 機器人控制系統重新初始化以及電極帽磨損量
機器人控制系統重新初始化以及電極帽磨損量

使用插件SERVOGUNBASIC插件
使用的直接與插件進行通訊的函數:
SPOT 工作點(焊點)
INIT 測量損耗值
TipDRESS 銑電極
以上函數以自動定義為系統函數!直接使用,以后會詳解。
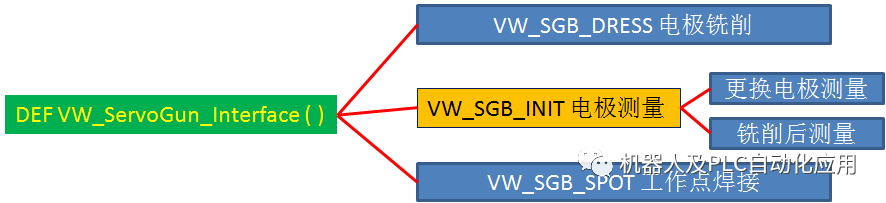
功能簡述:
TipDRESS 銑電極
必須在焊接計時器中設定以下參數:
1.修磨時間 (總循環時間)
2.無焊接電流的循環
必須在無焊接電流的情況下執行修磨。如果帶電進行修磨,則會導致設備受損。
修磨時的運行符合焊接運行情況。焊鉗閉合,直到達到設定的作力。然后機器人控制系統設定輸出端 焊接開始 并等待輸入端 焊接結束。
INIT 測量損耗值
首次更換電極-初始化時將出現下列情況:
1.卡鉗以恒定速度閉合,直至達到首次初始化作用力。電極頭將被牢固地按到電極上。
2. 卡鉗打開。
3. 用初始化作用力閉合焊鉗。
4. 機器人控制系統重新初始化電極帽磨損量。
周期性銑削后測量-初始化時將發生下列情況:
1.用初始化作用力閉合焊鉗。
2.機器人控制系統將當前電極帽燒損量保存至 SG_WEAR[]。如果當前磨損量大于最大允許磨損 SG_WEAR_MAX,則將發出一條信息并設定輸出端 需要新焊鉗電極。然后必須更換電極頭。
整個過程不使用通過INIT給插件直接進行測量。
SPOT 工作點(焊點)
可移動的電極 至少距離工件 30 mm
固定電極 距離工件 0 mm,固定電極應位于工件處,但不要施加作用力。
焊鉗開口必須至少離負向軟件開關 4 mm(鉗口閉合步的小于下限 )。
整個過焊接過程通過USER程序的調用,通過KUKA里安裝的插件直接進行焊接,并通過 VW_SK_USR_S( )程序對焊接結果進行監控.
責任編輯:pj
-
機器人
+關注
關注
213文章
29583瀏覽量
212049 -
電極
+關注
關注
5文章
842瀏覽量
27747 -
焊接
+關注
關注
38文章
3403瀏覽量
61145
發布評論請先 登錄
基于先進MCU的機器人運動控制系統設計:理論、實踐與前沿技術
EtherCAT科普系列(7): EtherCAT技術在工業機器人控制系統領域的應用





 工商網監
工商網監
評論