 氣伺服焊鉗平衡缸故障分析
氣伺服焊鉗平衡缸故障分析
焊鉗結構:---平衡缸的位置
平衡缸控制閥的位置:
MPYD為壓差控制閥,可對平衡缸壓力在+/-10bar之間調節,由機器人控制給入:
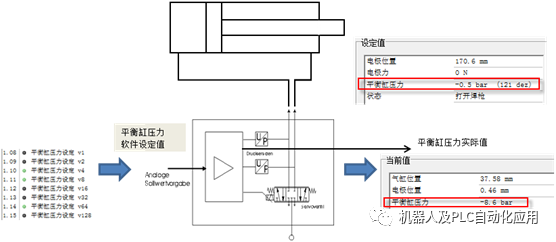
焊鉗進行位置模式控制下:
平衡氣缸處于縮回位置ΔP < 0
焊接臂頂住螺釘,停止鎖死位置,E719
焊鉗在力模式控制下:
平衡氣缸處于伸出位置 ΔP > 0
焊接臂自由狀態,浮動位置.! E719
機器人控制A729-A736:平衡缸壓力設定: 采用二進制控制.BIN2
$BIN_OUT[2]={F_BIT 729,LEN 8,PARITY #NONE}
5: bin2 ( EIN ) = 114 在夾緊焊接前會通過二進制給焊鉗平衡缸值
6: WARTE BIS !E129 + E26
7: SPSMAKRO80 = EIN 焊接程序
bin2 ( EIN ) = 0-255 / 壓力值: -10-à+1010bar
E12平衡缸超時: 原因: 平衡氣缸,MPVD平衡缸比例閥,線束.
| 平衡缸壓力未能在2秒內達標。 | 氣源供給壓力足夠高么?檢查 MPYD /電纜 | 出現故障后會沒有E705準備就緒 |
出現平衡故障時:
1.如果MPVD氣閥沒有壞時,可以通過用WD-40進行潤滑氣缸.
2.如果潤滑無效直接檢查連線.
3.連線無問題,直接換MPYD閥.
平衡缸回位信號: 焊接過程時如果平衡系統沒有問題時,平衡缸回位反饋E719應該是沒有反饋的,而當進行軸運行時E719要始終有.
| E719 | Equalizer is back | 平衡氣缸返回 |
拆解MPVD控制閥:
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
伺服
+關注
關注
16文章
665瀏覽量
41668 -
控制閥
+關注
關注
1文章
94瀏覽量
14080
原文標題:氣伺服焊鉗平衡缸故障分析
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
熱點推薦
伺服電機三相不平衡原因及解決方法
系統分析造成伺服電機三相不平衡的六大根源,并提供針對性的解決方案,幫助工程師從源頭消除隱患。 一、電源質量缺陷引發的相位失衡 電網電壓波動是導致三相不平衡的首要因素。當輸入電壓偏差超過

如何應對伺服電機過熱故障?
伺服電機過熱故障是工業控制領域中常見的問題,為了有效應對這一故障,可以采取以下措施: 一、檢查散熱系統 ● 散熱風扇與散熱片:首先檢查伺服電機的散熱風扇和散熱片是否正常工作。散熱風扇負
派克Parker電缸ETH系列優勢及應用案例
電缸通過電機驅動絲杠或同步輪進行旋轉,然后借助螺母或皮帶將旋轉運動轉化為直線運動,從而推動負載。這一過程中,電缸巧妙地將伺服電機的精確轉速、轉數及扭矩控制轉化為精確的速度、位置和推力控制,成為實現

伺服電子變壓器輸出電壓不平衡的原因及相應的解決方案
伺服電子變壓器在工業自動化系統中也是至關重要的,它們負責將輸入的交流電壓轉換成不同級別的交流電壓,以精確驅動和控制伺服電機。然而,在實際應用中,伺服電子變壓器輸出電壓不平衡的問題時有發

伺服故障代碼有哪些?哪些處理方法?
伺服故障代碼有哪些?哪些處理方法?以三菱伺服驅動器為例,下面為故障代碼分類及處理方法如下: 一、電源及連接類故障 ? ? ? 1. AL.E

伺服電動缸在人形機器人中的應用
伺服電動缸在人形機器人中的應用非常廣泛,主要體現在以下幾個方面:一、核心運動部件伺服電動缸是將伺服電機與絲杠一體化設計的模塊化產品,能將
發表于 02-06 09:04
伺服電機編碼器故障及維修
伺服電機編碼器故障及維修,伺服電機編碼器4大常見故障,編碼器信號丟失或不穩定,編碼器零點偏移,編碼器過熱,編碼器機械損壞;伺服電機編碼器4大

其利天下技術·引起伺服電機故障的原因分析·伺服電機驅動方案開發
伺服電機都有它的壽命,當使用到一定程度的時候,可能會出現各類型的故障。我們今天來分析一下可能引起伺服電機故障的原因,以及解決辦法。編碼器報警

伺服驅動器故障及維修處理 怎樣維護保養伺服電機驅動器
伺服驅動器,又稱伺服電機驅動器,是伺服系統的一部分,在使用過程中,難免會出現一些故障,如驅動器的LED燈不亮、LED燈閃爍、電機在一個方向上比另一個方向跑得快、電機失速等,需要請維修人
伺服電機常見故障及解決方法有哪些
伺服電機在運行過程中可能會遇到多種故障,以下是一些常見故障及其解決方法: 一、伺服電機不轉動 故障原因 : 電源未連接或接觸不良。 驅動器與
常見伺服驅動器故障及維修方法
在現代工業自動化系統中,伺服驅動器扮演著至關重要的角色。它們不僅需要提供高效率的動力輸出,還要確保精確的控制。然而,由于長時間的運行和復雜的工作環境,伺服驅動器可能會出現各種故障。 伺服
混合氣過濃故障的診斷方法與步驟
混合氣過濃故障是指發動機在運行過程中,進入氣缸的混合氣中燃油與空氣的比例超過了理想比例,導致燃燒不完全,影響發動機性能和燃油經濟性。混合氣過濃故障
松下伺服驅動器故障代碼介紹
? ? ? Panasonic伺服驅動器是一種廣泛應用于工業自動化領域的高性能電機驅動設備。在使用過程中,可能會遇到各種故障,這些故障通常通過故障代碼來表示。本文將詳細介紹Panaso

伺服控制器的常見故障及解決方法
伺服控制器作為工業自動化領域的核心部件,其穩定性和可靠性對于整個系統的運行至關重要。然而,在實際應用中,伺服控制器也會遇到各種故障。本文將對伺服控制器的常見





 工商網監
工商網監
評論