") 史陶比爾快換頭的那些事.
史陶比爾快換頭的那些事.
說(shuō)到快換頭,這期我想說(shuō)的細(xì)一些.
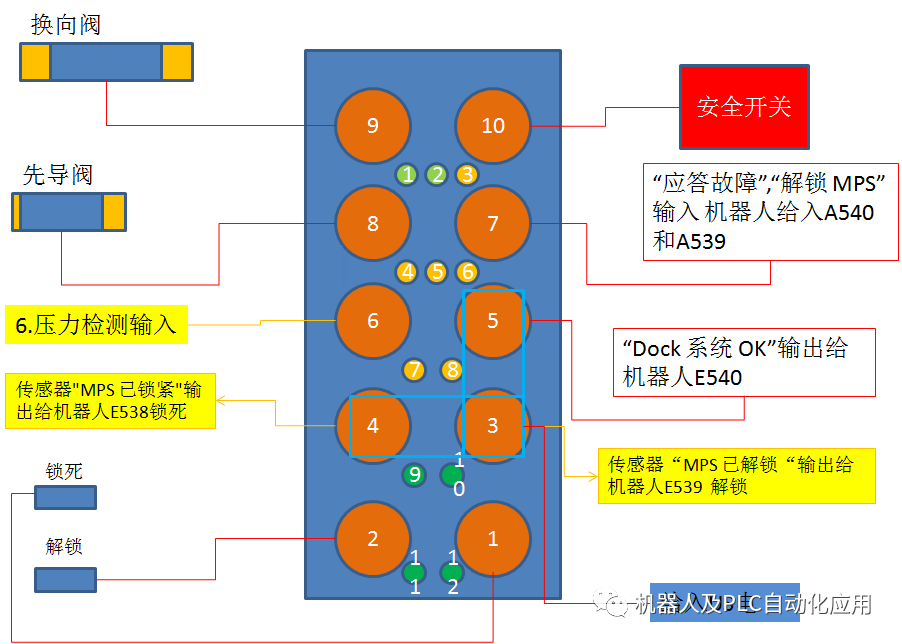
1.快換系統(tǒng):IO分配標(biāo)準(zhǔn): 537-544 A 539開(kāi)鎖 A 540 復(fù)位 E537快換頭上有件 E538快換頭鎖上,E539快換頭解鎖, E540快換設(shè)備準(zhǔn)備就緒.
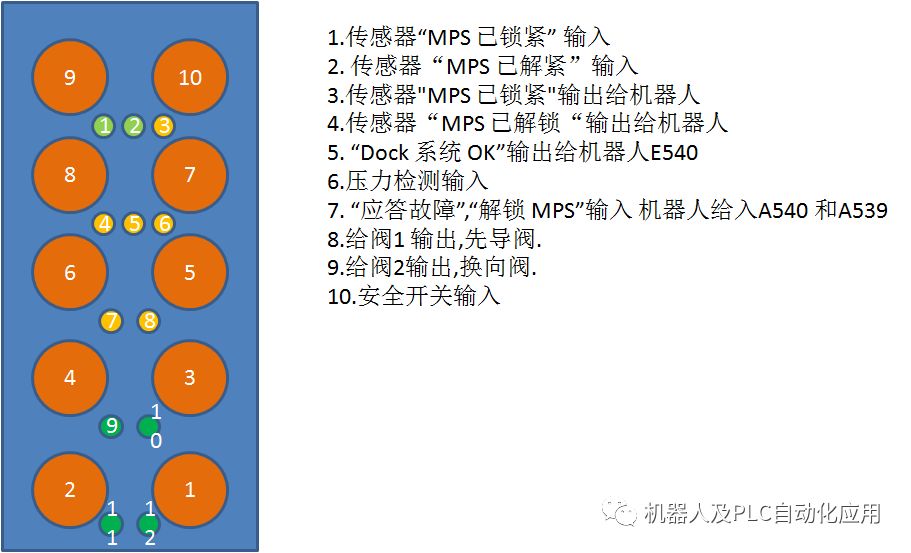
2.ISB200模塊說(shuō)明:
重新上電流程圖
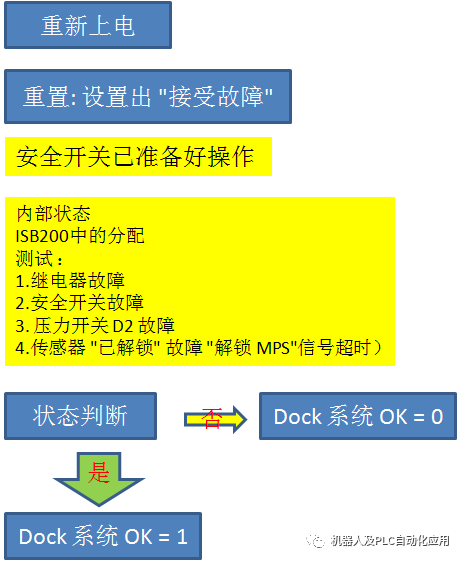
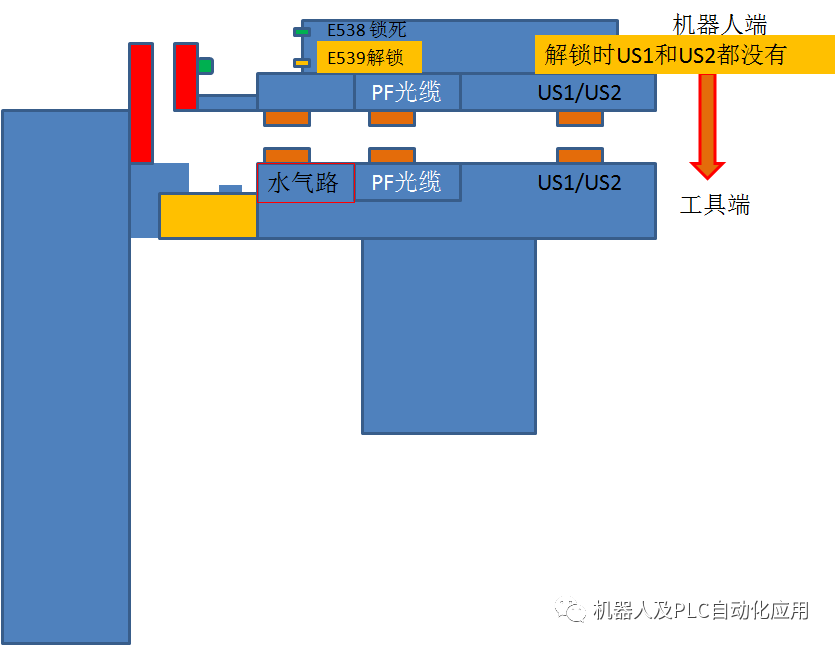
上電時(shí),“解鎖MPS”信號(hào)必須為低電平。停靠站上的安全開(kāi)關(guān)必須在“解鎖MPS”信號(hào)設(shè)定之前激活。
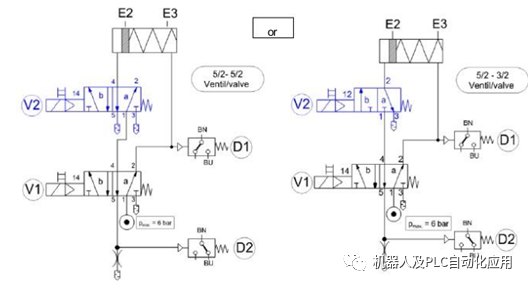
為了解鎖MPS(使用或不使用docked工具),必須激活安全開(kāi)關(guān)并設(shè)置“解鎖MPS”信號(hào)。閥1和閥2將通過(guò)內(nèi)部控制系統(tǒng)按順序啟動(dòng)。一旦壓力開(kāi)關(guān)D1檢測(cè)到“鎖緊”路徑有壓力降低,閥2將首先被激活.
根據(jù)安全開(kāi)關(guān)(已激活)的“解鎖MPS”信號(hào)的設(shè)定,系統(tǒng)將為傳感器的“MPS已解鎖”信號(hào)等待2秒鐘。如果兩秒鐘內(nèi)傳感器電位未被置為高電平,安全模塊將會(huì)識(shí)別為故障。
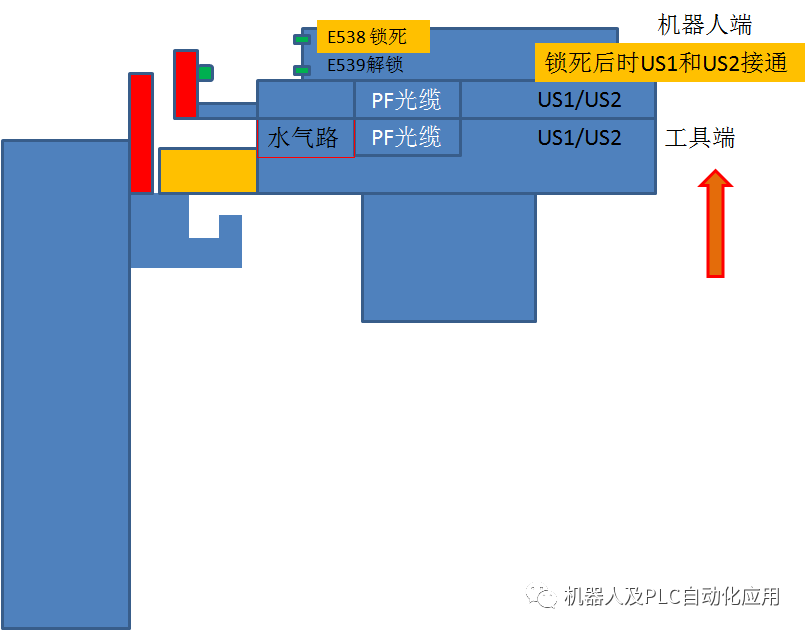
鎖緊過(guò)程中,壓力開(kāi)關(guān)將會(huì)監(jiān)控閥2。如果閥出現(xiàn)故障并保持在b支路,將通過(guò)閥的連接部釋放氣體。在史陶比爾ISB 標(biāo)準(zhǔn)版本中,當(dāng)工具及其安全開(kāi)關(guān)停靠之后,氣閥必須在下一個(gè)工具可以接近之前再次鎖緊。
接工具時(shí):
1.E540快換頭準(zhǔn)備就緒/沒(méi)有E540需要發(fā)出A540 進(jìn)行復(fù)位.當(dāng)安全開(kāi)關(guān)檢測(cè)到安全擋塊時(shí),才能執(zhí)行A539進(jìn)行解鎖,否則將沒(méi)有E540.
LIN VB=200[mm/s] VE=0% ACC=100% RobWzg=32 Base=0 SPSTrig=5[1/100s]P
6: SPSMAKRO422 = !E540 如果沒(méi)有E540需要發(fā)出A540 進(jìn)行復(fù)位
7: A539 = EIN 打開(kāi)換槍盤,解鎖
8: WARTE BIS !E538 & E539 & E540 & E547& !E548 & E551
2.E540快換頭準(zhǔn)備就緒/沒(méi)有E540需要發(fā)出A540 進(jìn)行復(fù)位.
當(dāng)安全開(kāi)關(guān)檢測(cè)到安全擋塊時(shí),關(guān)閉A539進(jìn)行鎖塊,否則將沒(méi)有E540
如果安全開(kāi)關(guān)沒(méi)有檢測(cè)到安全擋塊,則快換頭會(huì)自動(dòng)鎖死,且沒(méi)有E540
LIN VB=100[mm/s] VE=0% ACC=100% RobWzg=2 Base=0 SPSTrig=5[1/100s]P
3:TECH3_ PN-Docken ID-Nr =185 Zuschalten EIN 聯(lián)網(wǎng)焊槍
4: WARTE ( EIN ) ZEIT 10[1/10Sek] 可用來(lái)穩(wěn)定網(wǎng)絡(luò)
6: WARTE BIS E766 + E767 + E768 焊槍有反饋值
7: A715 = EIN A715激活焊槍控制使能
8: WARTE BIS E715 激活焊槍控制使能
9: A707 = AUS A707激活焊槍
10: WARTE BIS !E707 焊槍已經(jīng)激活
11: A715 = AUS
12: SPSMAKRO86 = !E714 焊槍尋參
3.E540快換頭準(zhǔn)備就緒/沒(méi)有E540需要發(fā)出A540 進(jìn)行復(fù)位.
當(dāng)安全開(kāi)關(guān)檢測(cè)到安全擋塊時(shí),關(guān)閉A539進(jìn)行鎖塊,否則將沒(méi)有E540
如果安全開(kāi)關(guān)沒(méi)有檢測(cè)到安全擋塊,則快換頭會(huì)自動(dòng)鎖死,且沒(méi)有E540
LIN VB=100[mm/s] VE=0% ACC=100% RobWzg=2 Base=0 SPSTrig=5[1/100s]P
3:TECH3_ PN-Docken ID-Nr =185 Zuschalten EIN 聯(lián)網(wǎng)焊槍
4: WARTE ( EIN ) ZEIT 10[1/10Sek] 可用來(lái)穩(wěn)定網(wǎng)絡(luò)
6: WARTE BIS E766 + E767 + E768 焊槍有反饋值
7: A715 = EIN A715激活焊槍控制使能
8: WARTE BIS E715 激活焊槍控制使能
9: A707 = AUS A707激活焊槍
10: WARTE BIS !E707 焊槍已經(jīng)激活
11: A715 = AUS
12: SPSMAKRO86 = !E714 焊槍尋參
審核編輯 :李倩
-
模塊
+關(guān)注
關(guān)注
7文章
2784瀏覽量
49718 -
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6761瀏覽量
111840
原文標(biāo)題:今天說(shuō)說(shuō)史陶比爾快換頭的那些事.
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
基本半導(dǎo)體亮相2025上海國(guó)際充換電與光儲(chǔ)充展覽會(huì)
基于中微愛(ài)芯AiP6301 MCU的電陶爐解決方案

創(chuàng)新伺服電機(jī)使用的多圈絕對(duì)式旋轉(zhuǎn)編碼器
光伏電站智能運(yùn)維系統(tǒng)解決電站運(yùn)維的那些頭疼事

京準(zhǔn)時(shí)鐘科普:關(guān)于北斗衛(wèi)星同步時(shí)鐘的那些事?
自動(dòng)快換助力協(xié)作機(jī)器人實(shí)現(xiàn)“彎道超車”
探索機(jī)器人快換盤技術(shù)的未來(lái)之路:智能化與協(xié)作的革新
機(jī)械手末端快換技術(shù):工業(yè)自動(dòng)化的強(qiáng)大新動(dòng)力
換電要被超快充淘汰了?
工業(yè)自動(dòng)化新紀(jì)元:揭秘機(jī)器人快換盤的高效工作原理
什么是機(jī)器人快換盤?
芯片設(shè)計(jì)流片、驗(yàn)證、成本的那些事

安森美SiC模塊,為可靠高效的換電站快充電路設(shè)計(jì)提供新靈感

領(lǐng)麥微W系列紅外測(cè)溫傳感器之電陶爐創(chuàng)新應(yīng)用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論