 電腦波峰焊開啟操作程序_電腦波峰焊關機操作
電腦波峰焊開啟操作程序_電腦波峰焊關機操作
一、電腦波峰焊開啟操作程序
1、打開電腦,選擇并進入開機畫面,輸入密碼登入系統選項。
2、鼠標選擇按鈕開關,點擊“開機、預熱1開、預熱2開、預熱3開、傳送開、噴霧開、洗爪開”等控制開關(“錫爐”為常開狀態)。
3、選擇“設置窗”,進行參數范圍設定。
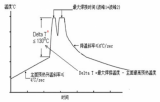
4、預熱區1:90-280℃(參考溫度90℃),預熱區2:90-280℃(參考溫度100℃)。預熱區3:90-280℃(參考溫度110℃);錫爐:260±10℃;波1高度:10-30,波2高度:10-30。傳送帶:600-1900mm/min,風機轉速:0-2000RPM;噴霧原點:-100—500;
5、設定完畢,按“確定”回到主畫面。
二、電腦波峰焊正式運行操作流程
1、加入助焊劑(容量為槽的4/5)并量測比重:0.8-0.830g/cm3。
2、加入稀釋劑/酒精于清洗槽,使容量為容器的4/5并開啟清洗開關進行爪勾清洗。
3、使用生產的實物板調節傳送帶寬度,范圍為:50-350mm。寬度以能滑動為準,不能過松或過緊;雙波高度以到線路板厚度半準。
4、調整噴霧系統的氣壓值,氣缸氣壓:4-6公斤。噴霧流量:20-50ml/min。氣壓流量:20-50ml/min。(每分鐘噴30次)
5、察看噴霧是否均勻(正常的噴量以均勻噴到板底但又不流動為準),波是否正常,以及其他參數實際值是否在設定值范圍,切OK就可進行爐溫測試,測試OK后過件,待件正常即可量產。
三、電腦波峰焊關機操作:
1、電腦波峰焊必須保持在自動狀態下,并設定好定時開機時間。
2、在電腦波峰焊的電腦主畫面/面板上關閉各個設定,除錫溫為“開”狀態,其余均為“關”。
3、用電腦控制的波直接點擊主畫面的關閉窗口。
4、用電腦控制的波關閉電腦,結束操作。
-
電腦
+關注
關注
16文章
1770瀏覽量
70019 -
波峰焊
+關注
關注
12文章
322瀏覽量
19065
發布評論請先 登錄
波峰焊原理和工藝流程_回流焊和波峰焊的區別

波峰焊操作流程及焊接的基本工藝
波峰焊連錫的原因是什么_如何減少波峰焊連錫

一文知道波峰焊焊接工藝調試技巧

波峰焊中拆焊的操作要點與注意事項說明
淺談波峰焊和手工焊的區別
波峰焊有哪些優勢
波峰焊設備的維護保養
如何正確保養波峰焊設備?







 工商網監
工商網監
評論