 常見的焊接缺陷
常見的焊接缺陷

一、 一般常見的焊接缺陷可分為四類:(1)焊縫尺寸不符合要求:如焊縫超高、超寬、過窄、高低差過大、焊縫過渡到母材不圓滑等。(2)焊接表面缺陷:如咬邊、焊瘤、內凹、滿溢、未焊透、表面氣孔、表面裂紋等。
(3)焊縫內部缺陷:如氣孔、夾渣、裂紋、未熔合、夾鎢、雙面焊的未焊透等。
(4)焊接接頭性能不符合要求:因過熱、過燒等原因導致焊接接頭的機械性能、抗腐蝕性能降低等。
二。 焊接缺陷對焊接構件的危害,主要有以下幾方面:
(1)引起應力集中焊接接頭中應力的分布是十分復雜的。凡是結構截面有突然變化的部位,應力的分布就特別不均勻,在某些點的應力值可能比平均應力值大許多倍,這種現象稱為應力集中。造成應力集中的原因很多,而焊縫中存在工藝缺陷是其中一個很重要的因素。焊縫內存在的裂紋、未焊透及其他帶尖缺口的缺陷,使焊縫截面不連續,產生突變部位,在外力作用下將產生很大的應力集中。當應力超過缺陷前端部位金屬材料的斷裂強度時,材料就會開裂破壞。
(2)縮短使用壽命對于承受低周疲勞載荷的構件,如果焊縫中的缺陷尺寸超過一定界限,循環一定周次后,缺陷會不斷擴展,長大,直至引起構件發生斷裂。
(3)造成脆裂,危及安全脆性斷裂是一種低應力斷裂,是結構件在沒有塑性變形情況下,產生的快速突發性斷裂,其危害性很大。焊接質量對產品的脆斷有很大的影響。

三。 焊接缺陷(一)焊接變形
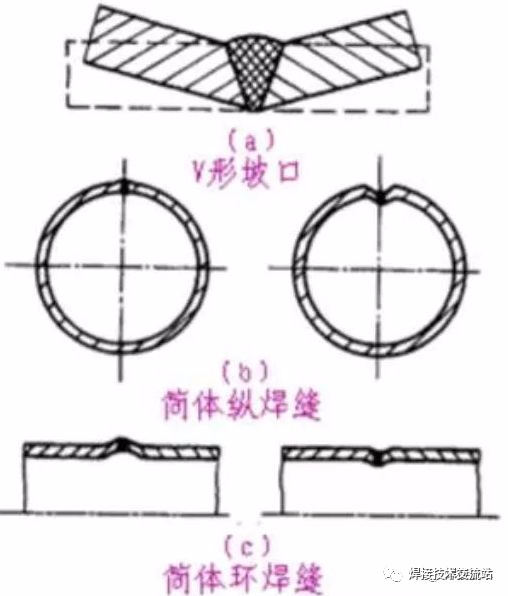
工件焊后一般都會產生變形,如果變形量超過允許值,就會影響使用。焊接變形的幾個例子如圖2-19所示。產生的主要原因是焊件不均勻地局部加熱和冷卻。因為焊接時,焊件僅在局部區域被加熱到高溫,離焊縫愈近,溫度愈高,膨脹也愈大。但是,加熱區域的金屬因受到周圍溫度較低的金屬阻止,卻不能自由膨脹;而冷卻時又由于周圍金屬的牽制不能自由地收縮。結果這部分加熱的金屬存在拉應力,而其它部分的金屬則存在與之平衡的壓應力。當這些應力超過金屬的屈服極限時,將產生焊接變形;當超過金屬的強度極限時,則會出現裂縫。
(二)焊縫的外部缺陷
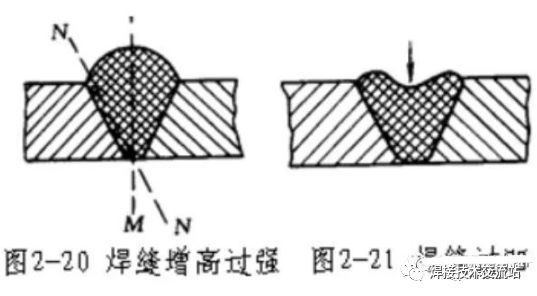
1.焊縫增強過高 如圖2-20所示,當焊接坡口的角度開得太小或焊接電流過小時,均會出現這種現象。焊件焊縫的危險平面已從M-M平面過渡到熔合區的N-N平面,由于應力集中易發生破壞,因此,為提高壓力容器的疲勞壽命,要求將焊縫的增強高鏟平。2.焊縫過凹 如圖2-21所示,因焊縫工作截面的減小而使接頭處的強度降低。
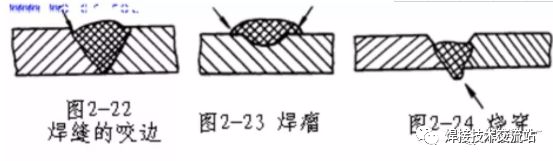
3.焊縫咬邊 在工件上沿焊縫邊緣所形成的凹陷叫咬邊,如圖2-22所示。它不僅減少了接頭工作截面,而且在咬邊處造成嚴重的應力集中。
4.焊瘤 熔化金屬流到溶池邊緣未溶化的工件上,堆積形成焊瘤,它與工件沒有熔合,見圖2-23。焊瘤對靜載強度無影響,但會引起應力集中,使動載強度降低。5.燒穿 如圖2-24所示。燒穿是指部分熔化金屬從焊縫反面漏出,甚至燒穿成洞,它使接頭強度下降。
以上五種缺陷存在于焊縫的外表,肉眼就能發現,并可及時補焊。如果操作熟練,一般是可以避免的。(三)焊縫的內部缺陷
1.未焊透 未焊透是指工件與焊縫金屬或焊縫層間局部未熔合的一種缺陷。未焊透減弱了焊縫工作截面,造成嚴重的應力集中,大大降低接頭強度,它往往成為焊縫開裂的根源。
2.夾渣 焊縫中夾有非金屬熔渣,即稱夾渣。夾渣減少了焊縫工作截面,造成應力集中,會降低焊縫強度和沖擊韌性。
3.氣孔 焊縫金屬在高溫時,吸收了過多的氣體(如H2)或由于溶池內部冶金反應產生的氣體(如CO),在溶池冷卻凝固時來不及排出,而在焊縫內部或表面形成孔穴,即為氣孔。氣孔的存在減少了焊縫有效工作截面,降低接頭的機械強度。若有穿透性或連續性氣孔存在,會嚴重影響焊件的密封性。
4.裂紋 焊接過程中或焊接以后,在焊接接頭區域內所出現的金屬局部破裂叫裂紋。裂紋可能產生在焊縫上,也可能產生在焊縫兩側的熱影響區。有時產生在金屬表面,有時產生在金屬內部。
通常按照裂紋產生的機理不同,可分為熱裂紋和冷裂紋兩類。
4.1熱裂紋 熱裂紋是在焊縫金屬中由液態到固態的結晶過程中產生的,大多產生在焊縫金屬中。其產生原因主要是焊縫中存在低熔點物質(如FeS,熔點1193℃ ),它削弱了晶粒間的聯系,當受到較大的焊接應力作用時,就容易在晶粒之間引起破裂。焊件及焊條內含S、Cu等雜質多時,就容易產生熱裂紋。熱裂紋有沿晶界分布的特征。當裂紋貫穿表面與外界相通時,則具有明顯的氫化傾向。
4.2冷裂紋 冷裂紋是在焊后冷卻過程中產生的,大多產生在基體金屬或基體金屬與焊縫交界的熔合線上。其產生的主要原因是由于熱影響區或焊縫內形成了淬火組織,在高應力作用下,引起晶粒內部的破裂,焊接含碳量較高或合金元素較多的易淬火鋼材時,較易產生冷裂紋。焊縫中熔入過多的氫,也會引起冷裂紋。裂紋是非常危險的一種缺陷,它除了減少承載截面之外,還會產生嚴重的應力集中,在使用中裂紋會逐漸擴大,可能導致構件的破壞。所以焊接結構中一般不允許存在這種缺陷,一經發現須鏟去重焊。
四。 焊接的檢驗
對焊接接頭進行必要的檢驗是保證焊接質量的重要措施。
因此,工件焊完后應根據產品技術要求對焊縫進行相應的檢驗,凡不符合技術要求所允許的缺陷,需及時進行返修。
焊接質量的檢驗包括外觀檢查、無損探傷和機械性能試驗三個方面。這三者是互相補充的,而以無損探傷為主。
(一)外觀檢查
外觀檢查一般以肉眼觀察為主,有時用5-20倍的放大鏡進行觀察。
通過外觀檢查,可發現焊縫表面缺陷,如咬邊、焊瘤、表面裂紋、氣孔、夾渣及焊穿等。焊縫的外形尺寸還可采用焊口檢測器或樣板進行測量。
(二)無損探傷
隱藏在焊縫內部的夾渣、氣孔、裂紋等缺陷的檢驗。
目前使用較普遍的是采用X射線檢驗,還有超聲波探傷和磁力探傷。
X射線檢驗是利用X射線對焊縫照相,根據底片影像來判斷內部有無缺陷、缺陷多少和類型。再根據產品技術要求評定焊縫是否合格。
超聲波探傷的基本原理如圖2-25所示。
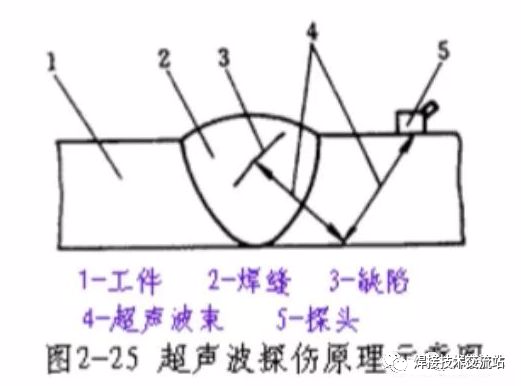
超聲波束由探頭發出,傳到金屬中,當超聲波束傳到金屬與空氣界面時,它就折射而通過焊縫。
如果焊縫中有缺陷,超聲波束就反射到探頭而被接受,這時熒光屏上就出現了反射波。根據這些反射波與正常波比較、鑒別,就可以確定缺陷的大小及位置。
超聲波探傷比X光照相簡便得多,因而得到廣泛應用。
但超聲波探傷往往只能憑操作經驗作出判斷,而且不能留下檢驗根據。
對于離焊縫表面不深的內部缺陷和表面極微小的裂紋,還可采用磁力探傷。
(三)水壓試驗和氣壓試驗
對于要求密封性的受壓容器,須進行水壓試驗和(或)進行氣壓試驗,以檢查焊縫的密封性和承壓能力。
其方法是向容器內注入1.2-1.5 倍工作壓力的清水或等于工作壓力的氣體(多數用空氣),停留一定的時間,然后觀察容器內的壓力下降情況,并在外部觀察有無滲漏現象,根據這些可評定焊縫是否合格。
(四)焊接試板的機械性能試驗
無損探傷可以發現焊縫內在的缺陷,但不能說明焊縫熱影響區的金屬的機械性能如何,因此有時對焊接接頭要作拉力、沖擊、彎曲等試驗。這些試驗由試驗板完成。
所用試驗板應與圓筒縱縫一起焊成,以保證施工條件一致,然后將試板進行機械性能試驗。實際生產中,一般只對新鋼種的焊接接頭進行這方面的試驗。焊接缺陷與檢驗 焊接缺陷 在焊接生產過程中,由于設計、工藝、操作中的各種因素的影響,往往會產生各種焊接缺陷。
焊接缺陷不僅會影響焊縫的美觀,還有可能減小焊縫的有效承載面積,造成應力集中引起斷裂,直接影響焊接結構使用的可靠性。
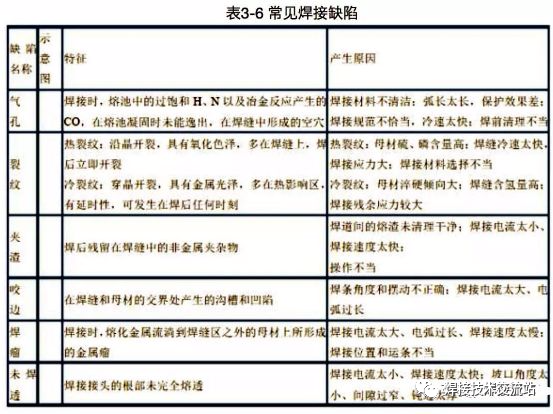
表3-6列出了常見的焊接缺陷及其產生的原因。
原文標題:焊接與無損檢測竟有千絲萬縷的聯系
文章出處:【微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
-
焊接
+關注
關注
38文章
3430瀏覽量
61545 -
容器
+關注
關注
0文章
512瀏覽量
22497 -
晶粒
+關注
關注
0文章
29瀏覽量
3943
原文標題:焊接與無損檢測竟有千絲萬縷的聯系
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
如何實現高品質PCB無缺陷焊接
如何克服電路板元件引腳焊接的缺陷

詳解錫膏工藝中的虛焊現象
激光焊接十大常見缺陷及解決方法
PCB焊接質量檢測
電子焊接的常見問題及解決方法
PCBA加工質量控制:如何識別與預防常見缺陷?
SMT貼片加工虛焊現象:原因分析與解決步驟全解析
PCB線路板常見缺陷原因分析:解鎖電路板制造的隱秘挑戰
HDI板盲孔制作常見缺陷及解決
冷裂紋和熱裂紋的區別是什么
冷裂紋產生的三大因素
PCBA焊接疑難解析:克服常見問題的有效策略
大研智造激光焊錫技術:無鉛手工焊接缺陷的優化方法"





 工商網監
工商網監
評論