 在焊接過程中有哪些因素會對波峰焊接的質量造成影響
在焊接過程中有哪些因素會對波峰焊接的質量造成影響
波峰焊是讓插件板的焊接面直接與高溫液態錫接觸達到焊接目的,其高溫液態錫保持一個斜面,并由特殊裝置使液態錫形成一道道類似波浪的現象,所以叫“波峰焊”。簡單的講它是指將熔化的軟釬焊料(鉛錫合金),經電動泵或電磁泵噴流成設計要求的焊料波,亦可通過向焊料池注入氮氣來形成,使預先裝有元器件的印制板通過焊料波,實現元器件焊端或引腳與印制板焊盤間機械與電氣連接的軟釬焊。
波峰焊流程:將smt貼片元件插入相應的元件孔中 →預涂助焊劑→預烘(溫度90-1000C,長度1-1.2m)→波峰焊(220-2400C)→ 切除多余插件腳 → 檢查。
焊接過程中,影響焊接質量的因素很多,需要關注的參數包括焊接溫度、傳送速度、軌道角度、波峰高度等等。
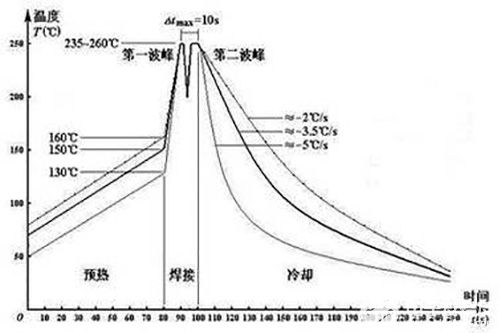
1、焊接溫度
焊接溫度過低時,焊料的擴展率、潤濕性能變差,使焊盤或元器件焊端由于不能充分的潤濕,從而產生虛焊、拉尖、橋接等缺陷;焊接溫度過高時,則加速了焊盤、元器件引腳及焊料的氧化,易產生虛焊。
2、傳送速度
脫離區的錫波要盡可能平穩,因此傳送帶速度不宜過高。
3、軌道角度
調整軌道的角度可以控制PCB與波峰的接觸時間,適當的傾角有助于液態焊料與PCB更快的分離。當傾角太小時,較易出現橋接;而傾角過大,雖然有利于橋接的消除,但焊點吃錫量太小,容易產生虛焊。軌道傾角應控制在5°~7°之間。
4、波峰高度
波峰高度是指波峰焊接中PCB吃錫高度,通常控制在PCB板厚度的1/2~2/3。波峰高度過大會導致熔融的焊料流到PCB的表面,形成“錫連”。波峰的高度會因焊接工作時間的推移而有一些變化,應在焊接過程中進行適當的修正。常用的檢測波峰高度的工具為深度規或高溫玻璃。
5、焊料
波峰焊接中, 焊料的雜質主要是來源于PCB焊盤上的銅浸出,過量的銅會導致焊接的缺陷增多,因此必須定期檢驗焊錫內的金屬成分錫渣。
-
焊接
+關注
關注
38文章
3254瀏覽量
60244 -
smt
+關注
關注
40文章
2934瀏覽量
69879 -
波峰焊
+關注
關注
12文章
312瀏覽量
18732
發布評論請先 登錄
相關推薦
什么是波峰焊,如何使PCBA組裝自動焊接
電子組件的波峰焊接工藝
波峰焊接后產品虛焊的解決
電子組件的波峰焊接工藝
助焊劑在波峰焊接過程中的作用、原理及工作模式
波峰焊焊接溫度曲線設置要求
影響波峰焊接性能的四大因素
提高SMT波峰焊接質量的方法和措施
淺談波峰焊接過程的管理是怎么樣的?






 工商網監
工商網監
評論