 電子發(fā)燒友App
電子發(fā)燒友App


1.目的
對測量系統(tǒng)變差進行分析評估,以確定測量系統(tǒng)是否滿足規(guī)定的要求,確保測量數(shù)據(jù)的質(zhì)量。
2.范圍
適用于本公司用以證實產(chǎn)品符合規(guī)定要求的所有測量系統(tǒng)分析管理。
3.職責(zé)
3.1質(zhì)管部負責(zé)測量系統(tǒng)分析的歸口管理;
3.2公司計量室負責(zé)每年對公司在用測量系統(tǒng)進行一次全面的分析;
3.3各分公司(分廠)質(zhì)檢科負責(zé)新產(chǎn)品開發(fā)時測量系統(tǒng)分析的具體實施。
4.術(shù)語解釋
4.1測量系統(tǒng)(Measurement system):用來對被測特性賦值的操作、程序、量具、設(shè)備以及操作人員的集合,用來獲得測量結(jié)果的整個過程。
4.2偏倚(Bias):指測量結(jié)果的觀測平均值與基準值的差值。
4.3穩(wěn)定性(Stability):指測量系統(tǒng)在某持續(xù)時間內(nèi)測量同一基準或零件的單一特性時獲得的測量平均值總變差,即偏倚隨時間的增量。
4.4重復(fù)性:重復(fù)性(Repeatability)是指由同一位檢驗員,采用同一量具,多次測量同一產(chǎn)品的同一質(zhì)量特性時獲得的測量值的變差。
4.5再現(xiàn)性: 再現(xiàn)性(Reproductivity) 是指由不同檢驗員用同一量具,多次測量同一產(chǎn)品的同一質(zhì)量特性時獲得的測量平均值的變差。
4.6分辨率(Resolution):測量系統(tǒng)檢出并如實指示被測特性中極小變化的能力。
4.7可視分辨率(Apparent Resolution):測量儀器的最小增量的大小,如卡尺的可視分辨率為0.02mm。
4.8有效分辨率(Effective Resolution):考慮整個測量系統(tǒng)變差時的數(shù)據(jù)等級大小。用測量系統(tǒng)變差的置信區(qū)間長度將制造過程變差(6δ)(或公差)劃分的等級數(shù)量來表示。關(guān)于
有效分辨率,在99%置信水平時其標準估計值為1.41PV/GR&R。
4.9分辨力(Discrimination):對于單個讀數(shù)系統(tǒng),它是可視和有效分辨率中較差的。
杭州永磁集團有限公司2002-6-8批準???????????????????????? 2002-6-10實施
Q/HC31007A—2002
4.10盲測:指在實際測量環(huán)境中,檢驗員事先不知正在對該測量系統(tǒng)進行分析,也不知道所測為那一只產(chǎn)品的條件下,獲得的測量結(jié)果。
4.11計量型與計數(shù)型測量系統(tǒng):測量系統(tǒng)測量結(jié)果可用具體的連續(xù)的數(shù)值來表述,這樣的測量系統(tǒng)稱之為計量型測量系統(tǒng); 測量系統(tǒng)測量結(jié)果用定性的數(shù)據(jù)來表述,如用通過或不能通過塞規(guī)的方式來描述一只圓棒直徑尺寸,這樣的測量系統(tǒng)稱之為計數(shù)型測量系統(tǒng)。計量型測量系統(tǒng)和計數(shù)型測量系統(tǒng)的分析將用到不同的方法。
5.工作程序:
5.1測量系統(tǒng)分析時機:在下述三種情況下必須進行測量系統(tǒng)分析。
5.1.1 新產(chǎn)品開發(fā)時;
5.1.2檢驗員發(fā)生變更或新購量具或經(jīng)維修過的量具投入使用前;
5.1.3 定期做,公司規(guī)定每年進行一次全面的測量系統(tǒng)分析,分析范圍覆蓋所有合格在用的不同型號規(guī)格的量具,分析內(nèi)容覆蓋測量系統(tǒng)五性。
5.2測量系統(tǒng)分析條件
5.2.1測量作業(yè)必須標準化;
5.2.2檢驗員必須是經(jīng)培訓(xùn)合格人員;
5.2.3測量儀器必須是檢定合格狀態(tài);
5.2.4質(zhì)量特性測量值可重復(fù)。
5.3計量型測量系統(tǒng)分析
5.3.1 穩(wěn)定性分析
5.3.1.1選取一個樣本并確定其相對于可追溯標準的基準值,如果不能得到,則選擇一個落在使用的量程中程數(shù)的產(chǎn)品,并指定它作為標準樣本進行穩(wěn)定性分析。
5.3.1.2定期(天,周,月)測量基準樣品3-5次,決定樣本容量和頻率時考慮的因素有:校準周期、使用頻率、修理次數(shù)和使用環(huán)境等。讀數(shù)應(yīng)在不同時間讀取以代表測量系統(tǒng)實際使用的情況。
5.3.1.3將測量值描繪在《量具穩(wěn)定性分析報告》記錄的XBAR-R控制圖上。
5.3.1.4計算控制界限,并參照Q/HC31006A—2002《SPC(統(tǒng)計過程控制)應(yīng)用方法》控制圖判讀規(guī)則對不穩(wěn)定或失控作出判斷,如有不穩(wěn)或異常現(xiàn)象應(yīng)進行原因分析,并采取相應(yīng)措施(如對量具進行校準或維修)。
5.3.1.5測量系統(tǒng)穩(wěn)定性分析記錄于《量具穩(wěn)定性分析報告》中。
Q/HC31007A—2002
5.3.2偏倚分析(獨立樣本法)
5.3.2.1獲取一個樣本并確定其相對于可追溯標準的基準值, 如果不能得到,則選擇一個落在使用的量程中程數(shù)的產(chǎn)品,并對其用精密的量具(通常精度為被分析量具的4~10倍)測量10次計算平均值,此值作為“基準值”。
5.3.2.2由一位檢驗員,以常規(guī)方式對樣品測量10次,并計算10次讀數(shù)的平均值, 此值即為“觀測平均值”。
5.3.2.3計算偏倚
偏倚=觀測平均值--基準值?? 制造過程變差=6δ
偏倚%=偏倚/制造過程變差×100%
制造過程變差可從以前的過程控制圖得出,或從同時進行的過程能力研究得出,如無法求得時,可用規(guī)格公差代替。
5.3.2.4偏倚接受準則:
a、?對測量重要特性的測量系統(tǒng)偏倚%10%時可接受;
b、?對測量一般特性的測量系統(tǒng)10%≤偏倚%≤30%時可接受;
c、?偏倚%>30%,拒絕接受。
5.3.2.5偏倚分析記錄于《量具偏倚分析報告》
5.3.3線性分析
5.3.3.1選擇5個產(chǎn)品,它們的測量值要覆蓋量具的工作量程。
5.3.3.2用精密量具測量每個產(chǎn)品以確定它們各自的“基準值”并確認其尺寸覆蓋了被分析量具的工作量程。
5.3.3.3由被分析量具的操作員盲測每個產(chǎn)品12次,并計算測量平均值和偏倚。
5.3.3.4繪圖:以基準值為X軸,偏倚為Y軸作散布圖。
5.3.3.5使用以下公式求最佳擬合這些點的回歸直線和直線的相關(guān)系數(shù)R。
y=b+ax
式中:x為基準值??? y為偏倚
????? b為截距????? a為斜率
a=[ΣXiYi-ΣXiΣYi/n]/[ ΣXi2-(ΣXi)2/n]??????
b=(ΣYi-aΣXi)/n
R2=[ΣXiYi-ΣXiΣYi/n]2/{[ΣXi2 -(ΣXi)2/n]×[ΣYi2-(ΣYi)2/n]}
線性=? 斜率 ×(制造過程變差)=
Q/HC31007A—2002
線性%=[線性/制造過程變差] ×100%?????????????
5.3.3.6線性判讀準則
5.3.3.6.1線性程度判讀
a、?R2=1,完全相關(guān),點散布在一條直線上;
b、?R2=0,完全不相關(guān),X與Y的變化完全不存在任何依存關(guān)系;
c、?0
a、對測量重要特性的測量系統(tǒng),線性%≤5%時可接受;
b、?對測量一般特性的測量系統(tǒng),線性%≤10%時可接受;
c、?線性%>10%,拒絕接受。
5.3.3.7線性分析記錄于《量具線性分析報告》。
5.3.4重復(fù)性和再現(xiàn)性分析(R &R)
確定研究對象、工序、量具、產(chǎn)品和質(zhì)量特性后可采用下列方法進行分析。
5.3.4.1極差(R)法
5.3.4.1.1選取兩位檢驗員A、B和5個產(chǎn)品,每個檢驗員對每個產(chǎn)品盲測一次,將測量結(jié)果記入《量具極差法分析表》表格中。
5.3.4.1.2計算產(chǎn)品測量的極差R,測量極差R為檢驗員A和B測量結(jié)果差的絕對值。
5.3.4.1.3計算產(chǎn)品測量的平均極差R=∑Ri/5。
5.3.4.1.4計算量具的雙性(重復(fù)性和再現(xiàn)性的合成,簡稱雙性),即測量過程變差:
GR&R=5.15R/d2
式中:GR&R表示量具(Gage)重復(fù)性和再現(xiàn)性的合成,5.15表示99%的置信區(qū)間,即2個檢驗員用同一量具測量同一產(chǎn)品的同一特性的測量結(jié)果99%落在GR&R區(qū)間內(nèi),d2可從《測量系統(tǒng)分析用d2值表》中查出。
5.3.4.1.5計算雙性占制造過程變差的百分數(shù)
% GR&R= (GR&R/過程變差) ×100%。
5.3.4.1.6% GR&R接受準則:
a、% GR&R<10%可接受;
b、10%≤% GR&R≤30%,依據(jù)質(zhì)量特性的重要性及量具的重要性、成本及維修費用,決定是否接受;
c、% GR&R>30%,不能接受。
Q/HC31007A—2002
5.3.4.2均值極差法(X&R法)
5.3.4.2.1確定二至三名檢驗員,標以A、B、C,檢驗員選取需注意代表性,如生產(chǎn)部門檢驗員與質(zhì)檢部門檢驗員的相互搭配、白班與夜班檢驗員的相互搭配等。
5.3.4.2.2抽取同一種型號產(chǎn)品樣本5至10件,標上編號,抽取產(chǎn)品時最好保證產(chǎn)品質(zhì)量特性測量值覆蓋該特性值整個公差范圍,另注意檢驗人員應(yīng)無法看到產(chǎn)品編號,以保證盲測。
5.3.4.2.3每一檢驗員對同一產(chǎn)品的同一特性重復(fù)測量2~3次,將測量結(jié)果記錄在QR/HC20423-012A《量具重復(fù)性和再現(xiàn)性數(shù)據(jù)表》中。
5.3.4.2.4根據(jù)《量具重復(fù)性和再現(xiàn)性數(shù)據(jù)表》中的數(shù)據(jù)作《量具重復(fù)性和再現(xiàn)性X-R控制圖》,并判讀,判讀規(guī)則如下:
a)、極差圖判讀參照《SPC(統(tǒng)計過程控制)應(yīng)用方法》控制圖判讀規(guī)則;
b)、均值圖:在控制限內(nèi)的點代表測量誤差,如果一半或更多的平均值落在極限之外,則該測量系統(tǒng)足以檢查出產(chǎn)品之間差異,測量系統(tǒng)有效分辨率足夠,該測量系統(tǒng)可以提供過程控制、過程能力分析有用的數(shù)據(jù),當(dāng)一半以下落在控制限外,則測量系統(tǒng)不足以檢查出產(chǎn)品之間差異,不能用于過程控制及過程能力分析。
5.3.4.2.5負責(zé)組織測量系統(tǒng)分析的人員,依照《量具重復(fù)性和再現(xiàn)性數(shù)據(jù)表》和質(zhì)量特性規(guī)格,按標準規(guī)定的格式出具QR/HC20423-013A《量具重復(fù)性和再現(xiàn)性報告》。
5.3.4.2.6結(jié)果分析
重復(fù)性與再現(xiàn)性比較分析
A、?如果重復(fù)性(EV)比再現(xiàn)性(AV)大,原因可能是:
——量具需要維修;
——應(yīng)重新設(shè)計量具使其更精密;
——應(yīng)改進量具的夾緊或定位裝置;
——產(chǎn)品變差太大。
B、?如果再現(xiàn)性(AV)大于重復(fù)性(EV),則可能存在以下原因:
——需要對檢驗員進行如何使用量具和讀數(shù)的培訓(xùn);
——量具表盤上的刻度值不清楚;
——可能需要某種形式的夾具來幫助檢驗員更為一致地使用量具。
5.3.4.2.7%R&R接受準則
Q/HC31007A—2002
%EV、%AV、%R&R三個誤差都<10%——測量系統(tǒng)可接受;
%EV、%AV、%R&R三個誤差在10%到30%之間——測量系統(tǒng)可能被接受,依據(jù)量具的重要性、量具成本以及修理費用而定。
%EV、%AV、%R&R三個誤差有一個超過30%——測量系統(tǒng)不能接受,需要改進,應(yīng)努力找到問題所在并糾正。
5.3.5計數(shù)型測量系統(tǒng)分析(小樣法)
5.3.5.1任取同一型號的產(chǎn)品20件(應(yīng)包括有合格及不合格的產(chǎn)品)并予以編號,編號不可讓檢驗員知道,也不可讓他們知道正在做測量系統(tǒng)分析,以保證盲測。
5.3.5.2選擇兩位檢驗員分為A、B。
5.3.5.3由這兩位檢驗員測量所有產(chǎn)品兩次,并將測量結(jié)果記錄于QR/HC20423-014A《計數(shù)型量具檢驗記錄表》,合乎規(guī)格界線的零件則填入“YES”,反之則填入“NO”。
5.3.5.4結(jié)果判讀
A、若測量結(jié)果(每只產(chǎn)品四個數(shù)據(jù))相同,則測量系統(tǒng)被接受。
B、若測量結(jié)果不一致,則此測量系統(tǒng)須被改進或再評價。
C、若測量系統(tǒng)不能被改進,則不能被接受,應(yīng)尋求替代的測量系統(tǒng)。
5.3.5.5計數(shù)型測量系統(tǒng)只能指出產(chǎn)品是好是壞,不能指出產(chǎn)品好壞程度。
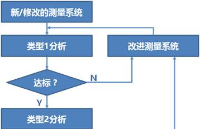
5.3.6測量系統(tǒng)分析方法適用性的確定
5.3.6.1新產(chǎn)品開發(fā)時, 測量系統(tǒng)采用線性、重復(fù)性、再現(xiàn)性、偏倚分析方法,由分公司(分廠)質(zhì)檢科進行分析;
5.3.6.2考慮量具隨時間變化的程度,做穩(wěn)定性分析,由公司計量室進行分析;
5.3.6.3每年一次的測量系統(tǒng)五性分析,由公司計量室進行。
6.相關(guān)文件
6.1檢驗、測量和試驗設(shè)備的控制程序
6.2質(zhì)量記錄的控制程序
7. 記錄
本辦法產(chǎn)生記錄按《質(zhì)量記錄的控制程序》進行整理、保存、歸檔。
記錄為:
《量具穩(wěn)定性分析報告》
《量具偏倚分析報告》
Q/HC31007A—2002
《量具線性分析報告》
《量具重復(fù)性和再現(xiàn)性極差法分析記錄表》
《量具的重復(fù)性和再現(xiàn)性數(shù)據(jù)記錄表》
《量具重復(fù)性和再現(xiàn)性X-R控制圖》
《量具的重復(fù)性和再現(xiàn)性報告》
《計數(shù)型量具檢驗記錄表》
8.附件 :《控制圖的常數(shù)和公式表》












 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論