 電子發(fā)燒友App
電子發(fā)燒友App


電焊是焊條電弧的俗稱。利用焊條通過(guò)電弧高溫融化金屬部件需要連接的地方而實(shí)現(xiàn)的一種焊接操作。
燒焊是一門技術(shù)活,新焊工是很難一下就掌握各方面技巧的,那么新焊工入門有什么樣的決竅呢?電焊接有哪些方法呢?電焊技術(shù)基本手法怎么訓(xùn)練呢?下面雖小編來(lái)看看吧,本文對(duì)于電焊初學(xué)者有很大幫助。
電焊工作原理
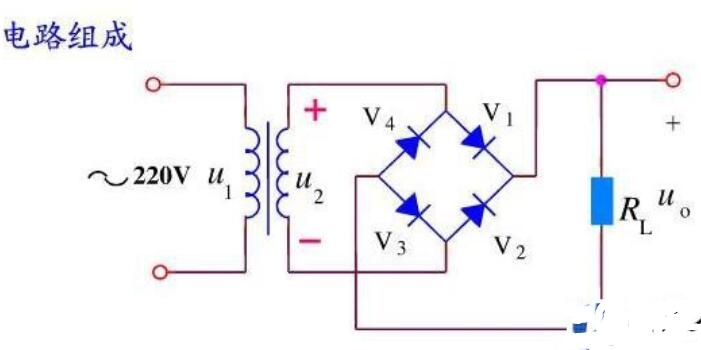
電焊的基本工作原理是通過(guò)常用的220V電壓或者380V的工業(yè)用電,通過(guò)電焊機(jī)里的減壓器降低了電壓,增強(qiáng)了電流,并使電能產(chǎn)生巨大的電弧熱量融化焊條和鋼鐵,而焊條熔融使鋼鐵之間的融合性更高。電焊條的外層的藥皮、CO2焊接噴出CO2氣體起防止金屬融化后氧化的作用(不信你把藥粉敲了看能焊接不)。當(dāng)然這種解釋是通俗的。
電焊技術(shù)基本注意步驟
1、焊接時(shí)手需要保持平穩(wěn)燒焊,雙臂一定要夾緊,已免抖動(dòng),這樣焊才能均勻漂亮。
2、焊接時(shí)一般是采取之字型和圓點(diǎn)型來(lái)燒焊,使焊出來(lái)的焊縫紋路更清淅。
3、燒焊時(shí),焊條與鐵板保持45度夾角,有利于鐵水的均勻分布,燒出來(lái)的焊才光滑。進(jìn)行仰焊操作時(shí)由于鐵水容易掉落,故需采取點(diǎn)焊形式,這樣燒接會(huì)更加牢固。
電焊技術(shù)基本訓(xùn)練手法
焊工基本功訓(xùn)練內(nèi)容很多,下面舉引弧訓(xùn)練、分清熔渣和鐵水訓(xùn)練、補(bǔ)孔(洞)訓(xùn)練和蹲功訓(xùn)練闡述焊工基本功訓(xùn)練方法。
引弧訓(xùn)練方法
進(jìn)行開(kāi)始時(shí)引燃焊接電弧的過(guò)程,叫做引弧。
1、引弧的基本步驟
引弧是焊條電弧焊操作中最基本的動(dòng)作,其準(zhǔn)備步驟是:
①穿好工作服、戴好工作帽及電焊手套。
②準(zhǔn)備好工件、焊條及輔助工具。
③清理干凈工件表面的油污和水銹。
④檢查焊鉗及各接線處是否良好。
⑤把地線與工件支架相連接,并把工件平放在支架上。
⑥合上電閘、啟動(dòng)焊機(jī),并調(diào)節(jié)所需焊接電流。
⑦從焊條筒中取出焊條,用拇指按下焊鉗彎臂,打開(kāi)焊鉗,把焊條夾持端放到焊鉗口凹槽中,松開(kāi)焊鉗彎臂。
⑧右手握住焊鉗,左手持面罩。
⑨找準(zhǔn)引弧處,手保持穩(wěn)定,用面罩遮住面部,準(zhǔn)備引弧。
⑩把焊條端部與工件輕輕接觸,然后很快將焊條提起,這時(shí)電弧就在焊條末端與工件之間建立起來(lái)。
2、引弧的方法
手工電弧焊的引弧方法一般為兩種,分別是不接觸引弧和接觸引弧。不接觸引弧是指利用高頻電壓使電極末端與焊件間的氣體導(dǎo)電產(chǎn)生電弧。焊條電弧焊很少采用這種方法。下面具體介紹一下接觸引弧。接觸引弧又分為劃擦法和敲擊法兩種。
(1)劃擦法:先將焊條末端對(duì)準(zhǔn)焊件,然后將焊條在焊件表面劃擦一下,當(dāng)電弧引然后趁金屬還沒(méi)有開(kāi)始大量熔化的一瞬間,立即使焊條末端與被焊表面的距離維持在2~4mm的距離,電弧就能穩(wěn)定地燃燒。
如果發(fā)生焊條和焊件粘在一起時(shí),只要將焊條左右搖動(dòng)幾下,就可脫離焊件,如果這時(shí)還不能脫離焊件,就應(yīng)立即將焊鉗放松,使焊接回路斷開(kāi),待焊條稍冷后再拆下。
(2)敲擊法:使焊條與焊件表面垂直地接觸,當(dāng)焊條的末端與焊件的表面輕輕一碰,便迅速提起焊條并保持一定的距離,立即引燃了電弧。操作時(shí)焊工必須掌握好手腕上下動(dòng)作的時(shí)間和距離。
運(yùn)條
1、運(yùn)條的操作要點(diǎn)
運(yùn)條是焊條相對(duì)焊縫所做的各種動(dòng)作的總稱,主要是沿焊條軸線的送進(jìn)、沿焊縫軸線的縱向擺動(dòng)和橫向擺動(dòng)三種方向上的動(dòng)作組合。運(yùn)條是電焊工操作技術(shù)水平的具體表現(xiàn)。焊縫質(zhì)量?jī)?yōu)劣、焊縫成形的良好與否,與運(yùn)條有直接關(guān)系。
焊條的送進(jìn)運(yùn)動(dòng)主要用來(lái)維持所要求的電弧長(zhǎng)度。由于電弧的熱量熔化了焊條端部,電弧會(huì)逐漸變長(zhǎng),有熄弧的傾向。要保持電弧繼續(xù)燃燒,必須將焊條向熔池送進(jìn),直至整根焊條焊完為止。為保證一定的電弧長(zhǎng)度,焊條的送進(jìn)速度與焊條的熔化速度相等,否則會(huì)引起電弧長(zhǎng)度的變化,影響焊縫的熔寬和熔深。
2、運(yùn)條的幾種方法
(1)直線形運(yùn)條法——采用這種運(yùn)條方法焊接時(shí),焊條不做橫向擺動(dòng),沿焊接方向做直線移動(dòng)。常用于I 形坡口的對(duì)接平焊,多層焊的第一層焊或多層多道焊。
(2)直線往復(fù)運(yùn)條法——采用這種運(yùn)條方法焊接時(shí),焊條末端沿焊縫的縱向做來(lái)回?cái)[動(dòng)。它的特點(diǎn)是焊接速度快,焊縫窄,散熱快。適用于薄板和接頭間隙較大的多層焊的第一層焊。
(3)鋸齒形運(yùn)條法——采用這種運(yùn)條方法焊接時(shí),焊條未端做鋸齒形連續(xù)擺動(dòng)及向前移動(dòng),并在兩邊稍停片刻,擺動(dòng)的目的是為了控制熔化金屬的流動(dòng)和得到必要的焊縫寬度,以獲得較好的焊縫成形。這種運(yùn)條方法在生產(chǎn)中應(yīng)用較廣,多用于厚鋼板的焊接,平焊、仰焊、立焊的對(duì)接接頭和立焊的角接接頭。
(4)月牙形運(yùn)條法——采用這種運(yùn)條方法焊接時(shí),焊條的末端沿著焊接方向做月牙形的左右擺動(dòng) 。擺動(dòng)的速度要根據(jù)焊縫的位置、接頭形式、焊縫寬度和焊接電流值來(lái)決定。同時(shí)需在接頭兩邊做片刻的停留,這是為了使焊縫邊緣有足夠的熔深,防止咬邊。這種運(yùn)條方法的應(yīng)用范圍和鋸齒形運(yùn)條法基本相同。
(5)三角形運(yùn)條法——采用這種運(yùn)條方法焊接時(shí),焊條末端做連續(xù)的三角形運(yùn)動(dòng),并不斷向前移動(dòng),按照擺動(dòng)形式的不同,可分為斜三角形和正三角形兩種,斜三角形運(yùn)條法適用于焊接平焊和仰焊位置的T形接頭焊縫和有坡口的橫焊縫,正三角形運(yùn)條法只適用于開(kāi)坡口的對(duì)接接頭和T 形接頭焊縫的立焊。
(6)圓圈形運(yùn)條法——采用這種運(yùn)條方法焊接時(shí),焊條末端連續(xù)做正圓圈或斜圓圈形運(yùn)動(dòng),并不斷前移,正圓圈形運(yùn)條法適用于焊接較厚焊件的平焊縫,斜圓圖形運(yùn)條法適用于平、仰位置T形接頭焊縫和對(duì)接接頭的橫焊縫。
焊縫收尾
在一條焊縫焊完后,應(yīng)把收尾處的弧坑填滿,如果收尾時(shí)立即拉斷電弧,則會(huì)形成低于焊件表面的弧坑。過(guò)深的弧坑使焊縫收尾處強(qiáng)度減弱,并容易造成應(yīng)力集中而產(chǎn)生裂紋。因此,在焊縫收尾時(shí)不允許有較深的弧坑存在。焊縫的收尾動(dòng)作不僅是熄弧,還要填滿弧坑。一般收尾方法有以下幾種:
1、劃圈收尾法:焊條移至焊縫終點(diǎn)時(shí),作圓圈運(yùn)動(dòng),直到填滿弧坑再拉斷電弧。該方法適用于厚板焊接,用于薄板焊接會(huì)有燒穿危險(xiǎn)。
2、反復(fù)斷弧收尾法:焊條移至焊縫終點(diǎn)時(shí),在弧坑處反復(fù)熄弧、引弧數(shù)次,直到填滿弧坑為止。此法一般適用于薄板和大電流焊接,但堿性焊條不宜使用此法,因?yàn)槿菀桩a(chǎn)生氣孔。
3、回焊收尾法::焊條移至焊縫收尾處即停住,并且改變焊條角度回焊一小段。此法適用于堿性焊條。
總結(jié):
引弧是焊接過(guò)程中頻繁進(jìn)行的動(dòng)作,引弧技術(shù)的好壞,直接影響焊接質(zhì)量。單面焊雙面成形是焊工必須掌握的技術(shù),如果采用斷弧法施焊,一條焊縫由幾百個(gè)甚至千個(gè)焊點(diǎn)疊加而成,焊接這些焊點(diǎn)時(shí)只要有一次引弧不成功、位置不準(zhǔn),就會(huì)影響整條焊縫的質(zhì)量,可見(jiàn)熟練引弧、位置準(zhǔn)確對(duì)保證焊接質(zhì)量的重要性。
引弧訓(xùn)練目的是使學(xué)員掌握正確的引弧方法,要求能熟練引燃電弧,焊點(diǎn)位置準(zhǔn)確。為達(dá)到這個(gè)目的,要求學(xué)員將一根焊條分成數(shù)十次練習(xí)。通過(guò)多次反復(fù)地練習(xí),以達(dá)到熟練、準(zhǔn)確地引燃電弧,并形成技巧。
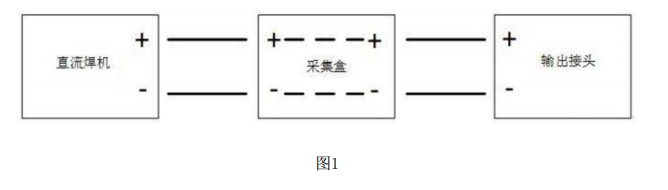
為達(dá)到熟練、準(zhǔn)確地引燃電弧,采取的辦法是用1.2mm左右的薄鋼板, 進(jìn)行定點(diǎn)引弧訓(xùn)練。方法是在200mm ×200mm的薄鋼板上用石筆(或粉筆)以20mm間距畫出焊點(diǎn)位置,如圖1所示。焊條直徑2.5mm,焊接電流為60A, 每次在直線的交點(diǎn)(焊點(diǎn)位置)用碰擊法引弧。引燃電弧后,維持電弧長(zhǎng)度2~4mm,焊成直徑10mm左右的焊點(diǎn)后熄弧。如果不熄弧,工件會(huì)被燒穿。這樣重復(fù)操作完成上千個(gè)焊點(diǎn)的訓(xùn)練, 引弧就會(huì)熟練、位置準(zhǔn)確,達(dá)到本課題訓(xùn)練目的。
分清熔渣和鐵水的訓(xùn)練方法
焊接過(guò)程中,分清熔渣和鐵水非常重要,如果分不清熔渣和鐵水,焊接中易造成夾渣。對(duì)于初學(xué)者,要分清熔渣和鐵水非常困難。學(xué)員分不清熔渣和鐵水,他們對(duì)所焊接的工件就沒(méi)有把握,只有焊完清除熔渣后,才能知道是否有夾渣。如果在焊接過(guò)程中能分清渣和鐵水,發(fā)現(xiàn)渣和鐵水混合不清,馬上采取相應(yīng)的措施(如適當(dāng)改變焊條角度,拉長(zhǎng)電弧推送熔渣, 或增大焊接電流等),就可以避免產(chǎn)生夾渣。不進(jìn)行專門訓(xùn)練,焊工在生產(chǎn)中需要通過(guò)2~3年摸索,才能在焊接過(guò)程中分清熔渣和鐵水。
在教學(xué)中,采用定點(diǎn)堆焊、容器堆焊、立焊訓(xùn)練等方法,通過(guò)短期訓(xùn)練,就能讓學(xué)員分清渣和鐵水。下面主要介紹定點(diǎn)堆焊、容器堆焊兩種訓(xùn)練方法。
定點(diǎn)堆焊
在厚度大于6mm的廢鋼板上,用石筆畫一個(gè)圈,然后用直擊法在圓圈內(nèi)引燃電弧后畫2~3圈后滅弧,不移開(kāi)面罩,在面罩下觀察熔池,仔細(xì)分辨渣和鐵水。鐵水顏色明亮,渣顏色稍暗。鐵水位于焊點(diǎn)中心,熔渣向鐵柱四周流動(dòng)。鐵水熔點(diǎn)高,先凝固,接下來(lái)才是熔渣逐步凝固,待熔化的金屬冷卻凝固后,再在其上繼續(xù)引弧焊接,這樣反復(fù)操作,仔細(xì)觀察,就能逐漸分清渣和鐵水。定點(diǎn)堆焊如圖2所示。
為容易分清渣和鐵水,定點(diǎn)堆焊過(guò)程中,常用直徑為3.2mm的E4303和E5015兩種焊條交替訓(xùn)練。焊接電流120A 左右,電流太小,渣和鐵水顏色區(qū)別不明顯,電流太大,堆不高,也不便分清渣和鐵水。
堆焊容器
容器底板為6mm以上的鋼板,用直徑為3.2mm的E4303焊條或E5015焊條, 焊接電流為100A左右。訓(xùn)練方法是先在鋼板上劃一個(gè)80~100mm的圓圈,引燃電弧后,沿著所畫的圓圈層層堆焊。堆焊過(guò)程中仔細(xì)觀察,鐵水位于電弧下方,顏色明亮,熔渣顏色稍暗,自然下淌。堆焊過(guò)程中熔池溫度太高,會(huì)造成鐵水下淌,易形成焊瘤,堆焊出來(lái)的容器成形差。如發(fā)現(xiàn)熔池溫度太高應(yīng)熄弧,待工件溫度稍低再焊。堆焊過(guò)程中焊接電流太小,熔渣和鐵水混合不清,會(huì)造成夾渣,容器會(huì)滲漏。通過(guò)堆焊容器,可讓初學(xué)者很快分清渣和鐵水,把握熔池溫度。堆焊的容器如圖3所示。
此外,通過(guò)立焊訓(xùn)練,也可以較快分清熔渣和鐵水,但訓(xùn)練效果沒(méi)有定點(diǎn)堆焊和堆焊容器好。
補(bǔ)孔(洞)訓(xùn)練方法
生產(chǎn)過(guò)程中,常采用氣割下料,有時(shí)由于氣割質(zhì)量不高、劃線誤差等, 兩工件對(duì)接時(shí)就會(huì)存在較大的間隙(或孔洞)。薄壁工件焊接過(guò)程中,焊接電流太大,會(huì)造成燒穿,形成孔洞。因此,補(bǔ)孔(洞)技術(shù)是焊工必須訓(xùn)練的基本功。補(bǔ)孔(洞)后要求工件正、反面余高小于3mm,不允許存在夾渣、氣孔等缺陷。
對(duì)于厚度大于4mm的焊件,孔洞或間隙不大時(shí),可用連弧法補(bǔ)孔(洞), 操作容易、效率高。下面主要介紹壁厚4mm以下的焊件,孔洞直徑在20mm 以下的補(bǔ)孔技術(shù)(孔洞直徑超過(guò)20mm, 可以另加一塊板完成補(bǔ)孔)。
壁厚4mm以下的焊件,直徑為10 ~20mm的補(bǔ)孔(洞),焊工常采用加鋼筋等辦法來(lái)補(bǔ),但這種方法不夠靈活,易造成熔合不良,最好的方法是直接補(bǔ)。補(bǔ)孔(洞)時(shí)焊接電流非常關(guān)鍵,應(yīng)采用較大的電流(直徑3.2mm 的焊條,焊接電流為120A左右),熄弧焊。電流太小易造成夾渣,連弧焊背面易超高甚至形成焊瘤。為提高補(bǔ)孔(洞)效率,應(yīng)沿著孔洞周圍一點(diǎn)一點(diǎn)地熄弧焊,熄弧過(guò)程中,面罩不移開(kāi),待熔池金屬冷卻凝固,顏色由亮變暗,熔池逐漸縮小到焊芯直徑大小并呈亮黃色時(shí),再引燃電弧焊接。補(bǔ)孔(洞)訓(xùn)練過(guò)程中,必須分清熔渣和鐵水,即將收口時(shí),如果發(fā)現(xiàn)熔渣和鐵水混合不清應(yīng)熄弧,稍冷清除熔渣后再補(bǔ),收口不要立即熄弧,電弧作圓圈運(yùn)動(dòng),填滿弧坑后再熄弧。
蹲功訓(xùn)練方法
焊工常見(jiàn)的焊接姿勢(shì)有站立焊接、躺位焊接和蹲位焊接,而蹲位焊接是所有焊接姿勢(shì)中應(yīng)用最多,也是最難控制和掌握的。只有掌握和控制好蹲位焊接姿勢(shì),才能更靈活方便地應(yīng)用其他焊接姿勢(shì)。焊工對(duì)“蹲功”的要求是非常嚴(yán)格的,蹲的目的是保持身體重心的穩(wěn)定,使身體重心能在一定的范圍內(nèi)做平面運(yùn)動(dòng),蹲的時(shí)間要保證一塊板焊完(300mm×12mm的標(biāo)準(zhǔn)板,開(kāi)坡口焊條電弧焊需焊4層,共需30~40min)。蹲點(diǎn)根據(jù)試件的位置來(lái)選擇,并保證焊條角度能夠正確變化。只有蹲得穩(wěn)和舒服,保持身體的重心穩(wěn)定,上肢才能更平穩(wěn)地發(fā)揮作用,從而保證焊縫的成形良好。
蹲功不依靠任何支點(diǎn),兩腳與肩同寬且成外八字形,軀干蜷縮重心下移。練習(xí)時(shí)兩腳掌要平鋪于地,使整個(gè)腳掌能均勻受力。如果重心落在腳后跟,或偏于腳外側(cè)(或內(nèi)側(cè)),蹲的時(shí)間長(zhǎng)了,往往感到受力部位發(fā)麻、發(fā)木。蹲功訓(xùn)練時(shí)常采用5~10人圍成一圈,開(kāi)展比賽,看誰(shuí)蹲的姿勢(shì)好,蹲得久。剛開(kāi)始訓(xùn)練,學(xué)員蹲了10多分鐘,腳就會(huì)有酸痛和很難忍受的感覺(jué),當(dāng)蹲到20多分鐘就會(huì)感到體力不支、不想蹲了,就要求學(xué)員采取“再蹲一分鐘”的辦法繼續(xù)堅(jiān)持,堅(jiān)持完一分鐘,再堅(jiān)持一分鐘。蹲功訓(xùn)練既能夠提高工件焊接質(zhì)量,又能磨煉學(xué)員的意志力,還能鍛煉學(xué)員吃苦耐勞的精神。
訓(xùn)練過(guò)程中,允許學(xué)員探討與焊接有關(guān)的問(wèn)題,分散學(xué)員的注意力,這樣可以增加蹲的時(shí)間。對(duì)蹲功不行(蹲的時(shí)間少于30min)的學(xué)員,可利用平時(shí)吃飯、看電視、看書等時(shí)間來(lái)加強(qiáng)蹲功練習(xí),訓(xùn)練一段時(shí)間后,學(xué)員基本能達(dá)到蹲30~40min。
焊工基本功訓(xùn)練過(guò)程中,實(shí)訓(xùn)教師必須多示范、多指導(dǎo),不斷糾正學(xué)員錯(cuò)誤的操作方法。在教學(xué)中還要因人而異、因材施教。對(duì)那些基礎(chǔ)差、反應(yīng)慢的學(xué)生要多關(guān)心,耐心指導(dǎo)、手把手地教,充分調(diào)動(dòng)每個(gè)學(xué)員的學(xué)習(xí)積極性和興趣。同時(shí),教師要注意引導(dǎo)和鼓勵(lì)學(xué)員,對(duì)所訓(xùn)練內(nèi)容應(yīng)由淺入深、有目的、有針對(duì)地訓(xùn)練,不斷改進(jìn)存在的問(wèn)題,逐步達(dá)到熟練、牢固地掌握基本操作要領(lǐng)和技能。










 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論