") KUKA 機(jī)器人電伺服焊鉗配置
KUKA 機(jī)器人電伺服焊鉗配置
可以通過目錄管理單獨添加SGB選件包中未包括的目錄元素。 必須添加目錄元素“ VW_SGB”。 通過文件插入合適的鉗子→目錄管理 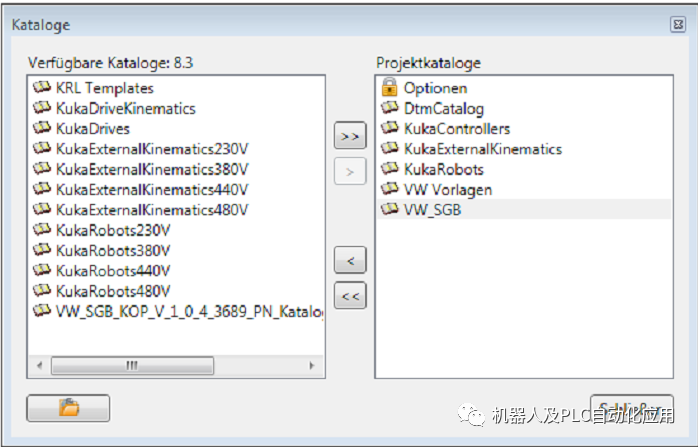 通過拖放將鉗子電機(jī)從目錄插入項目中。該名稱通常對應(yīng)于硬件上的名稱(請注意銘牌)
通過拖放將鉗子電機(jī)從目錄插入項目中。該名稱通常對應(yīng)于硬件上的名稱(請注意銘牌) 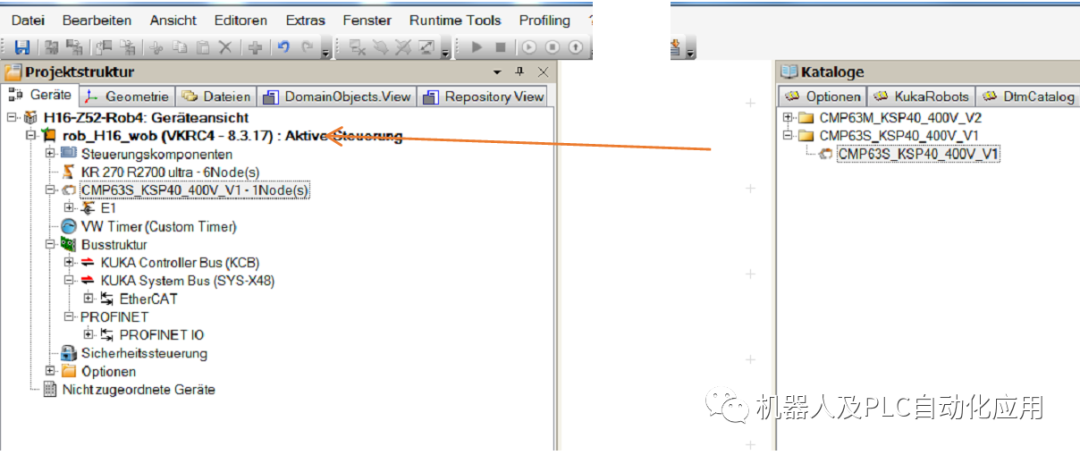 根據(jù)配置,將鉗子懸掛在單元配置中的機(jī)器人法蘭上。
根據(jù)配置,將鉗子懸掛在單元配置中的機(jī)器人法蘭上。 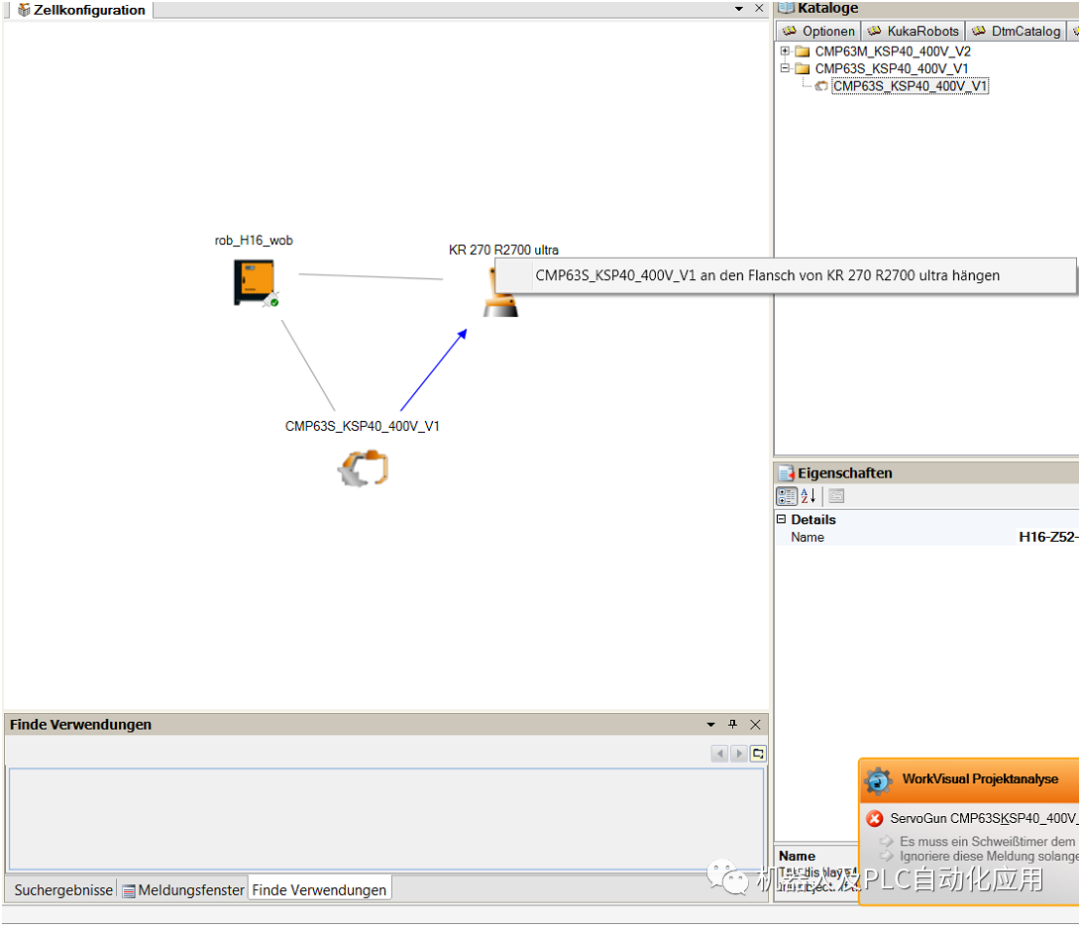 機(jī)器人制鉗的電路如下:
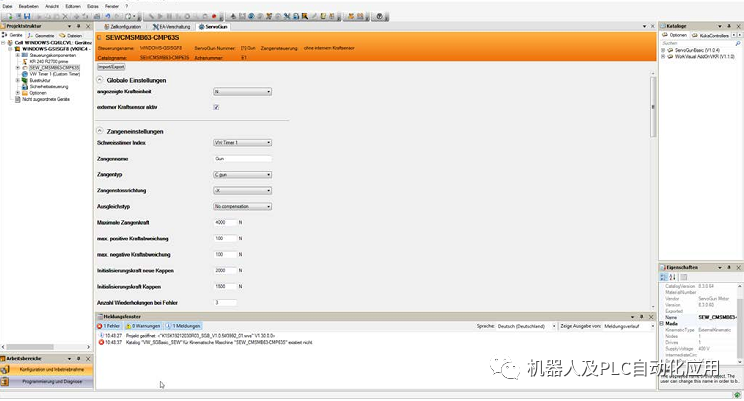
機(jī)器人制鉗的電路如下: 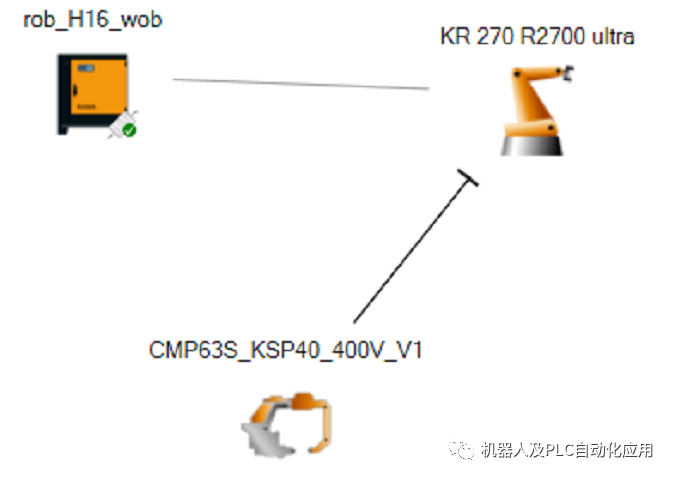 配置焊槍信號 必須配置來自焊槍的多個信號。雙擊鉗子并選擇中間顯示窗口中的選項卡“ServoGun”。 可以使用以下信號:更改: 外力傳感器激活:如果未使用KUKA力傳感器,則取下掛鉤 選擇鉗子類型:C槍或X槍 補償類型:如果使用氣動A補償,請選擇“空氣補償”,并在“PLC輸出”下為“補償氣缸1”配置正確的輸出指標(biāo)。 輸入最大夾緊力 輸入最大消耗量 將VW焊接控制器插入WorkVisual項目 如果安裝了KOP,則焊接計時器位于目錄中的“選項”選項卡下。將相應(yīng)的焊接計時器拖放到項目中。 默認(rèn)情況下,以下計時器可用,并且必須根據(jù)系統(tǒng)中可用的硬件使用: 大眾定時器:基于PSI6xxx.201專門設(shè)計的定時器大眾。 在此計時器中,EA已經(jīng)為項目中配置的第一個計時器預(yù)設(shè),不再需要調(diào)整。如果在一個項目中實施了多個計時器,則必須手動調(diào)整EA區(qū)域。 該定時器可用于所有具有符合大眾集團(tuán)標(biāo)準(zhǔn)的接口的焊接定時器。 自定義計時器:客戶可用的“空”計時器。如果沒有使用前面描述的計時器,則必須由客戶配置自定義計時器。 焊接計時器不必明確連接,但必須設(shè)置在鉗子的相應(yīng)配置中,如本文檔的后續(xù)課程所示。
配置焊槍信號 必須配置來自焊槍的多個信號。雙擊鉗子并選擇中間顯示窗口中的選項卡“ServoGun”。 可以使用以下信號:更改: 外力傳感器激活:如果未使用KUKA力傳感器,則取下掛鉤 選擇鉗子類型:C槍或X槍 補償類型:如果使用氣動A補償,請選擇“空氣補償”,并在“PLC輸出”下為“補償氣缸1”配置正確的輸出指標(biāo)。 輸入最大夾緊力 輸入最大消耗量 將VW焊接控制器插入WorkVisual項目 如果安裝了KOP,則焊接計時器位于目錄中的“選項”選項卡下。將相應(yīng)的焊接計時器拖放到項目中。 默認(rèn)情況下,以下計時器可用,并且必須根據(jù)系統(tǒng)中可用的硬件使用: 大眾定時器:基于PSI6xxx.201專門設(shè)計的定時器大眾。 在此計時器中,EA已經(jīng)為項目中配置的第一個計時器預(yù)設(shè),不再需要調(diào)整。如果在一個項目中實施了多個計時器,則必須手動調(diào)整EA區(qū)域。 該定時器可用于所有具有符合大眾集團(tuán)標(biāo)準(zhǔn)的接口的焊接定時器。 自定義計時器:客戶可用的“空”計時器。如果沒有使用前面描述的計時器,則必須由客戶配置自定義計時器。 焊接計時器不必明確連接,但必須設(shè)置在鉗子的相應(yīng)配置中,如本文檔的后續(xù)課程所示。 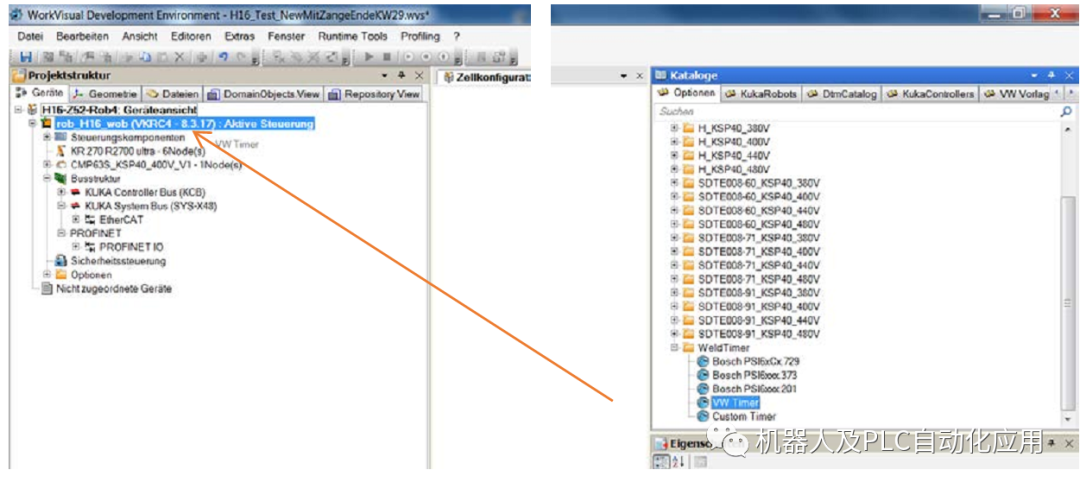 然后必須將計時器分配給鉗子。雙擊鉗子并選擇中間顯示窗口中的ServoGun選項卡。通過選擇字段“焊接計時器索引”為所選鉗子選擇適當(dāng)?shù)暮附佑嫊r器。
然后必須將計時器分配給鉗子。雙擊鉗子并選擇中間顯示窗口中的ServoGun選項卡。通過選擇字段“焊接計時器索引”為所選鉗子選擇適當(dāng)?shù)暮附佑嫊r器。 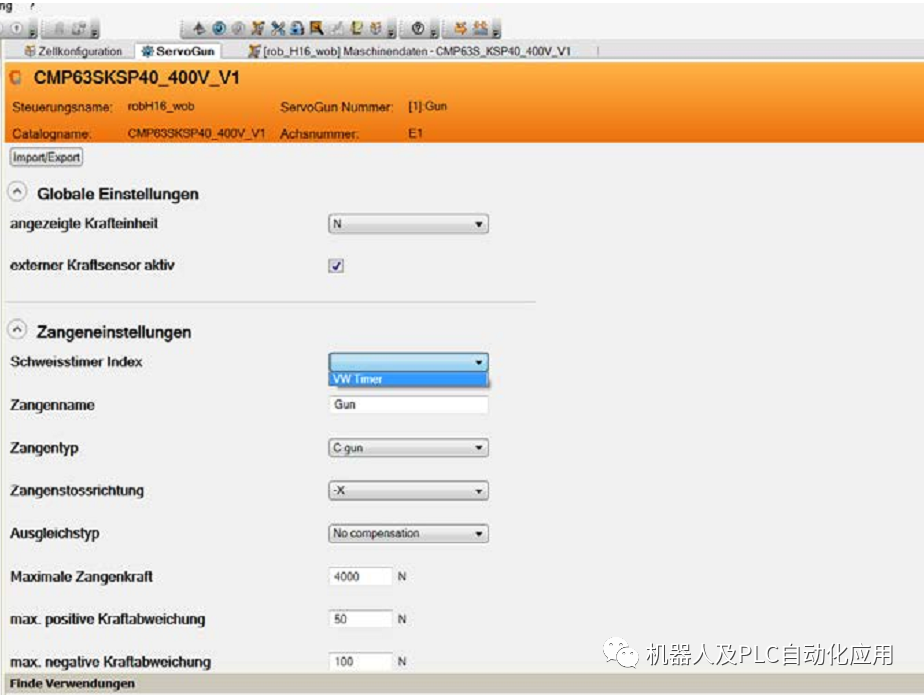 Profinet的總線連接仍必須在總線結(jié)構(gòu)中進(jìn)行配置。下圖顯示了整個項目結(jié)構(gòu)作為一個示例。根據(jù)所使用的組件,該結(jié)構(gòu)與此表示不同,僅用作指示。
Profinet的總線連接仍必須在總線結(jié)構(gòu)中進(jìn)行配置。下圖顯示了整個項目結(jié)構(gòu)作為一個示例。根據(jù)所使用的組件,該結(jié)構(gòu)與此表示不同,僅用作指示。 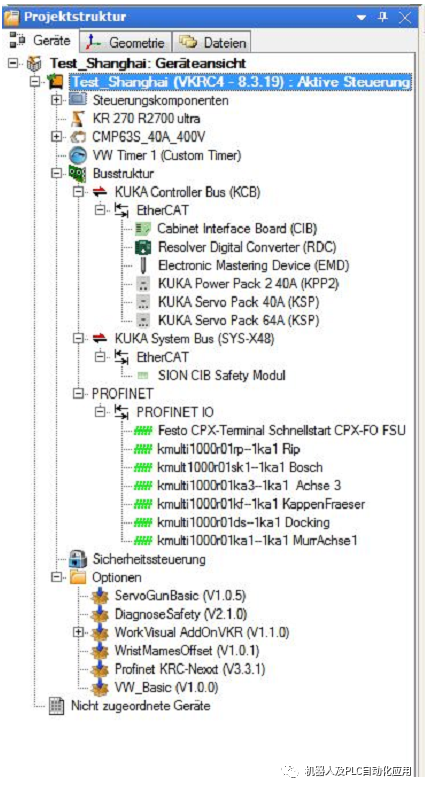 后臺進(jìn)程-配置I/O
后臺進(jìn)程-配置I/O 
 在頂部菜單中選擇ServoGun編輯器
在頂部菜單中選擇ServoGun編輯器 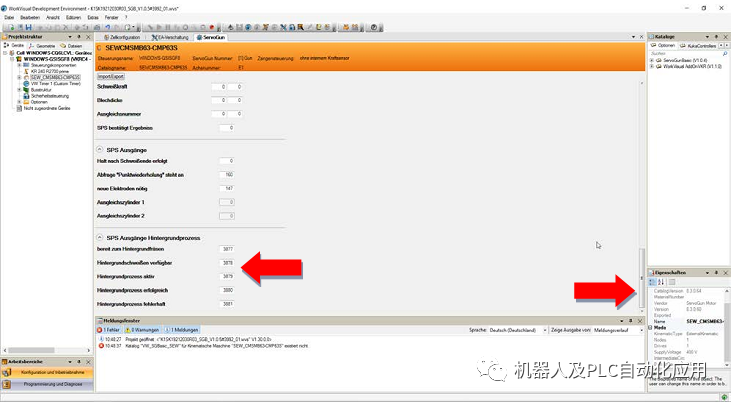 -在ServoGun編輯器中向下滾動 -在菜單“PLC輸出后臺處理”中,配置輸出 上床項目 -如果在WoV中進(jìn)行了所有必要的設(shè)置,則可以通過單擊相應(yīng)的按鈕生成代碼。成功生成代碼后(注意消息窗口),可以通過“安裝”按鈕將項目轉(zhuǎn)移到控制器。
-在ServoGun編輯器中向下滾動 -在菜單“PLC輸出后臺處理”中,配置輸出 上床項目 -如果在WoV中進(jìn)行了所有必要的設(shè)置,則可以通過單擊相應(yīng)的按鈕生成代碼。成功生成代碼后(注意消息窗口),可以通過“安裝”按鈕將項目轉(zhuǎn)移到控制器。  成功安裝項目后,ServoGun選項也會安裝在控制器上,可以在“幫助”→“信息”→“注冊選項”下進(jìn)行檢查。
成功安裝項目后,ServoGun選項也會安裝在控制器上,可以在“幫助”→“信息”→“注冊選項”下進(jìn)行檢查。 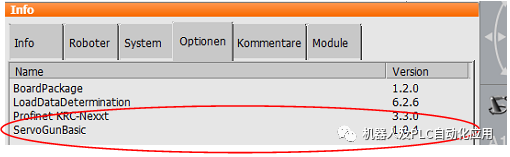 ? 進(jìn)行焊槍零點標(biāo)定
? 進(jìn)行焊槍零點標(biāo)定
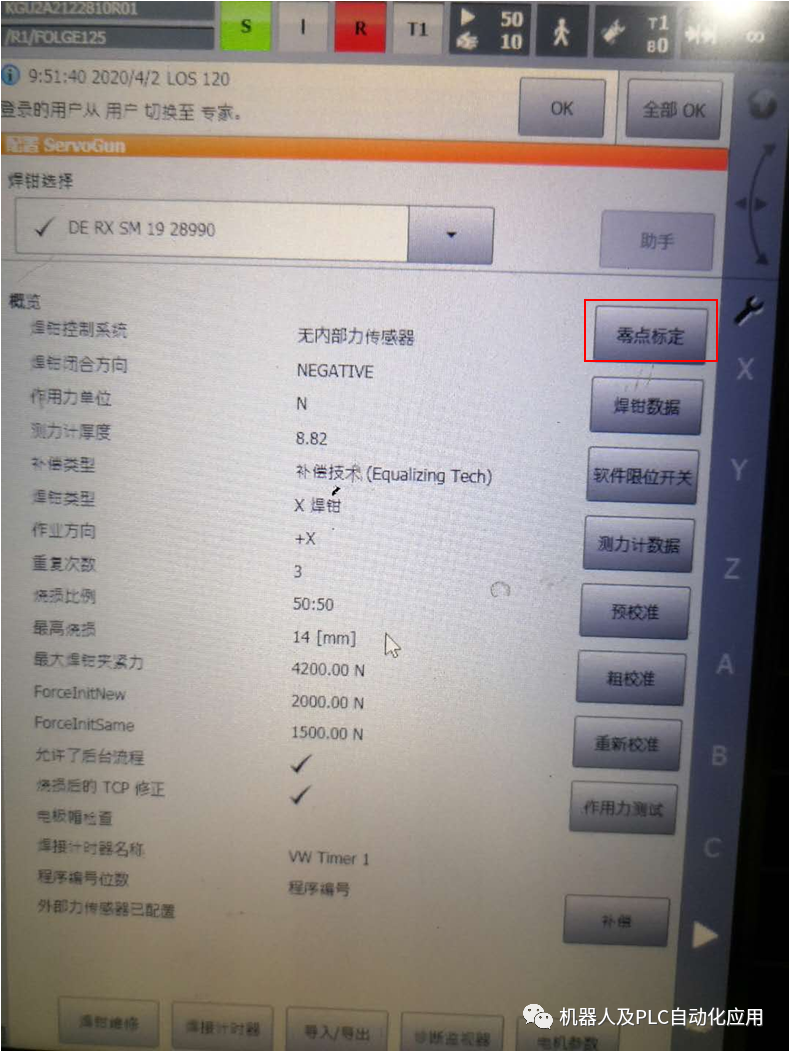
焊鉗開口調(diào)成5mm開口大小,然后點“刪除零點”之后重新校正 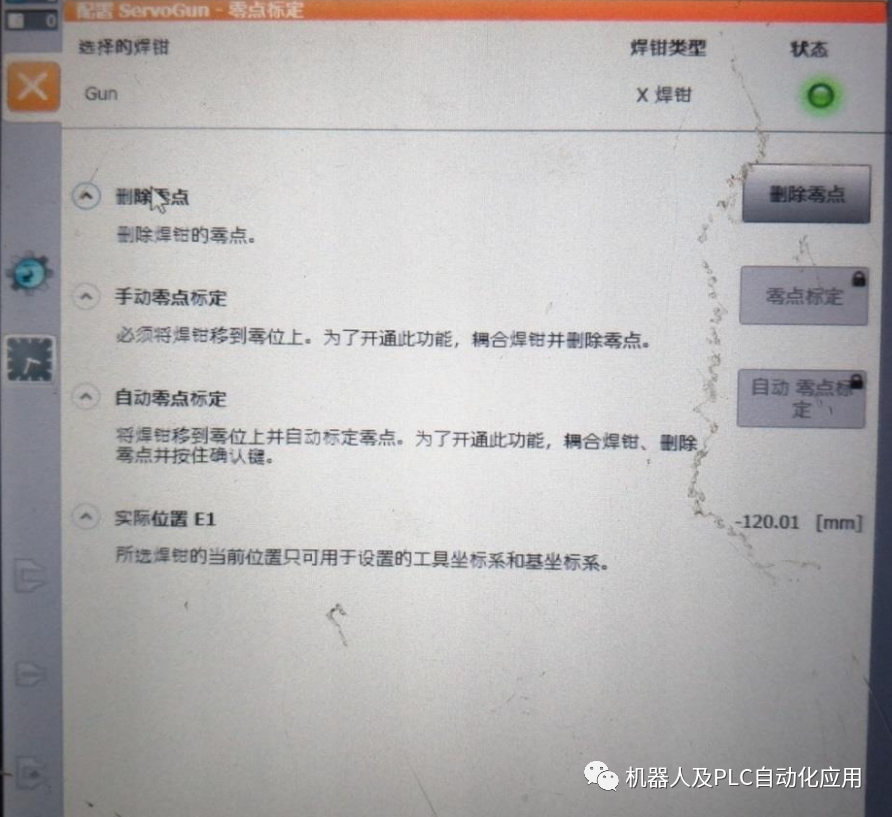 ? 標(biāo)定零點可以手動也可自動? ? 手動標(biāo)定:更換新電極帽,目檢電極帽合攏到稍微接觸的狀態(tài),標(biāo)定為零點即可? ? 自動標(biāo)定:槍口不易開口太大(合攏速度慢),按住使能按鈕,點擊自動零點標(biāo)定,槍口會緩慢自動合攏,自動標(biāo)定零點? ?1. 手動閉合卡鉗,直到電極稍微接觸。 可通過目檢確定電極是否稍微接觸,或者用一個紙條放在電極之間。(閉合卡鉗,直到紙條稍微夾住。) 2. 在主菜單中選擇 配置 > ServoGun。 配置插件打開。 3. 選擇要標(biāo)定零點的焊鉗。 4. 選擇 零點標(biāo)定。 5. 為手動零點標(biāo)定選擇 零點標(biāo)定。 自動零點標(biāo)定沒有手動零點標(biāo)定精確。 ? 在頁面 零點標(biāo)定 上為自動零點標(biāo)定選擇選項 自動 零點標(biāo)定。將焊鉗移到零位上并自動標(biāo)定零點。 關(guān)于焊接調(diào)點 每次要記錄焊點的時候,焊槍靜極臂貼在板件上,按左邊的18快捷鍵,焊槍會夾緊后再打開一下,這個時候記錄坐標(biāo)。 此過程是焊槍學(xué)習(xí)板件厚度和開口大小的過程,調(diào)每一個焊點的時候都需要teach一下。
? 標(biāo)定零點可以手動也可自動? ? 手動標(biāo)定:更換新電極帽,目檢電極帽合攏到稍微接觸的狀態(tài),標(biāo)定為零點即可? ? 自動標(biāo)定:槍口不易開口太大(合攏速度慢),按住使能按鈕,點擊自動零點標(biāo)定,槍口會緩慢自動合攏,自動標(biāo)定零點? ?1. 手動閉合卡鉗,直到電極稍微接觸。 可通過目檢確定電極是否稍微接觸,或者用一個紙條放在電極之間。(閉合卡鉗,直到紙條稍微夾住。) 2. 在主菜單中選擇 配置 > ServoGun。 配置插件打開。 3. 選擇要標(biāo)定零點的焊鉗。 4. 選擇 零點標(biāo)定。 5. 為手動零點標(biāo)定選擇 零點標(biāo)定。 自動零點標(biāo)定沒有手動零點標(biāo)定精確。 ? 在頁面 零點標(biāo)定 上為自動零點標(biāo)定選擇選項 自動 零點標(biāo)定。將焊鉗移到零位上并自動標(biāo)定零點。 關(guān)于焊接調(diào)點 每次要記錄焊點的時候,焊槍靜極臂貼在板件上,按左邊的18快捷鍵,焊槍會夾緊后再打開一下,這個時候記錄坐標(biāo)。 此過程是焊槍學(xué)習(xí)板件厚度和開口大小的過程,調(diào)每一個焊點的時候都需要teach一下。 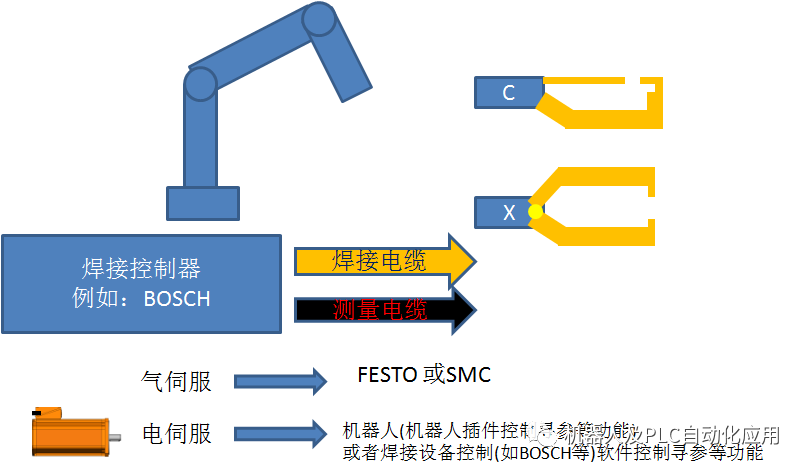 KUKA機(jī)器人組態(tài)電伺服焊鉗,使用軟件插件 "SERVOGUN.BASIC"
KUKA機(jī)器人組態(tài)電伺服焊鉗,使用軟件插件 "SERVOGUN.BASIC" 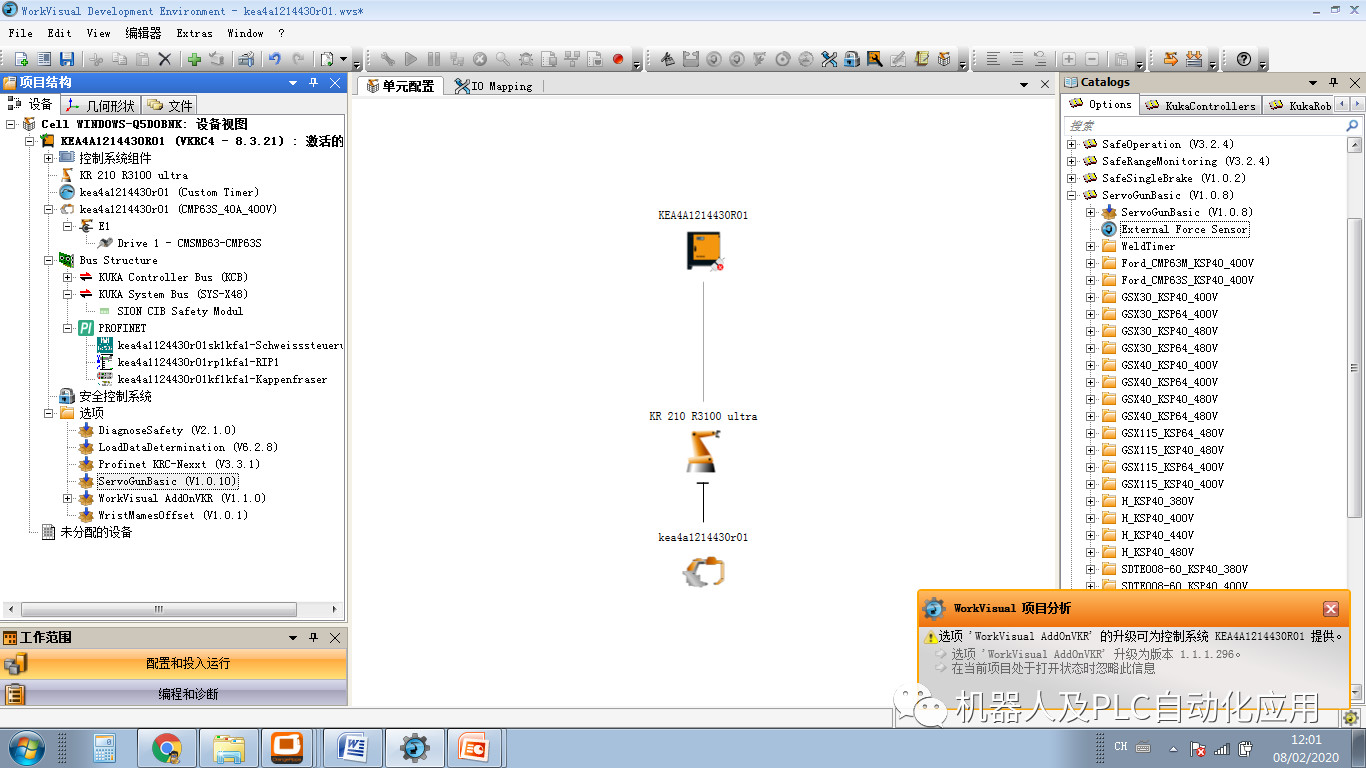
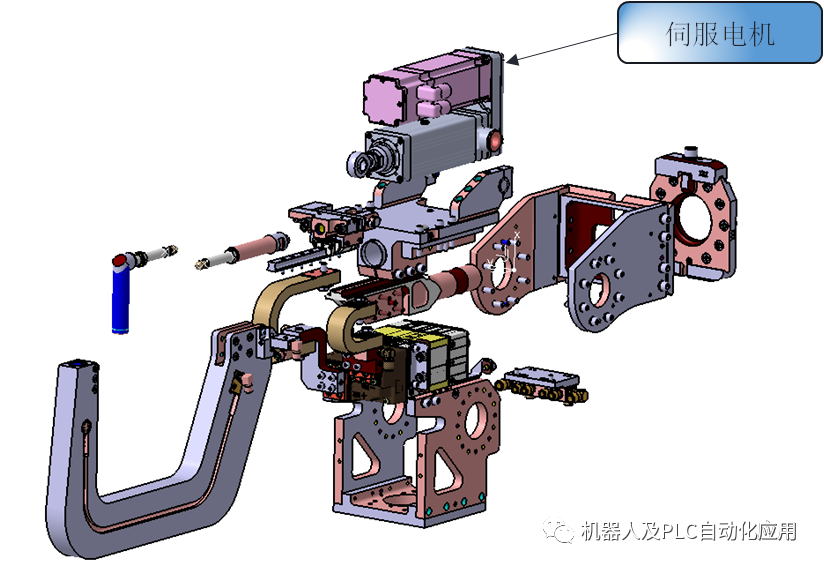 電機(jī)驅(qū)動簡圖: ? X型焊鉗
電機(jī)驅(qū)動簡圖: ? X型焊鉗 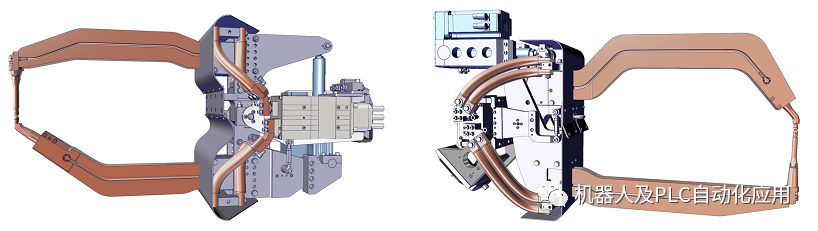 C型焊鉗
C型焊鉗 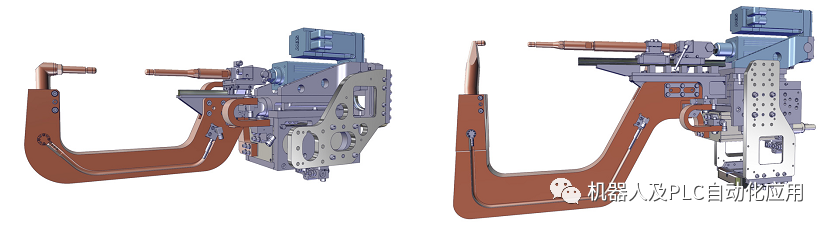 KUKA機(jī)器人常用控制變量:
KUKA機(jī)器人常用控制變量: 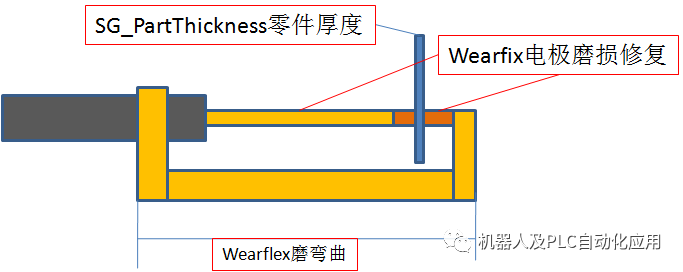
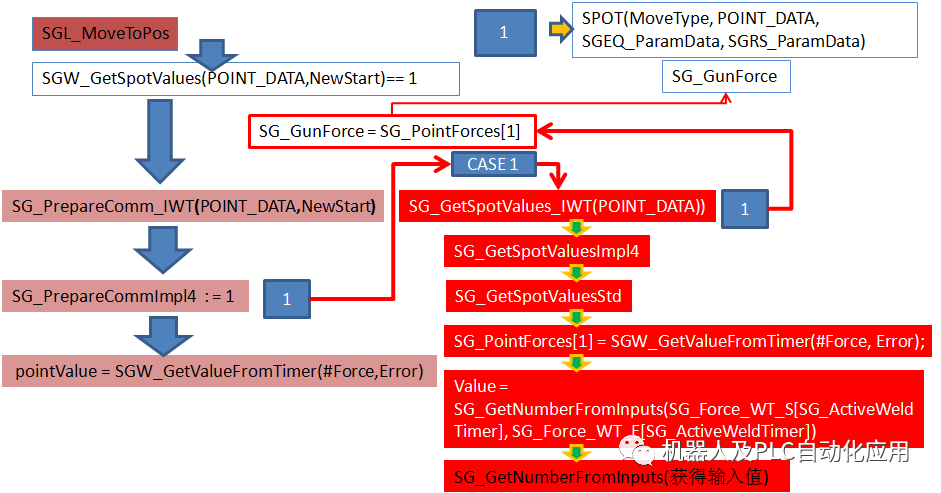
 焊接點: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]P ??軌跡點 ….. 2: SERVOZANGE 1 Schweissen Programmnummer= 99 Punktnummer=5154 FahrzeugTyp= 60 Offset= 1[1/10mm] TeachIn= Auto Ausgleich= MITTELBedingung=EIN …… VW_SGB_CONFIG_SPOT_CHECK(1,#EQUALIZING)--檢驗平衡類型是否正確 VW_SGB_SPOT_ADV(TRUE,#SG_PTP,P10,1,99,5154,60,1,TRUE,0,ServoGun[1].CompType,#MEDIUM,0,0,0)提前進(jìn)行焊接控制器通訊檢測 PTPP10執(zhí)行軌跡點 ????????$ADVANCE=3 VW_SGB_SPOT_MAIN(TRUE,#SG_PTP,P10,1,99,5154,60,1,TRUE,0,ServoGun[1].CompType,#MEDIUM,0,0,0)執(zhí)行夾緊焊接功能 ??????? TRIGGER WHEN DISTANCE=1 DELAY=-50 DOSPS_TRIG(12) PRIO=-1? 執(zhí)行SPS程序 ???????? PTP P10執(zhí)行軌跡點
焊接點: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]P ??軌跡點 ….. 2: SERVOZANGE 1 Schweissen Programmnummer= 99 Punktnummer=5154 FahrzeugTyp= 60 Offset= 1[1/10mm] TeachIn= Auto Ausgleich= MITTELBedingung=EIN …… VW_SGB_CONFIG_SPOT_CHECK(1,#EQUALIZING)--檢驗平衡類型是否正確 VW_SGB_SPOT_ADV(TRUE,#SG_PTP,P10,1,99,5154,60,1,TRUE,0,ServoGun[1].CompType,#MEDIUM,0,0,0)提前進(jìn)行焊接控制器通訊檢測 PTPP10執(zhí)行軌跡點 ????????$ADVANCE=3 VW_SGB_SPOT_MAIN(TRUE,#SG_PTP,P10,1,99,5154,60,1,TRUE,0,ServoGun[1].CompType,#MEDIUM,0,0,0)執(zhí)行夾緊焊接功能 ??????? TRIGGER WHEN DISTANCE=1 DELAY=-50 DOSPS_TRIG(12) PRIO=-1? 執(zhí)行SPS程序 ???????? PTP P10執(zhí)行軌跡點 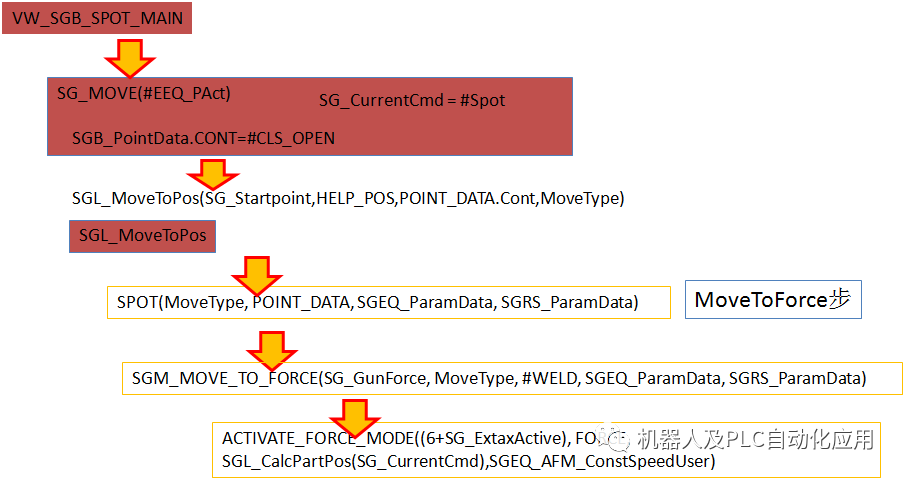 ? ? KUKA機(jī)器人控制力函數(shù): ACTIVATE_FORCE_MODE((6+SG_ExtaxActive), FORCE, SGL_CalcPartPos(SG_CurrentCmd),SGEQ_AFM_ConstSpeedUser)
? ? KUKA機(jī)器人控制力函數(shù): ACTIVATE_FORCE_MODE((6+SG_ExtaxActive), FORCE, SGL_CalcPartPos(SG_CurrentCmd),SGEQ_AFM_ConstSpeedUser) 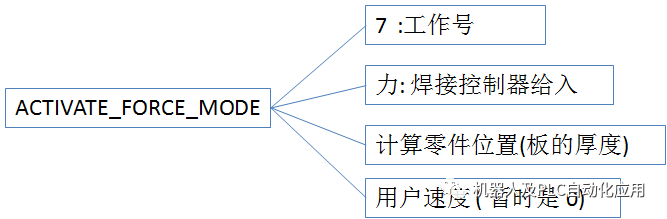 力的建立確定過程:
力的建立確定過程: 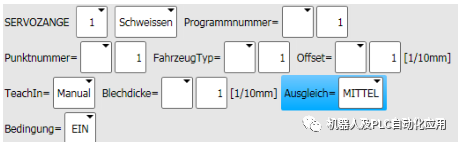 TeachIn= Auto:?示教 ? Auto:自動:使用通過示教過程確定的工件厚度。 ? Manual:手動:必須以內(nèi)聯(lián)形式指定工件厚度 Ausgleich= MITTEL?? 平衡控制 OFF:無平衡控制 SCHWACH弱:對于即使很小的力(手力)也能彎曲超過3 mm的柔軟工件。 MITTEL中:適用于以很小的力(手動力)彎曲1-3 mm的中型工件。 STARK堅固:對于僅在強(qiáng)力作用下才彎曲的堅硬工件(無法用手彎曲)。 INDIVIDUELL單獨:可以根據(jù)具體情況調(diào)整值。為此,將顯示其他字段。 ?
TeachIn= Auto:?示教 ? Auto:自動:使用通過示教過程確定的工件厚度。 ? Manual:手動:必須以內(nèi)聯(lián)形式指定工件厚度 Ausgleich= MITTEL?? 平衡控制 OFF:無平衡控制 SCHWACH弱:對于即使很小的力(手力)也能彎曲超過3 mm的柔軟工件。 MITTEL中:適用于以很小的力(手動力)彎曲1-3 mm的中型工件。 STARK堅固:對于僅在強(qiáng)力作用下才彎曲的堅硬工件(無法用手彎曲)。 INDIVIDUELL單獨:可以根據(jù)具體情況調(diào)整值。為此,將顯示其他字段。 ? 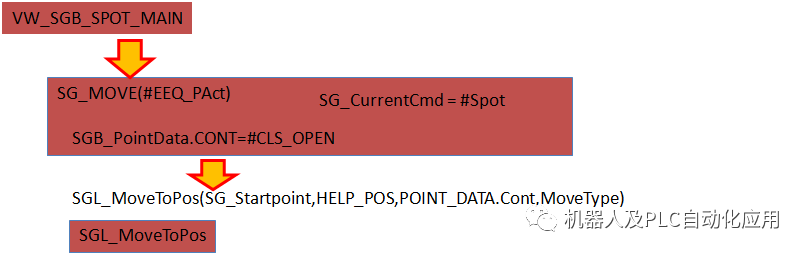
 機(jī)器人的焊接控制器的通訊連接力的輸入點 SG_Force_WT_S[1]=793?起始字節(jié) SG_Force_WT_E[1]=800?結(jié)束字節(jié) SG_GunForce= SG_PointForces[1]?傳遞力值? 將工作力值給入系統(tǒng)函數(shù)??'ACTIVATE_FORCE_MODE'中實現(xiàn)力的控制
機(jī)器人的焊接控制器的通訊連接力的輸入點 SG_Force_WT_S[1]=793?起始字節(jié) SG_Force_WT_E[1]=800?結(jié)束字節(jié) SG_GunForce= SG_PointForces[1]?傳遞力值? 將工作力值給入系統(tǒng)函數(shù)??'ACTIVATE_FORCE_MODE'中實現(xiàn)力的控制 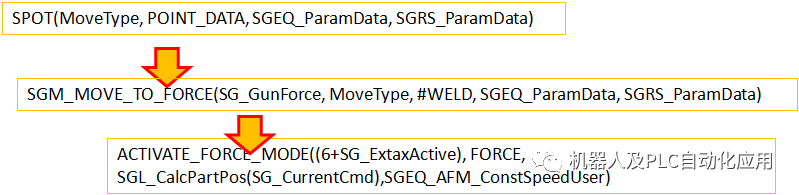 ACTIVATE_FORCE_MODE(AXIS_NO,TARGET_FORCE,PART_POSITION,CONST_SPEED_USER) 語法說明 元素描述 AXIS_NR類型:INT傳輸類型:IN參數(shù)軸編號1 ...MAX_AXIS TARGET_FORCE類型:INT,單位:N傳輸類型:IN參數(shù)目標(biāo)作用力 PART_POSITION類型:REAL傳輸類型:IN參數(shù)相對于輸出,以mm或°為單位的編程組件位置—---以力的方式閉合夾緊的位置 CONST_SPEED_USER類型:REAL傳輸類型:IN參數(shù)相對于輸出的降低的恒定速度,單位為mm / s或°/ s 程式范例 DEF SPOT() 計算零件厚度加上零件公差 EG_CONTACT_DIST = EG_WELD_TOL_N[EG_EXTAX_ACTIVE]-EG_THICKNESS ; 開啟力控制 ACTIVATE_FORCE_MODE((6 +EG_EXTAX_ACTIVE),TARGET_FORCE,EG_CONTACT_DIST,EG_CONST_SPEED_USER) $ VEL_EXTAX [EG_EXTAX_ACTIVE] = CONST_SPEED 外部軸速度 PTPP_PART C_PTP 告示 $ FORCE [x]僅可在力控制有效時用于關(guān)閉力控制并修改目標(biāo)力。 使用ACTIVATE_FORCE_MODE()強(qiáng)制執(zhí)行的目標(biāo)力在隨后的運動塊中被激活。 如果不需要單獨的恒定速度,則可以將CONST_SPEED_USER設(shè)置為0.0。在這種情況下,使用配置參數(shù)計算恒定速度。 在KSS 8.3.12及更高版本中,不能再使用$ FORCE [x]激活強(qiáng)制控制模式了(1)正確的編程力控制模式? ?
ACTIVATE_FORCE_MODE(AXIS_NO,TARGET_FORCE,PART_POSITION,CONST_SPEED_USER) 語法說明 元素描述 AXIS_NR類型:INT傳輸類型:IN參數(shù)軸編號1 ...MAX_AXIS TARGET_FORCE類型:INT,單位:N傳輸類型:IN參數(shù)目標(biāo)作用力 PART_POSITION類型:REAL傳輸類型:IN參數(shù)相對于輸出,以mm或°為單位的編程組件位置—---以力的方式閉合夾緊的位置 CONST_SPEED_USER類型:REAL傳輸類型:IN參數(shù)相對于輸出的降低的恒定速度,單位為mm / s或°/ s 程式范例 DEF SPOT() 計算零件厚度加上零件公差 EG_CONTACT_DIST = EG_WELD_TOL_N[EG_EXTAX_ACTIVE]-EG_THICKNESS ; 開啟力控制 ACTIVATE_FORCE_MODE((6 +EG_EXTAX_ACTIVE),TARGET_FORCE,EG_CONTACT_DIST,EG_CONST_SPEED_USER) $ VEL_EXTAX [EG_EXTAX_ACTIVE] = CONST_SPEED 外部軸速度 PTPP_PART C_PTP 告示 $ FORCE [x]僅可在力控制有效時用于關(guān)閉力控制并修改目標(biāo)力。 使用ACTIVATE_FORCE_MODE()強(qiáng)制執(zhí)行的目標(biāo)力在隨后的運動塊中被激活。 如果不需要單獨的恒定速度,則可以將CONST_SPEED_USER設(shè)置為0.0。在這種情況下,使用配置參數(shù)計算恒定速度。 在KSS 8.3.12及更高版本中,不能再使用$ FORCE [x]激活強(qiáng)制控制模式了(1)正確的編程力控制模式? ?
-
硬件
+關(guān)注
關(guān)注
11文章
3469瀏覽量
67292 -
KUKA
+關(guān)注
關(guān)注
3文章
218瀏覽量
16929 -
焊鉗
+關(guān)注
關(guān)注
0文章
16瀏覽量
1470
原文標(biāo)題:KUKA 機(jī)器人電伺服焊鉗配置,零點標(biāo)定,力的建立過程V5.24
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機(jī)器人及PLC自動化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
KUKA重型機(jī)器人
機(jī)器人焊接技術(shù)在車身焊接工藝的應(yīng)用
KUKA機(jī)器人問題解答
庫卡KUKA機(jī)器人四種啟動方式介紹
KUKA庫卡機(jī)器人伺服驅(qū)動器相關(guān)型號舉例
KUKA焊接機(jī)器人伺服電機(jī)常見故障及維修處理
機(jī)器人系統(tǒng)與控制需求簡介
KUKA機(jī)器人伺服驅(qū)動模塊維修

簡單介紹KUKA外部軸應(yīng)用

KUKA機(jī)器人焊鉗銑削清零方式
KUKA機(jī)器人組態(tài)電伺服焊鉗應(yīng)用
KUKA機(jī)器人電伺服焊鉗配置及力的建立過程V4.21






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論