 電鍍的目的、組成及條件
電鍍的目的、組成及條件
電鍍
一、電鍍目的
1.鍍銅:打底用,增強電鍍層附著能力及抗蝕能力
2.鍍鎳:打底用,增強抗蝕能力
3.鍍金:改善導電接觸阻抗,增強訊號傳輸
4.鍍鈀鎳:改導電阻抗,增強訊號傳輸,耐磨性比金佳
5.鍍錫:增強焊接能力
電鍍流程(一般銅合金底材) **1~7需含水洗工程
1.脫脂:通常同時使用鹼性預備脫脂及電解脫脂
2.活化:使用稀硫酸或相關之混合酸(活化酸)
3.鍍鎳:金面電鍍,多數使用氨基磺酸鎳系,少數使用硫酸鎳系
4.鍍鈀鎳:選擇電鍍,目前多數為弱鹼氨系,少數為酸系
5.鍍金:選擇電鍍,有金鈷、金鎳、金鐵,一般使用金鈷系最多
6.鍍錫:金面或選擇電鍍,目前為烷基磺酸系,以純錫為主流,錫銅次之
7.防變色處理:針對錫鍍層使用,酸性居多,有浸泡及電解二種方法
8.乾燥:使用熱風循環烘乾
9.封孔處理:有使用水溶性及溶劑型兩種,以溶劑型效果較佳
二、電鍍藥水組成
1.純水:建議總不純物至少要低於5ppm(10μ s/cm以下)
2.金屬鹽:提供欲鍍金屬離子
3.陽極解離助劑:增進陽極解離速率
4.導電鹽:增進藥水導電度
5.添加劑(如緩沖劑、光澤劑、平滑劑、柔軟劑、濕潤劑、抗氧化劑……等)
三、電鍍條件
1.電流密度:單位電鍍面積下所承受之電流。通常電流密度越高膜厚越厚,但是過高時鍍層會燒焦粗糙
2.電鍍位置:鍍件在藥水中位置或與陽極相對應位置,會影響膜厚分布
3.攪拌狀況:攪拌效果越好,電鍍效率越好,有空氣、水流、陰極等攪拌方式
4.電流波形:有直流、正脈沖、雙向脈沖,通常濾波度越好,鍍層組織越均一
5.鍍液溫度:例如鍍金約5060℃,鍍鎳約5060℃,光澤錫約1525℃,霧錫約4060℃,鍍鈀鎳約45~55℃
6.鍍液PH值:例如鍍金約4.04.8,鍍鎳約3.84.4,鍍鹼鈀鎳約8.0~8.5
7.鍍液比重:基本上比重低,藥水導電差,電鍍效率差
四、電鍍厚度
在現今電子連接器端子之電鍍厚度的表示法有二種如下:
1. μ"(micro inch)微英寸,即是(10負6次方) inch,為業界間最普遍使用
2. μm(micro meter)微米,即是(10負6次方) M
*免責聲明:文章來源于網絡,如有爭議,請聯系客服。
審核編輯黃宇
-
電子元器件
+關注
關注
133文章
3453瀏覽量
107584 -
電鍍
+關注
關注
16文章
465瀏覽量
24532
發布評論請先 登錄
相關推薦
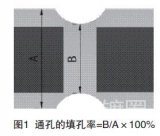
通孔電鍍填孔工藝研究與優化

半導體晶圓電鍍工藝要求是什么
BNC連接器電鍍技術知識講解

陶瓷基板脈沖電鍍孔技術的特點

電鍍膜的性能測試方法
電鍍工藝流程詳解 電鍍技術在工業中的應用
HDI板電鍍與堆疊過程
電源整流器對電鍍的影響
探秘PCB埋孔電鍍,提升電路性能新路徑
振蕩器的起振條件和平衡條件

RFID射頻識別在工廠電鍍掛具管理中的應用
弘裕電鍍:精密連接器表面處理電鍍之貴金屬的作用






 工商網監
工商網監
評論