 電子發(fā)燒友App
電子發(fā)燒友App


數(shù)控技術是綜合應用了電子技術、計算技術、自動控制與自動檢測等現(xiàn)代科學技術成就而發(fā)展起來的,目前在許多領域尤其是在機械加工行業(yè)中的應用日益廣泛。
數(shù)控系統(tǒng)按其控制方式劃分有點位控制系統(tǒng)、直線控制系統(tǒng)、連續(xù)控制系統(tǒng)。在機械加工時,數(shù)控系統(tǒng)的點位控制一般用在孔加工機床上(例如鉆孔、鉸孔、鏜孔的數(shù)控機床),其特點是,機床移動部件能實現(xiàn)由一個位置到另一個位置的精確移動,即準確控制移動部件的終點位置,但并不考慮其運動軌跡,在移動過程中刀具不切削工件。
實現(xiàn)數(shù)控系統(tǒng)點位控制的通常方法可以有兩種:一是采用全功能的數(shù)控裝置,這種裝置功能十分完善,但其價格卻很昂貴,而且許多功能對點位控制來說是多余的;二是采用單板機或單片機控制,這種方法除了要進行軟件開發(fā)外,還要設計硬件電路、接口電路、驅動電路,特別是要考慮工業(yè)現(xiàn)場中的抗干擾問題。
由于可編程控制器(PLC)是專為在工業(yè)環(huán)境下應用而設計的一種工業(yè)控制計算機,具有抗干擾能力強、可靠性極高、體積小、是實現(xiàn)機電一體化的理想控制裝置等顯著優(yōu)點,因此通過實踐與深入研究,本文提出了利用PLC控制步進電機實現(xiàn)數(shù)控系統(tǒng)點位控制功能的有關見解與方法,介紹了控制系統(tǒng)研制中需要認識與解決的若干問題,給出了控制系統(tǒng)方案及軟硬件結構的設計思路,對于工礦企業(yè)實現(xiàn)相關機床改造具有較高的應用與參考價值。
二、控制系統(tǒng)研制中需要認識與解決的若干問題
1. 防止步進電機運行時出現(xiàn)失步和誤差
步進電機是一種性能良好的數(shù)字化執(zhí)行元件,在數(shù)控系統(tǒng)的點位控制中,可利用步進電機作為驅動電機。在開環(huán)控制中,步進電機由一定頻率的脈沖控制。由PLC直接產生脈沖來控制步進電機可以有效地簡化系統(tǒng)的硬件電路,進一步提高可靠性。由于PLC是以循環(huán)掃描方式工作,其掃描周期一般在幾毫秒至幾十毫秒之間,因此受到PLC工作方式的限制以及掃描周期的影響,步進電機不能在高頻下工作。例如,若控制步進電機的脈沖頻率為4000HZ,則脈沖周期為0.25毫秒,這樣脈沖周期的數(shù)量級就比掃描周期小很多,如采用此頻率來控制步進電機。則PLC在還未完成輸出刷新任務時就已經發(fā)出許多個控制脈沖,但步進電機仍一動不動,出現(xiàn)了嚴重的失步現(xiàn)象。若控制步進電機的脈沖頻率為100HZ,則脈沖周期為10毫秒,與PLC的掃描周期約處于同一數(shù)量級,步進電機運行時亦可能會產生較大的誤差。因此用PLC驅動步進電機時,為防止步進電機運行時出現(xiàn)失步與誤差,步進電機應在低頻下運行,脈沖信號頻率選為十至幾十赫茲左右,這可以利用程序設計加以實現(xiàn)。
2. 保證定位精度與提高定位速度之間的矛盾
步進電機的轉速與其控制脈沖的頻率成正比,當步進電機在極低頻下運行時,其轉速必然很低。而為了保證系統(tǒng)的定位精度,脈沖當量即步進電機轉一個步距角時刀具或工作臺移動的距離又不能太大,這兩個因素合在一起帶來了一個突出問題:定位時間太長。例如若步進電機的工作頻率為20HZ,即50ms走一步,取脈沖當量為δ=0.01mm/步,則1秒鐘刀具或工作臺移動的距離為20x0.01=0.2mm,1分鐘移動的距離為60x0.2=12mm,如果定位距離為120mm,則定位時間需要10分鐘,如此慢的定位速度在實際運行中是難以忍受的。
為了保證定位精度,脈沖當量不能太大,但卻影響了定位速度。因此如何既能提高定位速度,同時又能保證定位精度是一項需要認真考慮并切實加以解決的問題。
3. 可變控制參數(shù)的在線修改
PLC應用于點位控制時,用戶顯然希望當現(xiàn)場條件發(fā)生變化時,系統(tǒng)的某些控制參數(shù)能作相應的修改,例如步進電機步數(shù)的改變,速度的調整等。為滿足生產的連續(xù)性,要求對控制系統(tǒng)可變參數(shù)的修改應在線進行。盡管使用編程器可以方便快速地改變原設定參數(shù),但編程器一般不能交現(xiàn)場操作人員使用;雖然利用PLC的輸入按鍵并配合軟件設計也能實現(xiàn)控制參數(shù)的在線修改,但由于PLC沒有提供數(shù)碼顯示單元,因此需要為此單獨設計數(shù)碼輸入顯示電路,這又將極大地占用PLC的輸入點,導致硬件成本增加,而且操作不便,數(shù)據(jù)輸入速度慢。所以,應考慮開發(fā)其他簡便有效的方法實現(xiàn)PLC的可變控制參數(shù)的在線修改。
4. 其他問題
為了實現(xiàn)點位控制過程中數(shù)字變化的顯示及故障輸出代碼的顯示等要求,另外還得單獨設計PLC的數(shù)碼輸出顯示電路。由于目前PLC I/O點的價格仍較高,因此應著重考慮選用能壓縮顯示輸出點的合適方法。此外,為保證控制系統(tǒng)的安全與穩(wěn)定運行,還應解決控制系統(tǒng)的安全保護問題,如系統(tǒng)的行程保護、故障元件的自動檢測等。
三、控制系統(tǒng)方案
1. 將定位過程劃分為脈沖當量不同的兩個階段
要獲得高的定位速度,同時又要保證定位精度,可以把整個定位過程劃分為兩個階段:粗定位階段和精定位階段。這兩個階段均采用相同頻率的脈沖控制步進電機,但采用不同的脈沖當量。粗定位階段:由于在點位過程中,刀具不切削工件,因此在這一階段,可采用較大的脈沖當量,如0.1mm/步或1mm/步,甚至更高。例如步進電機控制脈沖頻率為20HZ,脈沖當量為0.1mm/步,定位距離為120mm,則走完全程所需時間為1分鐘,這樣為速度顯然已能滿足要求。精定位階段:當使用較大的脈沖當量使刀具或工作臺快速移動至接近定位點時,(即完成粗定位階段),為了保證定位精度,再換用較小的脈沖當量進入精定位階段,讓刀具或工作臺慢慢趨近于定位點,例如取脈沖當量為0.01mm/步。盡管脈沖當量變小,但由于精定位行程很短(可定為全行程的五十分之一左右),因此并不會影響到定位速度。
為了實現(xiàn)上述目的,在機械方面,應采用兩套變速機構。在粗定位階段,由步進電機直接驅動刀具或工作臺傳動,在精定位階段,則采用降速傳動。這兩套變速機構使用哪一套,由電磁離合器控制。
2. 應用功能指令實現(xiàn)BCD碼撥盤數(shù)據(jù)輸入
目前較為先進的PLC不僅具有滿足順序控制要求的基本邏輯指令,而且還提供了豐富的功能指令。如果說基本邏輯指令是對繼電器控制原理的一種抽象提高的話,那么功能指令就象是對匯編語言的一種抽象提高。BCD碼數(shù)據(jù)撥盤是計算機控制系統(tǒng)中常用到的十進制撥盤數(shù)據(jù)輸入裝置。撥盤共有0~9+個位置,每一位置都有相應的數(shù)字指示。一個撥盤可代表一位十進制數(shù)據(jù),若需輸入多位數(shù)據(jù),可以用多片BCD碼撥盤并聯(lián)使用。
筆者選用BCD碼撥盤裝置應用于PLC控制的系統(tǒng),這樣無需再設計數(shù)碼輸入顯示電路,有效地節(jié)省了PLC的輸入點,簡化了硬件電路,并利用先進的功能指令實現(xiàn)數(shù)據(jù)的存儲和傳輸,因此能極方便地實現(xiàn)數(shù)據(jù)的在線輸入或修改(如計數(shù)器設定值的修改等),若配合簡單的硬件譯碼電路,就可顯示有關參數(shù)的動態(tài)變化(如電機步數(shù)的遞減變化等)。為避免在系統(tǒng)運行中撥動撥盤可能給系統(tǒng)造成的波動,最好設置一輸入鍵,當確認各片撥盤都撥到位后再按該鍵,這時數(shù)據(jù)才被PLC讀入并處理。
3. “軟件編碼、硬件解碼”
為滿足壓縮輸出點這一前提條件,采用“軟件編碼、硬件解碼”的方法設計PLC的數(shù)碼輸出顯示電路。例如,對于9種及其以下的故障狀態(tài)顯示,可采用8-4軟件編碼,4-8硬件解碼,使顯示故障的輸出點壓縮為4個,硬件電路包含74LS04、74LS48、共陰數(shù)碼管等器件。
4. PLC外部元件故障的自動檢測
由于PLC具有極高的可靠性,因此PLC控制系統(tǒng)中絕大部分的故障不是來自PLC本身,而是由于外部元件故障引起的,例如常見的按鈕或行程開關觸點的熔焊及氧化就分別對應著短路故障及開路故障。系統(tǒng)一旦自動檢測到元件故障,應不僅具有聲光報警功能,而且能立即顯示故障代碼,以便用戶據(jù)此迅速判斷出故障原因。為節(jié)省篇幅,此項內容的程序設計思路見參考文獻。
四、控制系統(tǒng)的軟硬件結構
1. 軟件結構
軟件結構根據(jù)控制要求而設計,主要劃分為五大模塊:即步進電機控制模塊、定位控制模塊、數(shù)據(jù)撥盤輸入及數(shù)據(jù)傳輸模塊、數(shù)碼輸出顯示模塊、元件故障的自動檢測與報警模塊。
由于整個軟件結構較為龐大,脈沖控制器產生0.1秒的控制脈沖,使移位寄存器移位,提供六拍時序脈沖,通過三相六拍環(huán)形分配器使三個輸出繼電器Y430、Y431、Y432按照單雙六拍的通電方式控制步進電機。為實現(xiàn)定位控制,采用不同的計數(shù)器分別控制粗定位行程和精定位行程,計數(shù)器的設定值依據(jù)行程而定。例如,設刀具或工作臺欲從A點移至C點,已知AC=200mm,把AC劃分為AB與BC兩段,AB=196mm,BC=4mm,AB段為粗定位行程,采用0.1mm/步的脈沖當量快速移動,利用了6位計數(shù)器(C660/C661),而BC段為精定位行程,采用0.01mm/步的脈沖當量精確定位,利用了3位計數(shù)器C460,在粗定位結束進入精定位的同時,PLC自動接通電磁離合器輸出點Y433以實現(xiàn)變速機構的更換。
五、結束語
系統(tǒng)試驗表明,本文提出的應用PLC控制步進電機實現(xiàn)數(shù)控系統(tǒng)點位控制功能的方法能滿足控制要求,在實際運行中是切實可行的。所研制的控制系統(tǒng)具有程序設計思路清晰、硬件電路簡單實用、可靠性高、抗干擾能力強,具有良好的性能價格比等顯著優(yōu)點,其軟硬件的設計思路可應用于工礦企業(yè)的相關機床改造。
PLC在數(shù)控系統(tǒng)點位控制中的應用


相關推薦
數(shù)控系統(tǒng)參數(shù)丟失的處理方法
數(shù)控系統(tǒng)參數(shù)是數(shù)控機床的靈魂,數(shù)控機床軟硬件功能的正常發(fā)揮是通過參數(shù)來設定的。機床的制造精度和維修后的精度恢復也需要通過參數(shù)來調整,所以數(shù)控機床沒有參數(shù)等于是一堆廢鐵。數(shù)控機由于數(shù)控系統(tǒng)參數(shù)全部丟失
2023-10-21 09:27:18 102
102
10216位單片機數(shù)控系統(tǒng)對普通車床進給系統(tǒng)進行改造設計方案
電子發(fā)燒友網(wǎng)站提供《16位單片機數(shù)控系統(tǒng)對普通車床進給系統(tǒng)進行改造設計方案.pdf》資料免費下載
2023-10-19 10:11:10 0
0
0什么是開放式數(shù)控系統(tǒng)?
對開放式數(shù)控系統(tǒng)給出如下定義:開放式數(shù)控系統(tǒng)本質一個具備軟件平臺化、功能模塊化、界面組態(tài)化內部屬性和可移植性、可伸縮性、互操作性外部特征,支持用戶根據(jù)需求進行數(shù)控系統(tǒng)二次開發(fā),并提供用戶應用軟件的運行、管理平臺。
2023-02-08 10:54:391809
1809
國產FPGA助力開發(fā)者實現(xiàn)靈活高效的數(shù)控系統(tǒng)設計?
1數(shù)控系統(tǒng)數(shù)控系統(tǒng)是采用數(shù)字化信息實現(xiàn)加工自動化的控制技術,由基本硬件與控制軟件組成。隨著集成電路的發(fā)展,數(shù)控系統(tǒng)已經發(fā)展到第二階段,即計算機數(shù)控系統(tǒng)
2022-12-12 10:58:07381
381
PLC和工業(yè)網(wǎng)關在物聯(lián)網(wǎng)數(shù)控系統(tǒng)有何應用?
工業(yè)控制系統(tǒng)中,PLC技術是目前應用的關鍵技術之一,它能極大提高共享項目智能化系統(tǒng)的整體水平,具有重要的經濟價值。在工業(yè)物聯(lián)網(wǎng)的數(shù)控系統(tǒng)中,PLC擔任重要的角色,而工業(yè)網(wǎng)關的作用也不能忽視。 PLC
2022-11-07 10:13:54405
405
數(shù)控系統(tǒng)刀尖半徑補償方法
車刀刀尖半徑補償是數(shù)控車削加工中的常見問題,本文就刀尖半徑的影響進行分析,根據(jù)不同功能的數(shù)控系統(tǒng)進行刀尖半徑補償方法等進行介紹。
2022-07-11 09:43:597829
7829掌上數(shù)控系統(tǒng)人機接口研究
掌上數(shù)控系統(tǒng)人機接口研究筆者將移動智能設備Pocket PC 應用到車間數(shù)字化制造環(huán)境,提出了掌上數(shù)控系統(tǒng)的概念,選擇了數(shù)控系統(tǒng)平臺,定義了它的功能模塊,解決了數(shù)控系統(tǒng)的人機接口、程序編譯、程序
2009-05-17 11:36:50
基于MPC08運動控制器實現(xiàn)開放式數(shù)控系統(tǒng)的設計方案
在計算機技術飛速發(fā)展的今天,數(shù)控系統(tǒng)由傳統(tǒng)的專用型封閉式系統(tǒng)向靈活的開放式數(shù)控系統(tǒng)轉變已成為一種必然趨勢。與傳統(tǒng)的封閉式數(shù)控系統(tǒng)相比,開放式數(shù)控系統(tǒng)有以下優(yōu)勢:
2021-03-28 10:38:572768
2768
數(shù)控系統(tǒng)有哪些特點_數(shù)控系統(tǒng)有哪些功能
數(shù)控系統(tǒng)的主要功能:CNC裝置能控制的軸數(shù)以及能同時控制(即聯(lián)動)軸數(shù)是主要性能之一。一般數(shù)控車床只需2軸控制2軸聯(lián)動;一般銑床需要2軸半或3軸控制、3軸聯(lián)動;一般加工中心為多軸控制,3軸或3軸以上聯(lián)動。控制軸數(shù)越多,特別是同時控制軸數(shù)越多,CNC裝置的功能越強,編制程序也越復雜。
2021-02-20 16:03:566202
6202數(shù)控系統(tǒng)由什么組成_數(shù)控系統(tǒng)與plc的區(qū)別
一般整個數(shù)控系統(tǒng)由三大部分組成,即控制系統(tǒng),伺服系統(tǒng)和位置測量系統(tǒng)。
2021-02-20 15:58:2912188
12188數(shù)控系統(tǒng)中PLC的外置式和內置式PLC信息交換技術詳細說明
介紹了數(shù)控系統(tǒng)中,外置式和內置式PLC信息的交換形式,開放式數(shù)控系統(tǒng)中PLC信息的交換過程,給出了典型應用程序。
2020-08-25 16:32:0018
18西門子數(shù)控系統(tǒng)有哪些
西門子數(shù)控系統(tǒng)是一個集成所有數(shù)控系統(tǒng)元件(數(shù)字控制器,可編程控制器,人機操作界面)于一體的操作面板安裝形式的控制系統(tǒng)。
2019-11-04 10:35:398331
8331數(shù)控系統(tǒng)常見的故障診斷與維修方法有哪些
本文首先介紹了數(shù)控系統(tǒng)的常見故障,其次介紹了數(shù)控系統(tǒng)常見故障及造成原因,最后介紹了數(shù)控系統(tǒng)故障診斷常用的8種方法。
2019-11-04 10:23:338057
8057數(shù)控系統(tǒng)發(fā)展現(xiàn)狀及發(fā)展趨勢
。1986 年,三 菱 ( MITSUBISHI) 推 出 了 采 用Motorola 32 位 68020 CPU 的數(shù)控系統(tǒng),掀起了 32 位數(shù)控系統(tǒng)的熱潮。1987 年,發(fā)那科( FANUC) 公司
2019-11-04 10:07:3814640
14640國產十大數(shù)控系統(tǒng)排名
廣州數(shù)控設備有限公司(簡稱:廣州數(shù)控)成立于1991年,歷經創(chuàng)業(yè)、創(chuàng)新、創(chuàng)造。面向數(shù)控機床行業(yè)、自動化控制領域、注塑制品行業(yè)。中國南方數(shù)控產業(yè)基地,廣東省20家重點裝備制造企業(yè)之一,國家863重點項目《中檔數(shù)控系統(tǒng)產業(yè)化支撐技術》承擔企業(yè),擁有全國最大的數(shù)控機床連鎖超市。
2019-08-24 11:09:36154471
154471數(shù)控系統(tǒng)有哪些
世界上的數(shù)控系統(tǒng)種類繁多,形式各異,組成結構上都有各自的特點。但在當今世界廣為使用的有以下十大數(shù)控系統(tǒng)。
2019-08-24 11:07:4235548
35548
CNC數(shù)控系統(tǒng)上的傳感器介紹
由于高精度、高速度、高效率及安全可靠的特點,數(shù)控系統(tǒng)在裝備制造業(yè)中的應用越來越廣泛,數(shù)控機床是一種裝有程序控制系統(tǒng)的自動化機床,能夠根據(jù)已編好的程序,使機床動作并加工零件。它綜合了機械、自動化
2019-03-23 10:15:466186
6186簡介車床數(shù)控化改造中PLC的使用
PLC在機械制造的設備控制中應用非常廣泛,但在普通車床數(shù)控化改造中,用PLC作數(shù)控系統(tǒng)的核心部件還是一個新的課題。隨著PLC技術、功能不斷完善,這將是一種發(fā)展趨勢。本文對此加以討論。
2018-11-04 09:28:054230
4230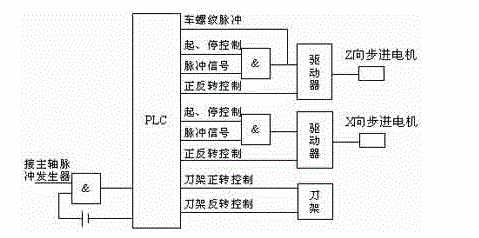
嵌入式的數(shù)控系統(tǒng)設計
目前,基于PC的開放式數(shù)控系統(tǒng)是數(shù)控技術開放式架構的主要實現(xiàn)方式,這種實現(xiàn)方式主要是考慮利用工業(yè)PC豐富的系統(tǒng)資源和業(yè)已標準化的接口來簡化數(shù)控系統(tǒng)的設計,降低數(shù)控系統(tǒng)開發(fā)的技術難度,并使設計出
2018-03-16 15:12:2517
17數(shù)控系統(tǒng)PLC故障診斷
數(shù)控系統(tǒng)是數(shù)字控制系統(tǒng)的簡稱,英文名稱為(Numerical Control System),根據(jù)計算機存儲器中存儲的控制程序,執(zhí)行部分或全部數(shù)值控制功能,并配有接口電路和伺服驅動裝置的專用計算機系統(tǒng)
2017-10-19 11:00:204
4PLC結構及在數(shù)控機床中應用
可編程控制器是以微處理器為核心,綜合計算機技術、自動控制技術和通信技術發(fā)展起來的一種新型工業(yè)自動控制裝置。經過三十多年的發(fā)展,在工業(yè)生產中獲得極其廣泛的應用。在數(shù)控機床上,PLC也已成為一種應用最多
2017-10-19 09:43:14431
431機床數(shù)控系統(tǒng)中嵌入式plc的設計
在機床數(shù)控系統(tǒng)中,電氣設備的控制占有重要的地位。目前,一般采用可編程控制器(PLC)進行機床電氣控制。PLC可靠性高,使用方便,對于復雜的,控制點數(shù)較多的應用場合,可以在PLC基本單元外加上一定數(shù)目的擴展單元,實現(xiàn)復雜的電氣控制功能。
2017-01-06 15:25:451714
1714
有限狀態(tài)機在數(shù)控系統(tǒng)軟件中的應用研究
有限狀態(tài)機在數(shù)控系統(tǒng)軟件中的應用研究,感興趣的小伙伴們可以看看。
2016-07-26 10:43:0620
20基于屏蔽技術的華中數(shù)控系統(tǒng)EMC設計
為了保證數(shù)控系統(tǒng)及數(shù)控機床能正常工作,特別是在我國電網(wǎng)質量波動比較大的情況下,數(shù)控系統(tǒng)的電磁兼容性(EMC)設計更為重要。
2012-04-05 10:26:331353
1353
開放數(shù)控系統(tǒng)模型的建立及實現(xiàn)
本文在開放數(shù)控模型的基礎上,提出了一個經濟、高速的開放數(shù)控系統(tǒng)結構模型。該數(shù)控系統(tǒng)在軟硬件平臺體現(xiàn)出了良好的開放性,能控制多種電機四軸聯(lián)動,符合開放數(shù)控發(fā)展方向。
2011-08-28 18:02:341204
1204
基于單片機的3軸數(shù)控系統(tǒng)設計
3 軸數(shù)控系統(tǒng)采用適合實時控制的MCS - 51 系列單片機為控制器,實現(xiàn)了對3 個坐標軸機械系統(tǒng)的控制。設計了數(shù)控系統(tǒng)的硬件和軟件,給出了系統(tǒng)的硬件及軟件設計框圖。該數(shù)控系統(tǒng)以低廉
2011-08-25 15:50:09204
204車床經濟型數(shù)控系統(tǒng)硬件設計
經濟型數(shù)控系統(tǒng)的硬件和軟件設計直接影響數(shù)控系統(tǒng)的加工性能和操作性能。本文介紹經濟型數(shù)控系統(tǒng)硬件設計中經常遇到的一些問 題及處理方法。 1 功能選擇 系統(tǒng)功能選擇的方法有
2011-06-21 16:25:4867
67嵌入式數(shù)據(jù)庫在數(shù)控系統(tǒng)中的實現(xiàn)
針對目前數(shù)控系統(tǒng)普遍采用文本文件格式存儲管理數(shù)據(jù)方式上存在的問題,提出在嵌入式數(shù)控系統(tǒng)中采用基于 MySQL 數(shù)據(jù)庫管理數(shù)據(jù)的全新技術解決方案。在RTLinux 操作系統(tǒng)下,用MySQL 設
2011-06-07 17:15:1323
23開放式鉆床數(shù)控系統(tǒng)軟件的設計
數(shù)控系統(tǒng)由傳統(tǒng)的專用型封閉式系統(tǒng)向靈活的開放式數(shù)控系統(tǒng)轉變已成為一種必然趨勢。與傳統(tǒng)的封閉式數(shù)控系統(tǒng)相比,開放
2010-07-21 10:10:58718
718數(shù)控系統(tǒng)PLC編輯器的設計與實現(xiàn)
介紹了一種在數(shù)控系統(tǒng)中用C語言設計PLC編輯器的方法。首先概括性地介紹該數(shù)控系統(tǒng)的系統(tǒng)結構,然后根據(jù)ANC_45M加工中心的需求和系統(tǒng)的設計原理從軟件角度簡要介紹了主程序的基
2010-07-13 15:52:5824
24Linux在數(shù)控系統(tǒng)中的實時性改造
以通用PC為硬件平臺、PC操作系統(tǒng)為軟件平臺開發(fā)基于PC的數(shù)控系統(tǒng)是當前數(shù)控系統(tǒng)的一個重要發(fā)展方向。目前,DOS和Windows是PC上的主流操作系統(tǒng),但由于DOS實現(xiàn)功能的局限性和Windows
2010-07-13 15:47:2920
20掌上數(shù)控系統(tǒng)人機接口研究
筆者將移動智能設備Pocket PC應用到車間數(shù)字化制造環(huán)境,提出了掌上數(shù)控系統(tǒng)的概念,選擇了數(shù)控系統(tǒng)平臺,定義了它的功能模塊,解決了數(shù)控系統(tǒng)的人機接口、程序編譯、程序的處理、
2010-07-13 15:31:2916
16基于DSP的機床數(shù)控系統(tǒng)設計
基于DSP的機床數(shù)控系統(tǒng)設計
使機床工作臺達到亞微米級的線性運動精度,現(xiàn)代控制技術的引入對處理器有了更高的要求.用高性能的數(shù)字信號處理器(DSP)代替單
2010-04-02 15:19:5530
30基于PC的開放式數(shù)控系統(tǒng)體系的應用分析
隨著計算機技術的發(fā)展,數(shù)控系統(tǒng)正在發(fā)生著日新月異的變化。本文介紹了開放式數(shù)控系統(tǒng)的特征以及比較了當前開放式數(shù)控系統(tǒng)的幾種模式。通過目前3 種開放式數(shù)控系統(tǒng)體系
2010-01-11 17:11:1821
21準柔性生產線通用數(shù)控系統(tǒng)的研究
準柔性生產線通用數(shù)控系統(tǒng)的研究:給出了準柔性生產線的概念,介紹了一種基于運動控制卡和工業(yè)PC機、運行在Windows平臺下的準柔性生產線通用數(shù)控系統(tǒng)。該數(shù)控系統(tǒng)以“工業(yè)PC
2009-10-15 17:00:4527
27開放式數(shù)控系統(tǒng)硬件平臺設計
針對“PC+運動控制器”的開放式數(shù)控系統(tǒng),分析了開放式數(shù)控系統(tǒng)硬件平臺設計總體方案,具體完成了PC 微機、6020 控制卡、驅動器和步進電機的連接設計,測試了接線設計的正確性
2009-10-13 09:05:5373
73Linux在數(shù)控系統(tǒng)中的實時性改造
以通用PC 為硬件平臺、PC 操作系統(tǒng)為軟件平臺開發(fā)基于PC 的數(shù)控系統(tǒng)是當前數(shù)控系統(tǒng)的一個重要發(fā)展方向。目前,DOS 和Windows 是PC 上的主流操作系統(tǒng),但由于DOS 實現(xiàn)功能的局限性和W
2009-10-12 14:41:4020
20基于ARM的嵌入式數(shù)控系統(tǒng)
介紹了一種以32 位CPU 為控制器的嵌入式數(shù)控系統(tǒng)設計,包括系統(tǒng)硬件設計和軟件設計。該系統(tǒng)選用三星公司的低功耗S3C4510 作為核心,具有數(shù)據(jù)存儲、以太網(wǎng)通訊、LCD 顯示等
2009-09-01 09:50:0017
17基于PC的開放式數(shù)控系統(tǒng)的研究與開發(fā)
在探討了開放式數(shù)控系統(tǒng)的開放途徑的基礎上,提出了一種運行在PC機上,基于DSP的完全開放的數(shù)控系統(tǒng),闡述了這種數(shù)控系統(tǒng)的軟硬件結構及實現(xiàn)方法。關鍵詞: 開放式數(shù)控
2009-08-24 15:24:0911
11PLC在車床數(shù)控化改造中的應用
本文介紹了可編程控制器(PLC)應用于車床數(shù)控系統(tǒng)的控制原理;系統(tǒng)設計方法;輸入、輸出點數(shù)確定;程序設計及手動操作梯形圖設計。PLC在機械制造的設備控制中應用非常廣
2009-08-15 08:15:3130
30DirectFB在數(shù)控系統(tǒng)中的實現(xiàn)與應用
本文論述了DirectFB 在數(shù)控系統(tǒng)中的實現(xiàn)與應用。結合本課題數(shù)控機床控制系統(tǒng)的實際例子,討論了將GTK+界面程序移植到基于Framebuffer 的圖形庫系統(tǒng)DirectFB 上的重要性、具體實現(xiàn)過程
2009-08-14 15:18:154
4艾默生CT PLC在數(shù)控磨溝機中的應用
艾默生CT PLC在數(shù)控磨溝機中的應用
在對數(shù)控磨溝機產品原理分析的基礎上,論述了基于艾默生CT EC20H高速運動控制型PLC在機床數(shù)控集成自
2009-06-20 14:14:24877
877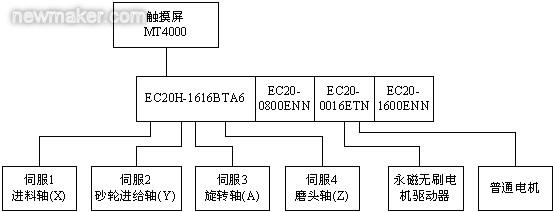
PLC在數(shù)控平頭設備中的應用
PLC在數(shù)控平頭設備中的應用
我們都知道,使用傳統(tǒng)的普通平頭設備的進行工件的平頭操作,平頭面的光滑度和平面度,會受到刀具的精
2009-06-19 13:08:54515
515
可編程序控制器在機床數(shù)控系統(tǒng)中應用探討
可編程序控制器在機床數(shù)控系統(tǒng)中應用探討
近年來,PLC在工業(yè)自動控制領域應用愈來愈廣,它在控制性能、組機周期和硬件成本等方面
2009-06-17 14:37:41829
829
艾默生CT PLC在數(shù)控磨溝機中的應用
艾默生CT PLC在數(shù)控磨溝機中的應用
摘 要:在對數(shù)控磨溝機產品原理分析的基礎上,論述了基于艾默生CT EC20H高速運動控制型PLC在機床數(shù)控集成自動
2009-06-12 15:15:51751
751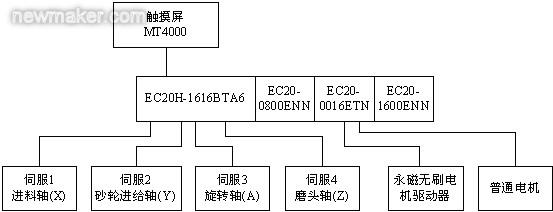
基于三菱運動控制單元的碾鉚機數(shù)控系統(tǒng)
本文討論了采用日本三菱公司的運動控制單元FX2N-20GM、PLC以及圖示操作終端F940GOT開發(fā)碾鉚機數(shù)控系統(tǒng)的方法及技術關鍵,開發(fā)了一種經濟性好、可靠性高的數(shù)控系統(tǒng),并成功地應用
2009-06-04 09:41:5026
26開放式數(shù)控系統(tǒng)硬件平臺設計
針對“PC+運動控制器”的開放式數(shù)控系統(tǒng),分析了開放式數(shù)控系統(tǒng)硬件平臺設計總體方案,具體完成了PC 微機、6020 控制卡、驅動器和步進電機的連接設計,測試了接線設計的正確性
2009-06-03 09:35:4923
23掌上數(shù)控系統(tǒng)人機接口研究
摘要:筆者將移動智能設備Pocket PC 應用到車間數(shù)字化制造環(huán)境,提出了掌上數(shù)控系統(tǒng)的概念,選擇了數(shù)控系統(tǒng)平臺,定義了它的功能模塊,解決了數(shù)控系統(tǒng)的人機接口、程序編譯
2009-05-16 15:07:1915
15掌上數(shù)控系統(tǒng)人機接口研究
摘要:筆者將移動智能設備Pocket PC 應用到車間數(shù)字化制造環(huán)境,提出了掌上數(shù)控系統(tǒng)的概念,選擇了數(shù)控系統(tǒng)平臺,定義了它的功能模塊,解決了數(shù)控系統(tǒng)的人機接口、程序編
2009-05-16 15:06:0126
26數(shù)控系統(tǒng)PLC編輯器的設計與實現(xiàn) -Design and R
介紹了一種在數(shù)控系統(tǒng)中用C語言設計PLC編輯器的方法。首先概括性地介紹該數(shù)控系統(tǒng)的系統(tǒng)結構,然后根據(jù)ANC_45M加工中心的需求和系統(tǒng)的設計原理從軟件角度簡要介紹了主程序的
2009-05-05 21:56:1634
34基于領域建模的數(shù)控系統(tǒng)代碼生成技術
為提高數(shù)控軟件系統(tǒng)開發(fā)效率,提出基于領域建模的代碼自動生成開發(fā)方法。該方法在數(shù)控領域元模型的基礎上建立了數(shù)控系統(tǒng)的建模環(huán)境,以模型數(shù)據(jù)到源代碼的映射規(guī)則庫為基
2009-04-02 08:36:0111
11數(shù)控系統(tǒng)的組成原理
1.實驗名稱: 數(shù)控系統(tǒng)的組成原理2.實驗目的: 1、 了解數(shù)控系統(tǒng)的特點、基本組成和應用;2、 了解數(shù)控系統(tǒng)常用部件的原理及作用;3、 熟悉變
2009-02-16 00:44:411202
1202計算機數(shù)控系統(tǒng)(cnc數(shù)控機床)
計算機數(shù)控系統(tǒng) 3.1 概述 3.2 CNC系統(tǒng)的硬件結構 3.3 CNC系統(tǒng)的軟件結構 3.4 計算機數(shù)控中的可編程邏輯控制器 3.5 CNC系統(tǒng)的輸入/輸出與通信
2008-12-31 00:18:4244
44數(shù)控系統(tǒng)的原理及組成
數(shù)控系統(tǒng)的原理及組成一、項目編號:二、實驗課時:2課時三、主要內容及目的1、了解數(shù)控系統(tǒng)的特點、基本組成和應用;2、了解數(shù)控系統(tǒng)常用部
2008-12-30 23:23:456491
6491




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論