果需要對現(xiàn)有設計進行改進,往往需要工程師的經(jīng)驗和直覺,多次手動修改設計,很難在有限時間內(nèi)找到所需要的設計。如果可以將注塑成形仿真軟件和優(yōu)化軟件結(jié)合,通過敏感度分析和優(yōu)化設計對產(chǎn)品進行改進,那么不僅可以提高產(chǎn)品的性能,也可以建立自動化流程,減少人力重復工作。
01
設計需求
本案例通過Optimus和AMI結(jié)合,實現(xiàn)了手機外殼注塑工藝條件的優(yōu)化
優(yōu)化目標是最小化最大進澆壓力,最小化下圖七個位置點在Z向的翹曲變形
02
設計空間
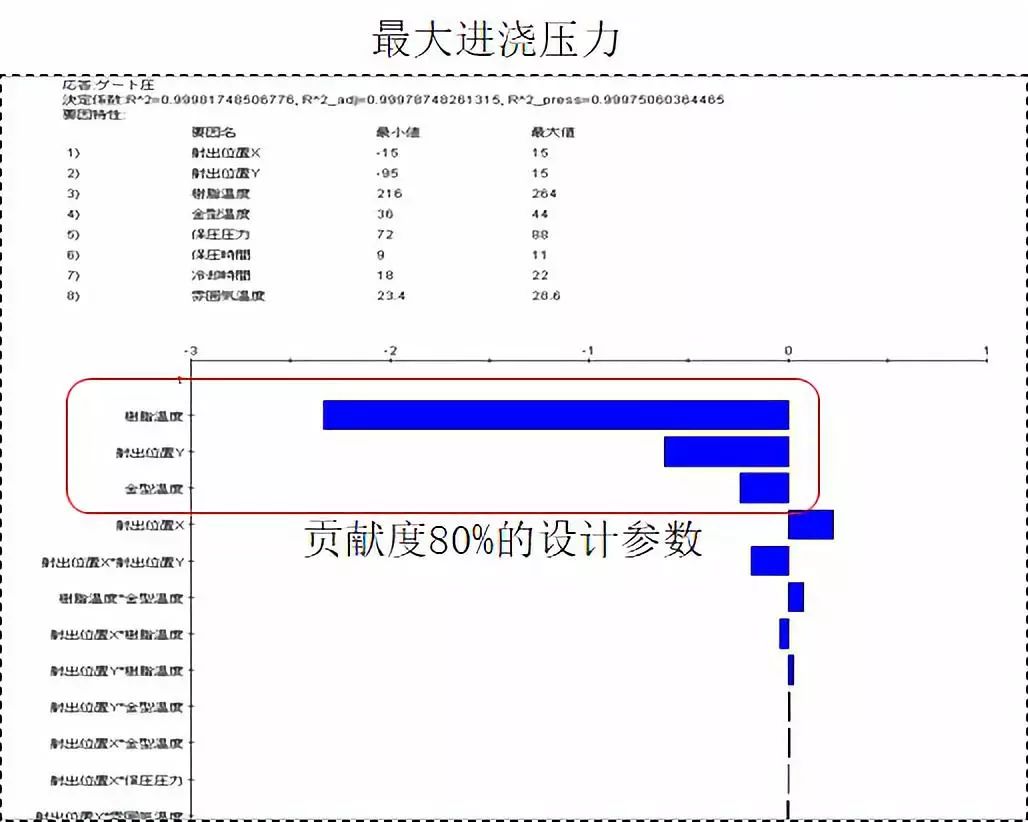
為了確認注塑位置和其他形成條件對應的設計參數(shù)對最大進澆壓力和翹曲變形的相關(guān)性,運行了兩水平全因子設計。總樣本點數(shù)為256個,每個樣本點計算約8分鐘,全部計算時間約為34小時。
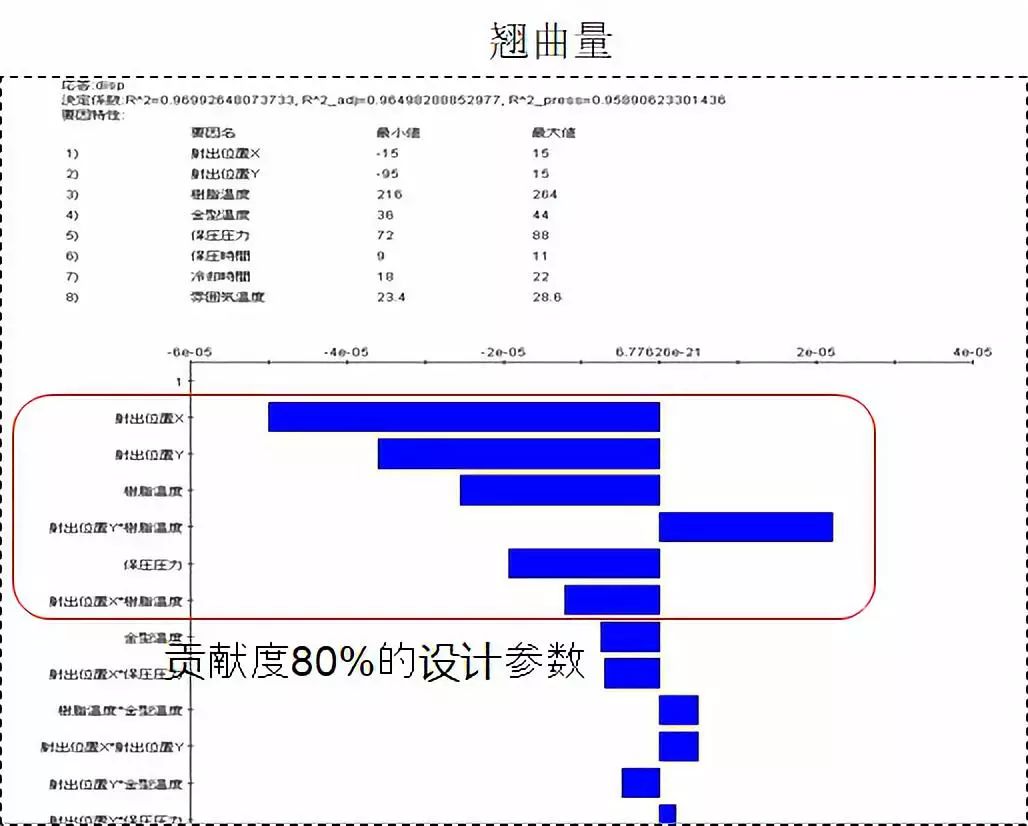
通過對設計參數(shù)的貢獻度分析可以看出,材料溫度,注塑位置XY,模具溫度,保壓壓力對最大進澆壓力和翹曲量有較大影響。
再通過試驗設計的方法,分析注塑位置對優(yōu)化目標的相關(guān)性,找到關(guān)鍵設計因素

注塑位置X方向定為7水平,Y方向定義為11水平,共77次樣本計算。
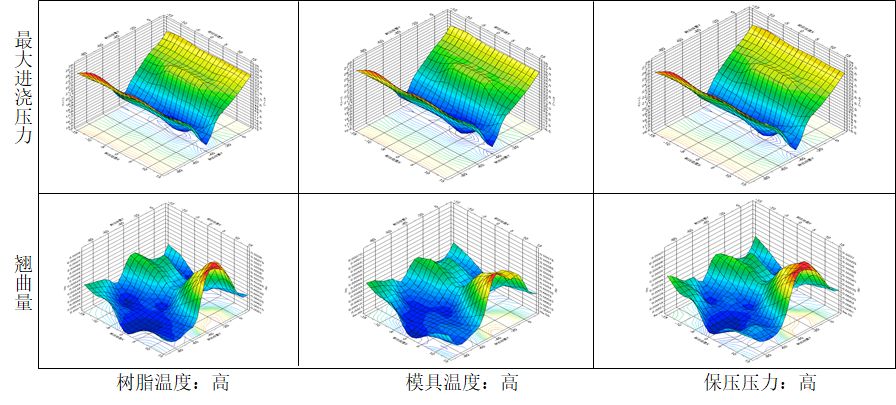
在試驗設計樣本點上,建立注塑位置與最大進澆壓力以及翹曲量的響應面模型,為分析注塑位置對最大進澆壓力以及翹曲量的影響提供依據(jù)。
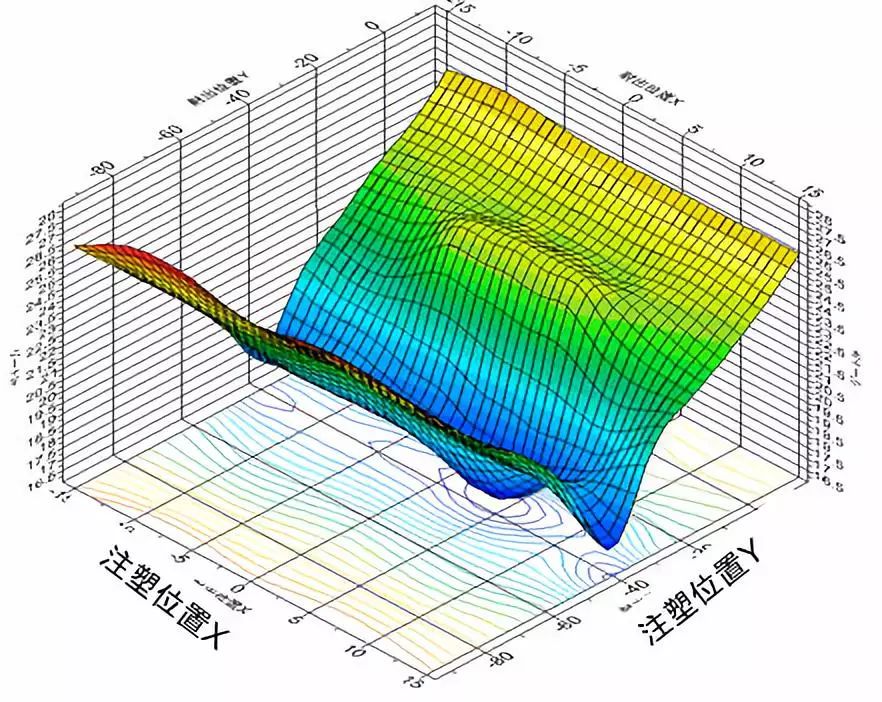
最大進澆壓力
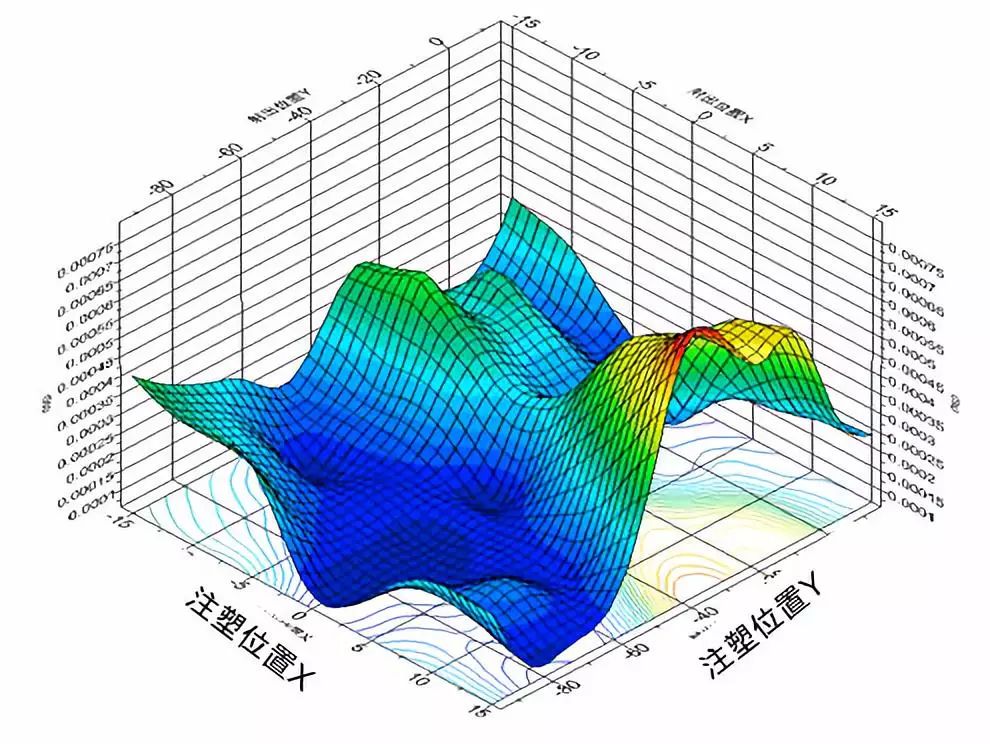
翹曲變形
同時可以輸出不同的料流溫度,模具溫度,保壓壓力下最大進澆壓力與翹曲量的關(guān)系
03
優(yōu)化結(jié)果
最大進澆壓力和翹曲變形之間相互沖突,需要通過多目標優(yōu)化方式解決多個目標沖突的優(yōu)化問題。本案例選擇多目標優(yōu)化算法NSEA+,根據(jù)翹曲量優(yōu)先或最大進澆壓力優(yōu)先的選擇,給出下列優(yōu)化結(jié)果,其中翹曲量降低了36.7%,最大進澆壓力降低了29.8%。
模擬在線,專注數(shù)值模擬和仿真分析
-
模具
+關(guān)注
關(guān)注
1文章
174瀏覽量
18756 -
OPTIMUS
+關(guān)注
關(guān)注
0文章
15瀏覽量
9769 -
AMI
+關(guān)注
關(guān)注
0文章
49瀏覽量
22086
原文標題:[Optimus]手機外殼注塑成型參數(shù)優(yōu)化
文章出處:【微信號:sim_ol,微信公眾號:模擬在線】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
低壓注塑
低壓注塑
低壓注塑的應用
低壓注塑的應用
低壓注塑的應用
低壓注塑工藝的提供商---蘇州康尼格科技有限公司
手機外殼清洗質(zhì)控突破性技術(shù)網(wǎng)絡研討會將于明天舉行
【PCB封裝工藝】低溫低壓注塑
汽車領(lǐng)域多學科優(yōu)化設計解決方案--Optimus
AMI系統(tǒng)概述與基于智能電網(wǎng)的AMI系統(tǒng)解析
手機塑膠外殼IMT工藝流程
透明手機外殼的注塑為何要采用注塑壓縮呢?
申威科技優(yōu)化手機外殼與觸屏表面處理方案







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論