") 用三菱PLC控制機(jī)械手實(shí)例
用三菱PLC控制機(jī)械手實(shí)例
大家好,今天小阿暢為大家?guī)淼氖侨?a href="http://m.xsypw.cn/v/tag/323/" target="_blank">PLC控制機(jī)械手的一個實(shí)例,快來一起看看吧!
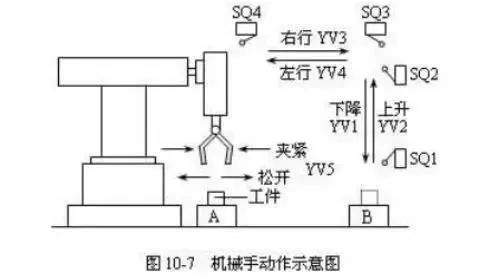
氣動機(jī)械手動作示意圖,其功能是將工件從A處移送到B處。氣動機(jī)械手的升降和左右移行分別使用了雙線圈的電磁閥,在某方向的驅(qū)動線圈失電時能保持在原位,必須驅(qū)動反方向的線圈才能反向運(yùn)動。
上升、下降對應(yīng)的電磁閥線圈分別是YV2、YV1,右行、左行對應(yīng)的電磁閥線圈分別是YV3、YV4。機(jī)械手的夾鉗使用單線圈電磁閥YV5,線圈通電時夾緊工件,斷電時松開工件。
通過設(shè)置限位開關(guān)SQ1、SQ2、SQ3、SQ4分別對機(jī)械手的下降、上升、右行、左行進(jìn)行限位,而夾鉗不帶限位開關(guān),它是通過延時1.7s來表示夾緊、松開動作的完成的。如下圖所示
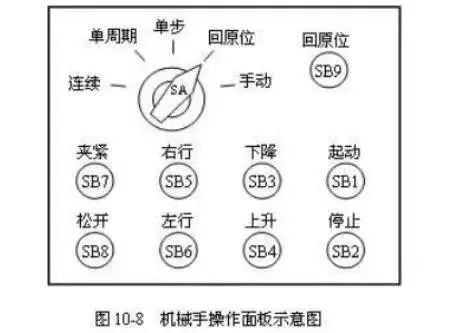
如圖10-8所示為機(jī)械手的操作面板,機(jī)械手能實(shí)現(xiàn)手動、回原位、單步、單周期和連續(xù)等五種工作方式。手動工作方式時,用各按鈕的點(diǎn)動實(shí)現(xiàn)相應(yīng)的動作;回原位工作方式時,按下“回原位”按鈕,則機(jī)械手自動返回原位;單步工作方式時,每按一次起動按鈕,機(jī)械手向前執(zhí)行一步;選擇單周期工作方式時,每按一次起動按鈕,機(jī)械手只運(yùn)行一個周期就停下;連續(xù)工作方式時,機(jī)械手在原位,只要按下起動按鈕,機(jī)械手就會連續(xù)循環(huán)動作,直到按下停止按鈕,機(jī)械手才會最后運(yùn)行到原位并停下;而在傳送工件的過程中,機(jī)械手必須升到最高位置才能左右移動,以防止機(jī)械手在較低位置運(yùn)行時碰到其它工件。
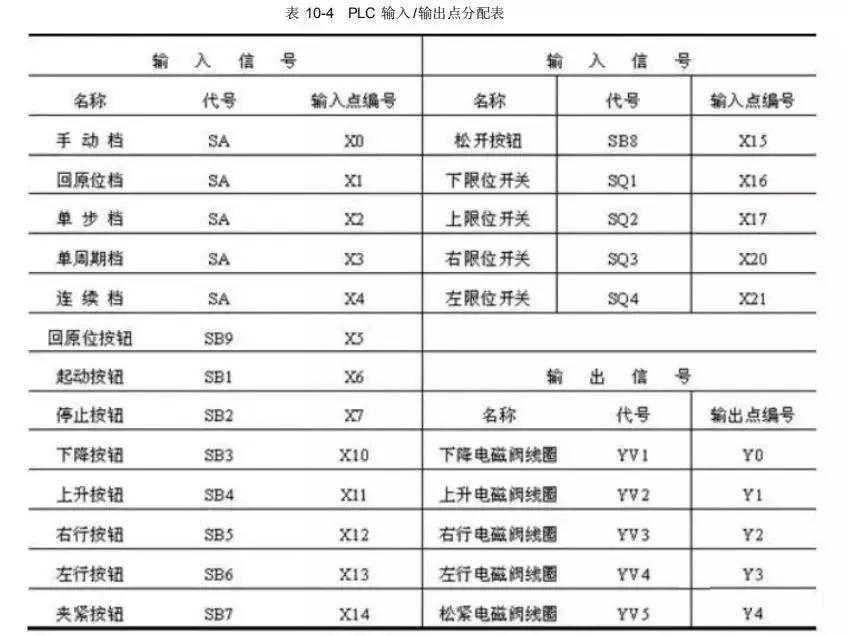
分配輸入/輸出點(diǎn)
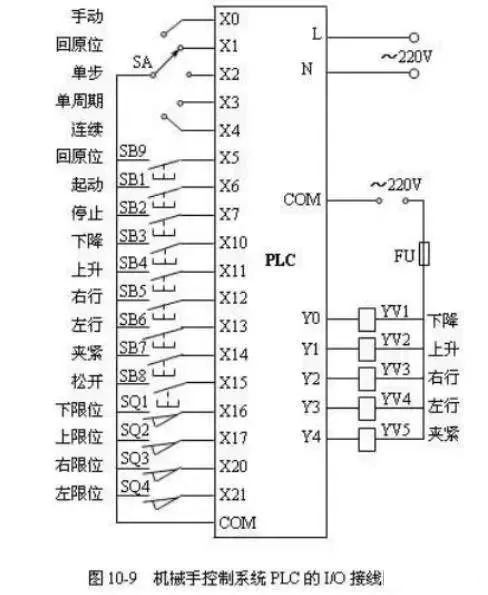
PLC接線圖
程序設(shè)計(jì)
1、基本指令編程
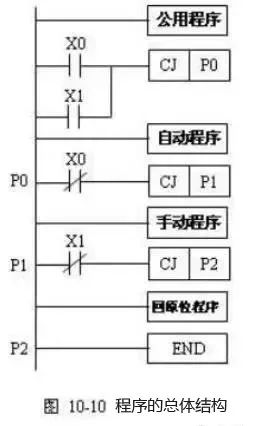
機(jī)械手系統(tǒng)的程序總體結(jié)構(gòu)如圖10-10所示,分為公用程序、自動程序、手動程序和回原位程序等四部分。其中自動程序包括單步、單周期和連續(xù)運(yùn)行的程序,因它們的工作順序相同,所以可將它們合編在一起。CJ(FNC00)是條件跳轉(zhuǎn)應(yīng)用指令(詳情見項(xiàng)目十二),指針標(biāo)號P□是其操作數(shù)。
該指令用于某種條件下跳過CJ指令和指針標(biāo)號之間的程序,從指針標(biāo)號處繼續(xù)執(zhí)行,以減少程序執(zhí)行時間。如果選擇“手動”工作方式,即X0為ON,X1為OFF,則PLC執(zhí)行完公用程序后,將跳過自動程序到P0處,由于X0動斷觸點(diǎn)斷開,所以直接執(zhí)行“手動程序”。由于P1處的X1的動斷觸點(diǎn)閉合,所以又跳過回原位程序到P2處。
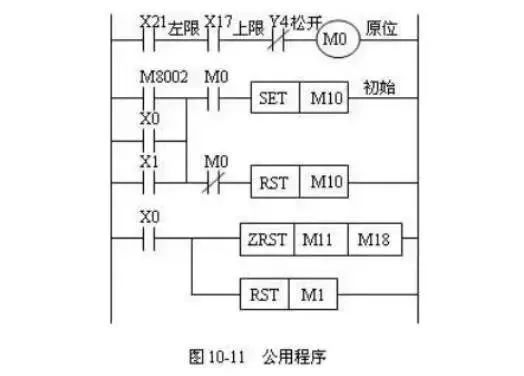
如果選擇“回原位”工作方式,同樣只執(zhí)行公用程序和回原位程序。如果選擇“單步”或“連續(xù)”方式,則只執(zhí)行公用程序和自動程序。公用程序如圖10-11所示,當(dāng)Y4復(fù)位(即松緊電磁閥松開)、左限位X21和上限位X17接通時,輔助繼電器M0變?yōu)镺N,表示機(jī)械手在原位。
這時,如果開始執(zhí)行用戶程序(M8002為ON)、系統(tǒng)處于手動或回原位狀態(tài)(X0或X1為ON),那么初始步對應(yīng)的M10被置位,為進(jìn)入單步、單周期、連續(xù)工作方式作好準(zhǔn)備。
如果M0為OFF,M10被復(fù)位,系統(tǒng)不能進(jìn)入單步、單周期、連續(xù)工作方式。圖中的指令ZRST(FNC40)是成批復(fù)位的應(yīng)用指令,當(dāng)X0為ON時,對M11~M18的輔助繼電器復(fù)位,以防止系統(tǒng)從自動方式轉(zhuǎn)換到手動方式,再返回自動方式時出現(xiàn)兩種不同的活動步。
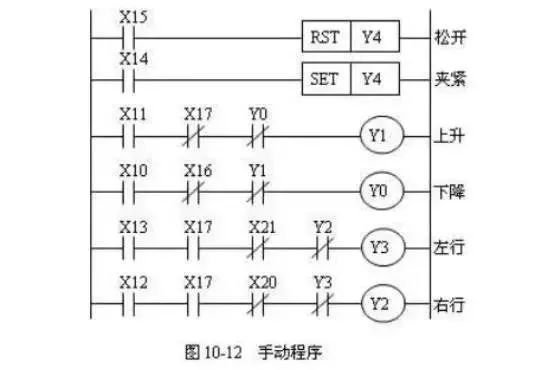
手動程序如圖10-12所示,用X10~X15對應(yīng)機(jī)械手的上下左右移行和夾鉗松緊的按鈕。按下不同的按鈕,機(jī)械手執(zhí)行相應(yīng)的動作。在左、右移行的程序中串聯(lián)上限位置開關(guān)的動合觸點(diǎn)是為了避免機(jī)械手在較低位置移行時碰撞其它工件。為保證系統(tǒng)安全運(yùn)行,程序之間還進(jìn)行了必要的聯(lián)鎖。
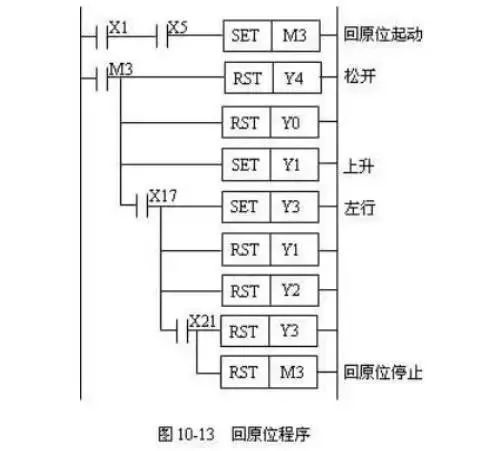
如圖10-13所示為回原位程序,在系統(tǒng)處于回原位工作狀態(tài)時,按下回原位按鈕(X5為ON),M3變?yōu)镺N,機(jī)械手松開和上升,當(dāng)升到上限位(X17變?yōu)镺N),機(jī)械手左行,直到移至左限位(X21變?yōu)镺N)才停止,并且M3復(fù)位。
自動程序如圖10-14所示,系統(tǒng)工作為單步方式時,X2為ON,其動斷觸點(diǎn)斷開,輔助繼電器一般情況下M2為OFF。X3、X4都為OFF,“單周期”和“連續(xù)”工作方式被禁止。假設(shè)系統(tǒng)處于初始狀態(tài),M10為ON,當(dāng)按下起動按鈕X6時,M2變?yōu)镺N,使M11為ON,Y0線圈得電,機(jī)械手下降。放開起動按鈕后,M2立即變?yōu)镺FF。
當(dāng)機(jī)械手下降到下限位時,與Y0線圈串聯(lián)的X16動斷觸點(diǎn)斷開,Y0線圈失電,機(jī)械手停止下降。此時,M11、X16均為ON,其動合觸點(diǎn)接通,再按下起動按鈕X6時,M2又變?yōu)镺N,M12得電并自保持,機(jī)械手進(jìn)入夾緊狀態(tài),同時M11也變?yōu)镺FF。在完成某一步的動作后,必須按一次起動按鈕,系統(tǒng)才能進(jìn)入下一步。
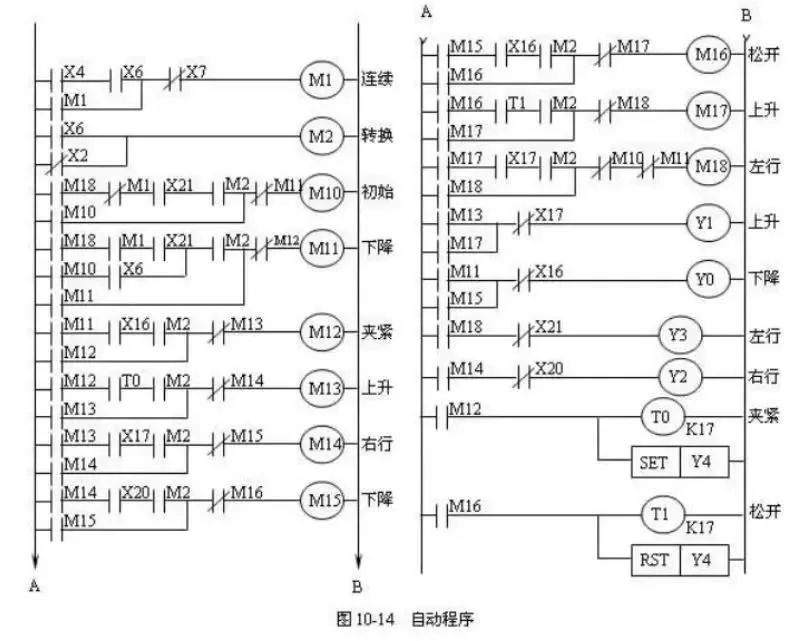
如果選擇的是單周期工作方式,此時X3為ON,X2的動斷觸點(diǎn)接通,M2為ON,允許轉(zhuǎn)換。
在初始步時按下起動按鈕X6,在M11電路中,因M10、X6、M2的動合觸點(diǎn)和M12的動斷觸點(diǎn)都接通,所以M11變?yōu)镺N,Y0也變?yōu)镺N,機(jī)械手下降。當(dāng)機(jī)械手碰到下限位開關(guān)X16時停止下降,M12變?yōu)镺N,Y4也變?yōu)镺N,機(jī)械手進(jìn)入夾緊狀態(tài),經(jīng)過1.7s后,機(jī)械手夾緊工件開始上升。這樣,系統(tǒng)就會按工序一步一步向前運(yùn)行。當(dāng)機(jī)械手在M18步返回原位時,X4為OFF,其動合觸點(diǎn)斷開,此時不是連續(xù)工作方式,因此機(jī)械手不會連續(xù)運(yùn)行。
系統(tǒng)處于連續(xù)方式時,X4為ON,它的動合觸點(diǎn)閉合,在初始步時按下起動按鈕X6,M1得電自保持,選擇連續(xù)工作方式,其它工作過程與單周期方式相同。按下停止按鈕X7后,M1變?yōu)镺FF,但系統(tǒng)不會立即停下,在完成當(dāng)前的工作周期后,機(jī)械手最終停在原位。
2、基本指令配合步進(jìn)指令的編程方法
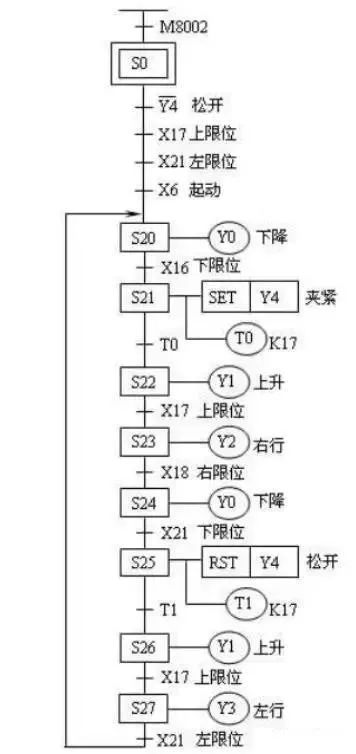
運(yùn)用步進(jìn)指令編寫機(jī)械手順序控制的程序比用基本指令更容易、更直觀。在機(jī)械手的控制系統(tǒng)中,手動和回原位工作方式用基本指令很容易實(shí)現(xiàn),這里不重復(fù)。只介紹圖10-15所示的順序功能圖,該圖實(shí)現(xiàn)了機(jī)械手的自動連續(xù)運(yùn)行。圖中特殊輔助繼電器M8002僅在運(yùn)行開始時接通。S0為初始狀態(tài),對應(yīng)回原位的程序。
在選定連續(xù)工作方式后,X4為ON,按下回原位按鈕X5,能保證機(jī)械手的初始狀態(tài)在原位。當(dāng)機(jī)械手在原位時,夾鉗松開Y4為OFF,上限位X17、左限位X21都為ON,這時按下起動按鈕X6,狀態(tài)由S0轉(zhuǎn)換到S20,Y0線圈得電,機(jī)械手下降。當(dāng)機(jī)械手碰到下限位開關(guān)X16時,X16變?yōu)镺N,狀態(tài)由S20轉(zhuǎn)換為S21,Y0線圈失電,機(jī)械手停止下降,Y4被置位,夾鉗開始夾持,定時器T0啟動,經(jīng)過1.7s后,定時器的觸頭接通,狀態(tài)由S21轉(zhuǎn)換為S22,機(jī)械手上升。
系統(tǒng)如此一步一步按順序運(yùn)行。當(dāng)機(jī)械手返回到原位時X21變?yōu)镺N,狀態(tài)由S27轉(zhuǎn)換為S0,機(jī)械手自動進(jìn)入新的一次運(yùn)行過程。因此機(jī)械手能自動連續(xù)運(yùn)行。從圖10-15所示的順序功能圖中可以看出,每一狀態(tài)繼電器都對應(yīng)機(jī)械手的一個工序,只要弄清工序之間的轉(zhuǎn)換條件及轉(zhuǎn)移方向就很容易、很直觀的畫出順序功能圖。其對應(yīng)的步進(jìn)指令梯形圖也很容易畫出。
3、基本指令、初始狀態(tài)指令和步進(jìn)指令配合的編程方法
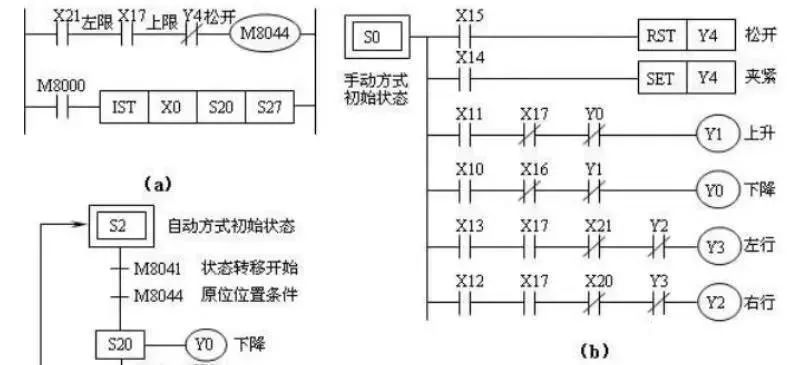
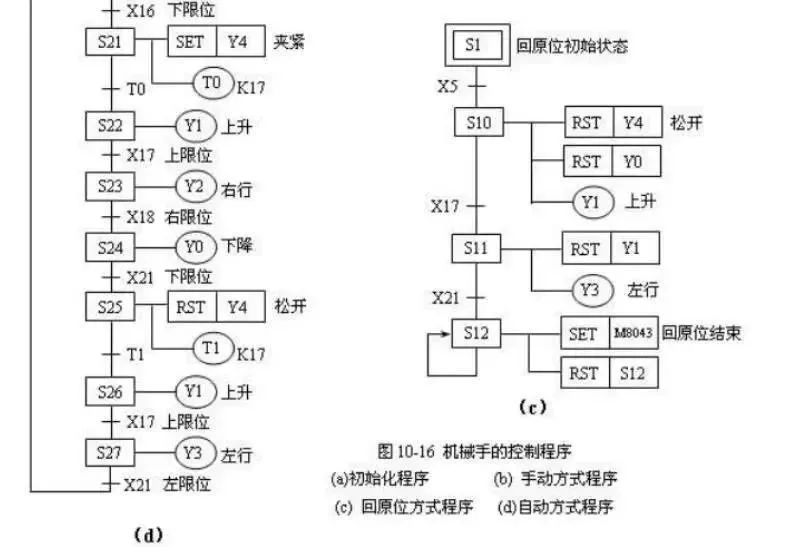
初始狀態(tài)指令順序控制的程序如圖10-16所示。圖(a)為初始化程序,它保證了機(jī)械手必須在原位才能進(jìn)入自動工作方式。圖(b)為手動方式程序,機(jī)械手的夾緊、放松及上下左右移行由相應(yīng)的按鈕完成。在圖(c)回原位方式程序中,只需按下回原位按鈕即可。
圖中除初始狀態(tài)繼電器外,其它狀態(tài)繼電器應(yīng)使用回零狀態(tài)繼電器S10~S19。圖(d)為自動方式程序,M8041和M8044都是在初始化程序中設(shè)定的,在程序運(yùn)行中不再改變。
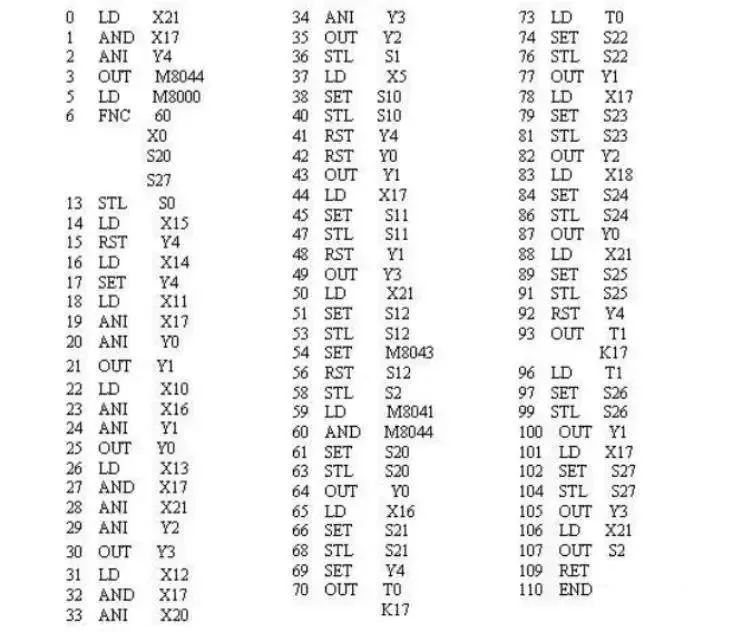
下面是圖10-16對應(yīng)的語句表程序。
這篇內(nèi)容到這里就結(jié)束啦,大家覺得這個實(shí)例實(shí)用嗎?快點(diǎn)擊留言告訴小編吧!
審核編輯:湯梓紅
-
線圈
+關(guān)注
關(guān)注
14文章
1844瀏覽量
45231 -
plc
+關(guān)注
關(guān)注
5031文章
13781瀏覽量
472482 -
電磁閥
+關(guān)注
關(guān)注
14文章
516瀏覽量
32259 -
三菱
+關(guān)注
關(guān)注
32文章
816瀏覽量
43335 -
機(jī)械手
+關(guān)注
關(guān)注
7文章
344瀏覽量
30230
原文標(biāo)題:用三菱PLC控制機(jī)械手實(shí)例
文章出處:【微信號:工控PLC學(xué)習(xí),微信公眾號:工控PLC學(xué)習(xí)】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論