") 5G通訊連接器對(duì)銅合金材料的挑戰(zhàn)
5G通訊連接器對(duì)銅合金材料的挑戰(zhàn)

來源:聯(lián)揚(yáng)電子材料9月3日
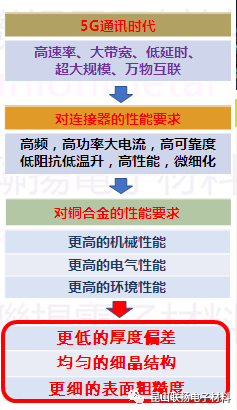
5G通訊高速率、大帶寬、低延時(shí)、超大規(guī)模
各式各樣的移動(dòng)及固定終端設(shè)備、密集遍布5G網(wǎng)絡(luò)的設(shè)備、云計(jì)算中心在更大的帶寬內(nèi)以更強(qiáng)的適應(yīng)性更快的速度運(yùn)行,現(xiàn)有網(wǎng)絡(luò)架構(gòu)將持續(xù)演進(jìn),從而激發(fā)高速、大容量、低時(shí)延的5G網(wǎng)絡(luò)的全部潛力,實(shí)現(xiàn)更快速度、更大容量和帶寬的通訊模式,將賦能萬物互連的未來。
厚度偏差程度決定材料的一系列性能:
l內(nèi)應(yīng)力殘留程度:鑄錠或板坯因厚度偏差過大經(jīng)過軋制所導(dǎo)致的材料內(nèi)應(yīng)力殘留不易在后續(xù)的退火、矯直及研磨等工序完全的去除,在后續(xù)的沖壓或蝕刻后材料受內(nèi)應(yīng)力殘留導(dǎo)致的翹曲變形程度劇烈,對(duì)越薄的材料影響程度越高,越明顯。內(nèi)應(yīng)力殘留更是材料晶間腐蝕的直接原因。
l降低耐疲勞強(qiáng)度:厚度偏差越大,應(yīng)力集中程度增加,材料受蠕變影響越大,耐疲勞強(qiáng)度越差,直接降低連接器的性能及壽命,是連接器可靠度最大的影響因素。
l影響材料電氣功能:厚度偏差導(dǎo)致端子的截面積不穩(wěn)定直接影響導(dǎo)體的阻抗,載流能力、壓降、電流密度及溫升。偏差越大,連接器的導(dǎo)通的穩(wěn)定性越低。
l影響沖壓等加工性能:材料厚薄偏差越大內(nèi)應(yīng)力越不均,導(dǎo)致沖壓或機(jī)床加工時(shí)刀具模仁受力不均,容易受損,模具壽命越短。內(nèi)應(yīng)力不均則折彎成型性降低,加工后的端子外形穩(wěn)定性不佳,影響裝配效率及成品精度與使用功能。
實(shí)現(xiàn)更微型 更高可靠度的高頻高導(dǎo)連接器
5G通訊時(shí)代高頻高速訊號(hào)傳輸及相應(yīng)的高功率終端設(shè)備引導(dǎo)高頻及高導(dǎo)電連接器的更新?lián)Q代,在高頻高導(dǎo),更微型化及更高的可靠度要求下,除了對(duì)傳輸導(dǎo)體材料的銅合金性能提出更高的要求。例如高速背板連接器,端子除了滿足整體強(qiáng)度如機(jī)械性能,插拔力等基本性能外,更重要的功能是在排除串?dāng)_風(fēng)險(xiǎn)保持訊號(hào)的完整下提升“傳輸速率”與“接口密度”這就對(duì)低厚度偏差低內(nèi)應(yīng)力精細(xì)表面的材料的考驗(yàn)了。
在現(xiàn)代精密銅板帶的生產(chǎn)制程中除了熔鑄工序影響銅帶品質(zhì),厚度偏差的管控對(duì)精密銅帶來說更是重要。厚度偏差程度是銅帶一系列性能的基礎(chǔ),不僅直接影響抗拉強(qiáng)度延伸率等機(jī)械性能,更是晶粒組織均勻與否,表面品質(zhì)等的根源,也是插拔力、保持力、耐疲勞強(qiáng)度甚至抗腐蝕性能等與服役時(shí)間(連接器壽命)、精密度維持、長(zhǎng)期可靠度等性能的根源,尤其更薄更微細(xì)的5G連接器,因此改善銅帶的厚度偏差意義重大。
大規(guī)模增量及周邊連接器:
l5G手機(jī)及各種家用商用產(chǎn)業(yè)用設(shè)備及汽車等終端
l5G基站及各種網(wǎng)絡(luò)設(shè)備
l云計(jì)算及儲(chǔ)存中心
l期望在這樣的改善過程能為產(chǎn)業(yè)帶來更優(yōu)良更可靠的產(chǎn)品
l為更多國(guó)內(nèi)的銅加工合作伙伴帶來更大的技術(shù)提升品質(zhì)提升
l目前已有多種合金牌號(hào)正在與客戶進(jìn)行測(cè)試驗(yàn)證以進(jìn)行推廣
| 影響厚度偏差的主要工序 | ||
| 熔鑄的結(jié)晶器 | 結(jié)晶器的品質(zhì)優(yōu)劣,操作維護(hù)技術(shù)與管理,人員的熟練度 | 熔鑄結(jié)晶是影響板坯厚度偏差的第一道工序,也是最重要的工序,與結(jié)晶的均勻度決定了該批產(chǎn)品的品質(zhì)水平、成品比例、厚度偏差及一系列的性能優(yōu)劣。 |
| 板坯的銑面 | 銑面機(jī)及刀具的精良程度,操作維護(hù)技術(shù)與管理,加工速度 | 銑面工序承續(xù)熔鑄工序進(jìn)行銑面加工,去除柱狀晶層及氧化層,鑄造的厚度偏差及表面缺陷問題能在銑面工序中消除大半,所以銑面工序是板坯的厚度偏差及表面粗糙度控制在整個(gè)生產(chǎn)流程中最重要的工序,正常銑面后材料的縱向厚度公差在0.10mm以內(nèi),橫向公差在0.02mm以內(nèi) |
| 粗軋精軋工序 | 軋機(jī)的精良程度,軋輥的剛性,潤(rùn)滑的匹配 | 軋機(jī)的精度及軋制力,軋輥的剛性,運(yùn)行的穩(wěn)定性是厚度偏差的最后決定性的因素 |
板厚偏差精度對(duì)彈簧特性的影響
我們可以近似的把端子(彈簧片)看作一端固定的矩形梁,從另一自由端施加壓力F,端子產(chǎn)生位移f(形變),這種模型可以用下面式子計(jì)算:
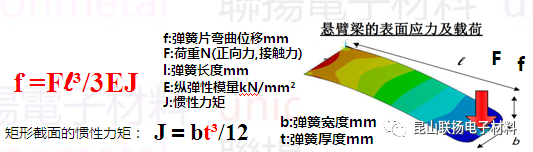
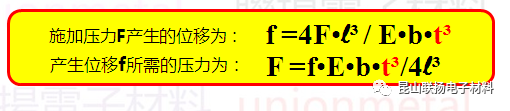
l在同樣壓力下,彈簧片的位移與彈性模量和彈簧厚度的3次方成反比關(guān)系.彈性模量增大, 位移減小。反過來說,在同等的位移量下,彈簧能承受的壓力與彈性模量和彈簧厚度的3次方成正比關(guān)系。
l從公式直接反映,初始金屬板材的厚度偏差對(duì)彈性作用成3次方的影響.更小的厚度偏差對(duì)彈簧的可靠性具有重要意義。
l懸臂梁一端固定,自由端加壓的情況 中,在彈性極限內(nèi)固定點(diǎn)產(chǎn)生最大的彎曲應(yīng)力或最大的彎曲程度,可以由下列公式計(jì)算:
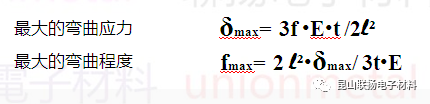
l工程師可靠性設(shè)計(jì)等級(jí),一般彈片的最大彎曲應(yīng)力小于1/2的降服強(qiáng)度以平衡正向力與應(yīng)力松弛(端子壽命)通常會(huì)考慮到彈片服役的應(yīng)力松弛或包辛格效應(yīng)等材料塑性變形因素及產(chǎn)品的。
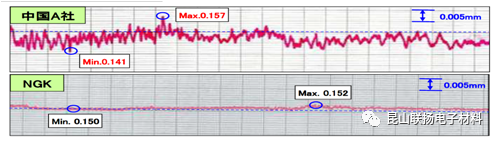
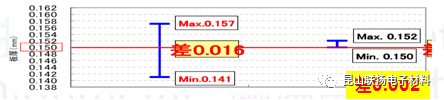
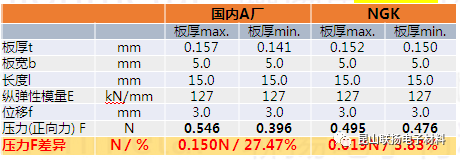
l上述例子顯示厚度0.15mm其厚度公差0.016mm,但制成的彈片壓力(正向力)差距接近28%,更薄的材料其差異比例將會(huì)更高影響更大。
l彈片壓力(正向力Normalforce)直接影響連接器的接觸阻抗、插拔力等性能,穩(wěn)定的彈片壓力是穩(wěn)定的連接器品質(zhì)的基礎(chǔ)。
l厚度偏差越大直接導(dǎo)致材料存在較大的內(nèi)應(yīng)力均勻度,這種厚度偏差帶來的內(nèi)應(yīng)力是材料應(yīng)力松弛降低接觸維持力的主因,不易在后續(xù)的加工去除或減緩相反更容易形成新的應(yīng)力集中,降低連接器性能及壽命,是影響連接器的可靠性最大成因,在5G高頻高性能連接器的應(yīng)用中更顯重要。
責(zé)任編輯:xj
原文標(biāo)題:低厚度偏差-細(xì)晶結(jié)構(gòu)-高細(xì)表面 銅合金板帶
文章出處:【微信公眾號(hào):迅顥原精密連接器】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
-
連接器
+關(guān)注
關(guān)注
99文章
15390瀏覽量
140518 -
5G
+關(guān)注
關(guān)注
1360文章
48815瀏覽量
573814 -
5G通信
+關(guān)注
關(guān)注
4文章
248瀏覽量
21194
原文標(biāo)題:低厚度偏差-細(xì)晶結(jié)構(gòu)-高細(xì)表面 銅合金板帶
文章出處:【微信號(hào):connector169,微信公眾號(hào):迅顥原精密連接器】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄

薄至0.03mm!興業(yè)盛泰如何破解小型+國(guó)產(chǎn)化難題
板對(duì)板連接器制造的關(guān)鍵挑戰(zhàn)與解決策略
合金電阻穩(wěn)定性優(yōu)于其他材料的深度解析
全球領(lǐng)先技術(shù)新一代材料 | 納米晶合金

5G 時(shí)代,TNC 連接器標(biāo)準(zhǔn)如何升級(jí)?

博威合金攜創(chuàng)新材料方案亮相慕展,賦能行業(yè)智能化升級(jí)

激光焊接技術(shù)在焊接鉬銅合金的工藝探究

如何通過LIBS實(shí)現(xiàn)對(duì)合金材料的快速檢測(cè)?
合金材料 | 新一代磁性材料納米晶
金融界:萬年芯申請(qǐng)預(yù)置焊接合金材料的陶瓷基板專利

n型焊接頭需要用到哪些材料

電動(dòng)汽車高壓線束的銅鋁連接
molex連接器的原理、結(jié)構(gòu)、分類及應(yīng)用
HSD4+2線端連接器






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論