") 激光功率對(duì)金剛石缺陷產(chǎn)生的原因及反應(yīng)機(jī)理簡析
激光功率對(duì)金剛石缺陷產(chǎn)生的原因及反應(yīng)機(jī)理簡析

具有通孔結(jié)構(gòu)的金剛石在高精度引線成型及高功率微波器件散熱領(lǐng)域, 具有良好的應(yīng)用前景。
本研究使用激光技術(shù)對(duì)自支撐多晶金剛石膜進(jìn)行微孔加工, 并采用場發(fā)射環(huán)境掃描電子顯微鏡進(jìn)行形貌分析, 當(dāng)功率達(dá)到 17.6 W 時(shí), 微孔表面發(fā)生破壞和斷裂, 斷裂位置有明顯的條紋結(jié)構(gòu), 這可能是熱應(yīng)力引起的裂紋擴(kuò)展的互連形成的。
采用激光共聚焦掃描顯微鏡測(cè)量微孔剖面, 進(jìn)一步分析微孔錐度變化, 結(jié)果表明微孔上端內(nèi)表面粗糙, 微孔錐度隨激光功率增大而減小。
通過使用激光拉曼光譜和 X 射線光電子能譜進(jìn)行表面成分表征等, 分析激光功率對(duì)微孔外表面及內(nèi)表面的影響, 以及表面成分及缺陷產(chǎn)生的原因, 我們發(fā)現(xiàn)金剛石沉積物的主要成分為石墨, 且石墨化程度隨著激光功率的增加而增加, 在能量向下傳遞的過程中, 它被金剛石吸收并生成石墨, 在微孔下端接收的能量減少, 金剛石微孔最終呈現(xiàn)圓錐形。
通過引入金剛石燒蝕閾值分析, 揭示激光微孔加工過程中的材料去除機(jī)理及微孔成形過程。
結(jié)果表明: 在高功率下微孔外表面出現(xiàn)破損, 內(nèi)表面出現(xiàn)明顯的條紋狀結(jié)構(gòu); 微孔外表面及內(nèi)表面石墨化程度均隨著激光功率的增加而增加; 微孔孔型錐度隨激光功率增加而減小, 微孔垂直度變好; 激光加工過程中對(duì)微孔內(nèi)表面的應(yīng)力影響大于微孔邊緣位置。
1 引 言
金剛石具有高化學(xué)穩(wěn)定性、力學(xué)性能和高的載流子遷移率及導(dǎo)熱性,在眾多前沿領(lǐng)域具 有重要的應(yīng)用前景[1, 2] 。金剛石材料高質(zhì)量的加工成形,是實(shí)現(xiàn)金剛石眾多應(yīng)用的前提。比 如,在機(jī)械加工領(lǐng)域,金剛石以其最高的硬度及耐磨性[3] ,成為集成電路引線定型的理想材 料,此時(shí)需要金剛石具有微孔形狀,微孔內(nèi)表面滿足亞微米級(jí)精度及鏡面光潔度要求,且缺 陷少[4]。
在熱學(xué)領(lǐng)域,金剛石具有最高的熱導(dǎo)率,已然成為高功率密度芯片的最佳襯底材料。 目前,以 CVD 金剛石為基底的 GaN 晶圓(GaN-on-Diamond)被廣泛研究[5] ,以此材料制作的微波單片集成電路(MMIC)可較傳統(tǒng) SiC 襯底 GaN 器件的輸出功率密度提升 3 倍以上。
為減小 MMIC 器件的源端寄生電感,同樣需要在金剛石基底側(cè)構(gòu)建通孔以及完成金屬化,使其實(shí)現(xiàn)接地。此外,基于金剛石微孔結(jié)構(gòu)的三維設(shè)計(jì),在微機(jī)電系統(tǒng)(MEMS) ,微流體和生物物理學(xué)等領(lǐng)域,同樣表現(xiàn)出良好的應(yīng)用前景[6, 7]。
然而,金剛石的高硬度及化學(xué)惰性使得金剛石的微孔精密加工難度極大。傳統(tǒng)背孔加工方法如濕法腐蝕技術(shù)以及干法刻蝕技術(shù),均很難實(shí)現(xiàn)對(duì)金剛石的微孔快速成形[8] 。鑒于激光束高能量密度以及易于導(dǎo)向、聚焦等特點(diǎn),激光加工成為實(shí)現(xiàn)金剛石微孔結(jié)構(gòu)的最佳手段。
但是與所有脆性材料一樣,金剛石在激光加工過程中容易開裂,易形成明顯的加工缺陷,導(dǎo)致孔型控制精度低[9] 。此外,激光加工過程中, 由于局部瞬態(tài)極高熱流密度,金剛石微孔內(nèi)表面易形成加工缺陷,從而影響金剛石微孔成形質(zhì)量。
當(dāng)前國內(nèi)外對(duì)金剛石激光加工已開展過一些研究 。比如 ,Chen[10, 11]等人研究 了使用納秒激光器對(duì) CVDD(Chemical vapor deposition diamond)的加工,并初步驗(yàn)證了納秒激光器可以將 CVDD 轉(zhuǎn)化為一層石墨的熱效應(yīng),可以很容易地去除,然而,卻無法實(shí)現(xiàn)可控的石墨化作用。
Kononenko 等[12]使用 120 nm波長的 800 fs激光脈沖在金剛石表面成功制備了長為 150 μm ,直徑為 1.5 μm 的石墨線,發(fā)現(xiàn)多脈沖輻照可以實(shí)現(xiàn)石墨延激光束方向出現(xiàn)及生長。B.Jeong[13]等用自制激光器在金剛石 上進(jìn)行了沙漏型微孔鉆取,評(píng)估了脈沖能量和脈沖數(shù)對(duì)微孔幾何結(jié)構(gòu)(孔徑、圓度、錐角和 鉆孔質(zhì)量) 的影響。
西安交通大學(xué)王宏興[14]等研究了高縱橫比金剛石微孔的飛秒激光沖擊 鉆孔過程中的結(jié)構(gòu)和元素演變。以 100 秒的曝光時(shí)間和 60 mW 的激光功率鉆出深 225 μm、 縱橫比為 15 的微孔。Dudek 等人[15]使用波長為 355 nm 的納秒脈沖激光器,制備了具有優(yōu)異幾何形狀的金剛石微觀結(jié)構(gòu)。微結(jié)構(gòu)的精確幾何形狀、良好的垂直度、深通道和光滑的表面表明,激光微加工可以應(yīng)用于制造金剛石微流控器件。
雖然人們對(duì)激光加工金剛石進(jìn)行了大量的研究,但是主要集中在激光對(duì)金剛石石墨化控 制,對(duì)金剛石微結(jié)構(gòu)加工主要集中在金剛石切割以及微槽道加工方面[16] ,對(duì)激光加工金剛 石微孔內(nèi)表面的形態(tài)及缺陷特征的研究還有待進(jìn)一步完善。
本文將通過激光對(duì)金剛石進(jìn)行微 孔加工,分析激光功率對(duì)微孔形態(tài)的影響,并探討微孔端口和內(nèi)表面的表面特征及內(nèi)部缺陷特征及其形成機(jī)制。
2 實(shí)驗(yàn)
研究采用的自支撐金剛石是由本實(shí)驗(yàn)室自主開發(fā)的 100 kW 級(jí)高功率DC Arc Plasma JetCVD 金剛石膜沉積系統(tǒng)制備,沉積直徑 120 mm ,厚度約為 0.6 mm ,經(jīng)研磨拋光后,厚度為 0.3 mm ,表面粗糙度 Ra 小于 10 nm 。實(shí)驗(yàn)過程中,將其切割成 5× 10×0.3 mm 的小條,在其上面進(jìn)行激光微孔加工。
實(shí)驗(yàn)采用的激光器波長為 1064 nm,Nd:YAG 型(激光器如圖 1 所示)。其重復(fù)頻率為1~500 Hz ,激光輸出功率為 2~30 W ,激光脈沖最大寬度為 500 μs ,光斑直徑為 30~100μm 。將金剛石放置于激光器工作臺(tái)上,通過控制系統(tǒng)對(duì)金剛石待加工位置進(jìn)行確定,通過已設(shè)定的程序?qū)饎偸M(jìn)行多脈沖微孔加工。
加工過程由 WinCNC 數(shù)控系統(tǒng)控制, 同軸CCD 監(jiān)視系統(tǒng)監(jiān)控。加工過程中,重復(fù)頻率為 0.2 kHz ,脈寬為 500μs ,焦距~20 cm ,使用固定位置模式進(jìn)行掃描,對(duì)金剛石表面進(jìn)行定點(diǎn)激光作用 100 μs。
Nd:YAG 激光器主要考慮三個(gè)激光加工參數(shù),包括平均激光功率、激光頻率、激光脈寬。由于激光功率對(duì)金剛石微孔加工的影響是最為直接的。
因此本研究主要通過調(diào)節(jié)激光器功率變化,研究激光功率對(duì)金剛石微孔成型的影響,討論激光與金剛石相互作用的反應(yīng)機(jī)制,分析金剛石的去除機(jī)理。
采用場發(fā)射環(huán)境掃描電子顯微鏡 (SEM, FEI, Quanta, FEG250 型) 和激光共聚焦掃描 顯微鏡 (CLSM, olympus, LEXTOLS4000 型) 對(duì)微孔形貌及內(nèi)表面粗糙度進(jìn)行表征。使用 X 射線光電子能譜(XPS, AXIS Ultra DLD 型)對(duì)加工后樣品表面成分進(jìn)行表征。使用拉曼光譜儀(Raman,inVia-Qontor)對(duì)激光加工后石墨化程度及應(yīng)力影響進(jìn)行表征。
3 結(jié)果與討論
3.1 激光功率對(duì)微孔表面形貌的影響
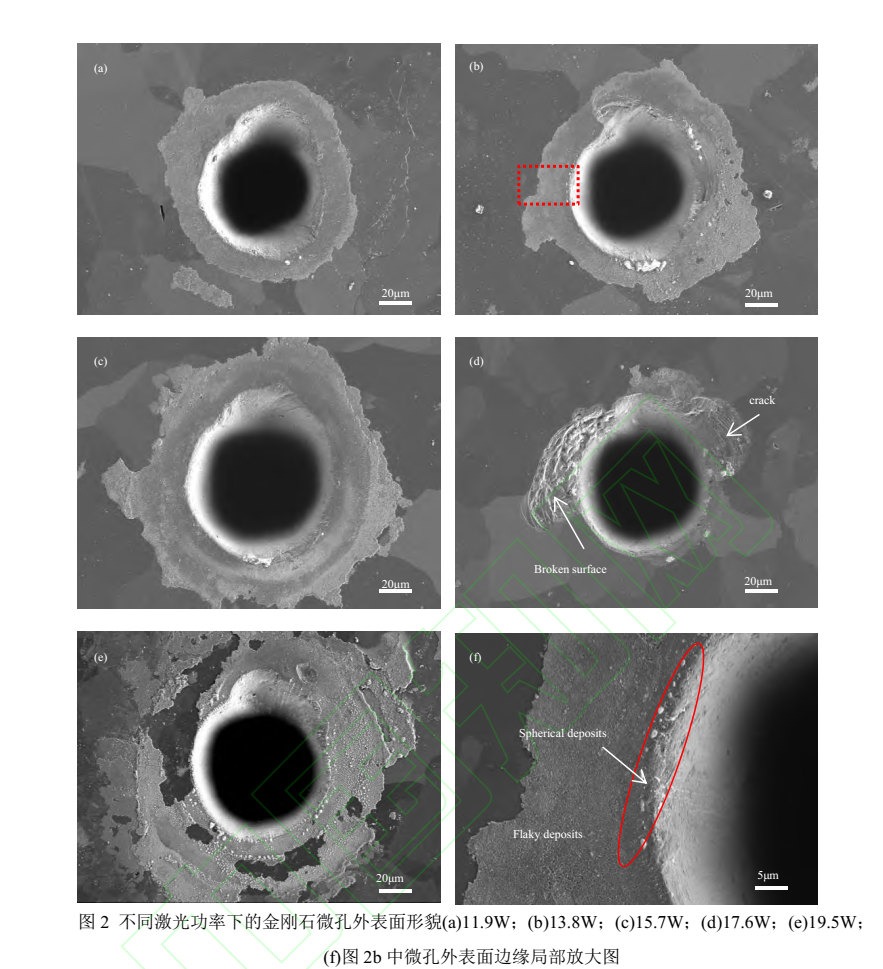
激光加工金剛石過程中,金剛石受到激光作用,吸收激光提供的能量產(chǎn)生熱效應(yīng),發(fā)生相變被去除,因此金剛石去除效果與激光可提供的能量息息相關(guān)。使用不同功率的激光對(duì)金剛石進(jìn)行微孔加工,獲得的表面形貌 SEM 結(jié)果如圖 2 所示。
從圖 2 中可以看出,在低功率下金剛石微孔邊緣燒蝕沉積物較少,且熱影響范圍明顯較小,少量的層狀沉積物沉積在金剛石表面,較為平整(圖 2a)。隨著功率的增加,表面層狀沉積物范圍明顯增加,微孔邊緣出現(xiàn)球狀沉積物(圖 2b ,c )。將圖 2b 中框選位置進(jìn)行放大如圖 2f 所示,可以觀察到明顯的沉積層以及球狀沉積物。
當(dāng)功率達(dá)到 17.6 W 的時(shí)候,微孔表面出現(xiàn)破損斷裂現(xiàn)象,斷裂位置有明顯的條紋結(jié)構(gòu),這可能是熱應(yīng)力造成的裂紋擴(kuò)展相互連接形成的。同時(shí)金剛石表面層斷裂過程中使微孔表面沉積層部分脫落(圖 2d)。當(dāng)功率達(dá)到 19.5 W 時(shí)(圖 2e),金剛石表面層狀結(jié)構(gòu)也開始脫落。Zhen Zhang 等[17]人認(rèn)為在金剛石表面上的沉積層是由于范德華力造成的物理附著粘附。
當(dāng)微孔表面受到的熱應(yīng)力大于沉積層和金剛石之間的范德華力時(shí),金剛石層狀沉積物開始脫落。另一方面,隨著激光功率的增加,金剛石表面沉積層厚度也隨之增加,由于層狀沉積物與金剛石襯底之間的熱膨脹性差異,可能也是導(dǎo)致層狀沉積物脫落的另一個(gè)原因。
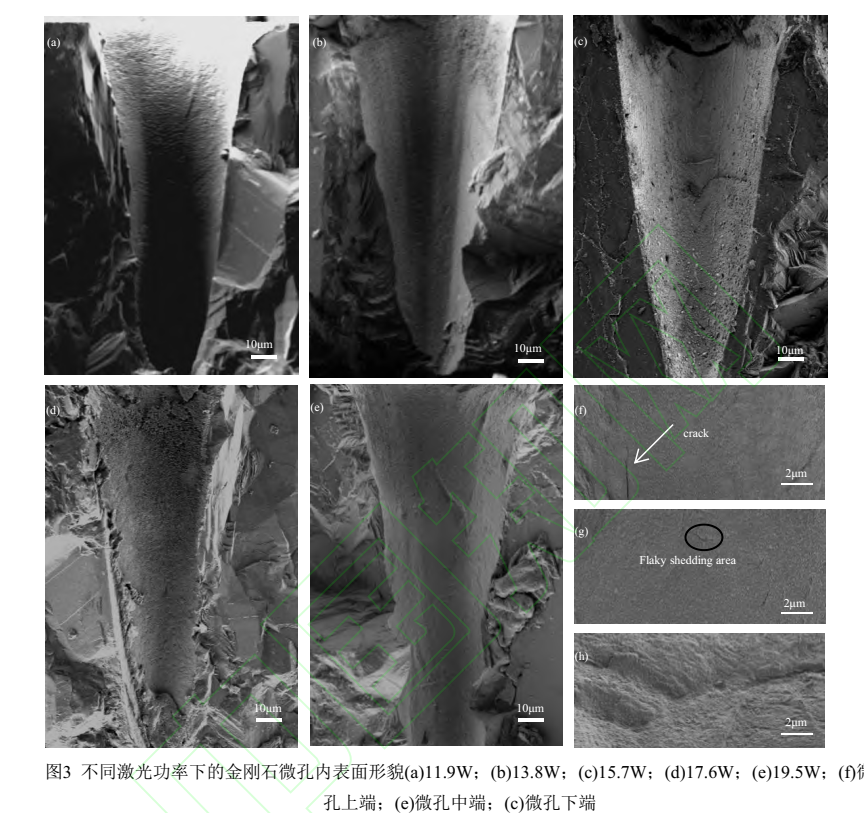
為了觀察微孔內(nèi)表面缺陷情況,對(duì)寬度為 5 mm 的金剛石薄片使用同一參數(shù)制備一排連 續(xù)微孔,保持每 0.5 mm 一個(gè)微孔,共 10 個(gè)微孔,使用外力作用使微孔延直徑位置斷開, 使用酒精超聲 1 min 后使用氮?dú)獯蹈伞_x取斷面制備較好的微孔進(jìn)行 SEM 表征如圖 3 。
在 低功率下,金剛石微孔內(nèi)部較為光滑(圖 3a) 。隨著功率的增大,金剛石微孔內(nèi)壁粗糙度 增大,這是由于激光功率增加導(dǎo)致作用在金剛石表面的激光能量增加,金剛石去除率增加(圖 3b-e )。為觀察單一微孔內(nèi)表面狀態(tài),將 19.5 W 功率下的微孔內(nèi)表面上中下區(qū)域進(jìn)行形貌觀察(圖 3f-h)。
我們發(fā)現(xiàn)在微孔頂端有一層細(xì)小的石墨層覆蓋,自上而下石墨層減少。同時(shí),可以觀察到內(nèi)表面出現(xiàn)明顯的裂紋和片狀脫落。激光能量在向下傳遞過程中被吸收,當(dāng) 傳遞到微孔底部時(shí),已經(jīng)被金剛石和相變后的石墨吸收了大部分,能量較低,金剛石去除量較少,去除不完全,內(nèi)表面起伏較大。
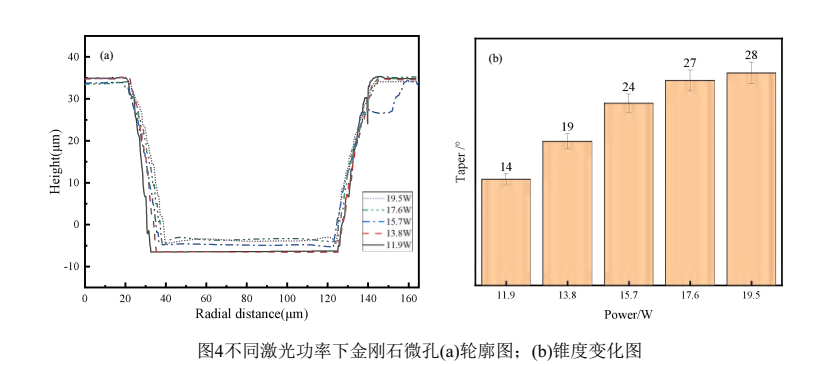
為了避免微孔斷面制備過程對(duì)微孔孔型測(cè)量造成誤差,使用激光共聚焦測(cè)量不同功率下 的金剛石微孔內(nèi)部輪廓如圖 4(a)所示,將錐角定義為圓錐的軸截面的兩條母線之間的角,對(duì) 微孔錐角的度數(shù)(簡稱錐度),進(jìn)行測(cè)量統(tǒng)計(jì)如圖 4(b)所示。
隨著功率的增加,微孔錐度不 斷增加,當(dāng)功率低于 15.7 W 時(shí)錐度增加幅度明顯大于功率高于 15.7 W 時(shí)增加的幅度。這可 能與金剛石和石墨對(duì)激光能量吸收差異相關(guān)[18] 。在高功率下微孔內(nèi)壁形成了更厚的石墨層,激光能量被吸收,微孔下端直徑變化大于微孔上端直徑變化,導(dǎo)致微孔錐度增加。
3.2 激光功率對(duì)微孔表面成分的影響
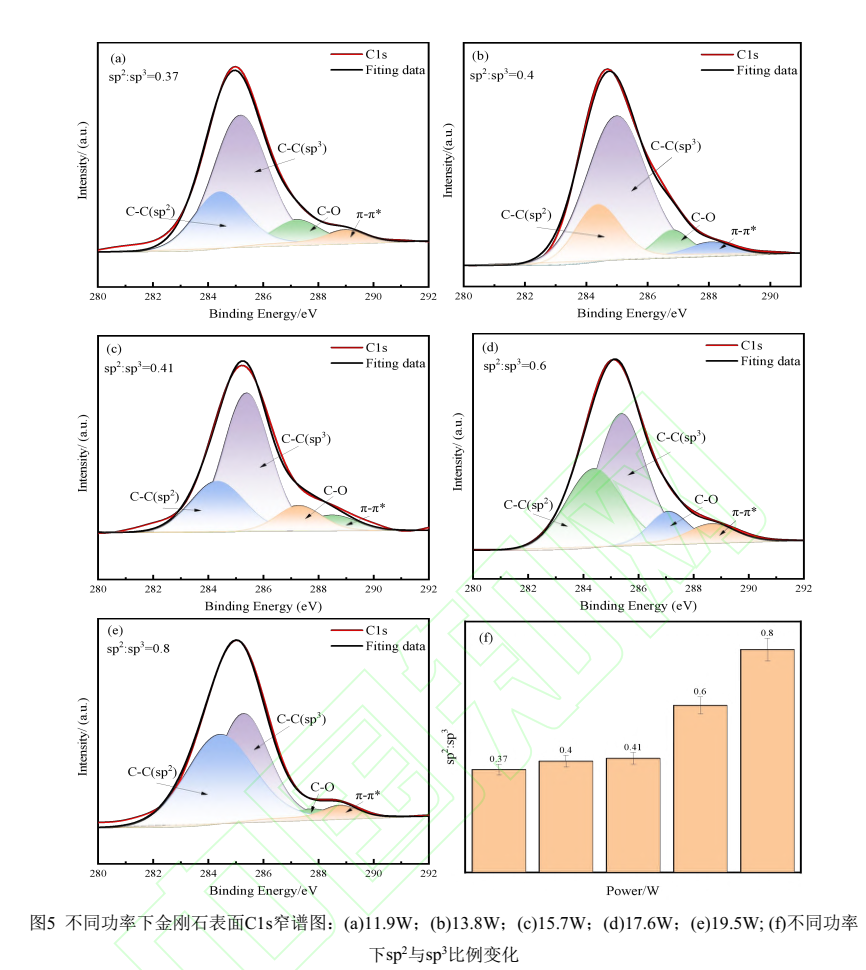
為進(jìn)一步探究金剛石微孔外表面的成分,使用不同激光功率加工的金剛石微孔陣列,孔間距為 200 μm ,進(jìn)行 XPS 測(cè)試如圖 5 所示,將 C1s 峰分為 284.3 eV 、285. 1 eV 、286.3 eV和 288.7 eV 共 4 個(gè)分量,其中 284.3 eV 、285. 1 eV 、286.3 eV 可以歸因?yàn)?sp2 石墨相、sp3 金剛石相和 C=O 鍵[19]。在 288.7 eV 存在一個(gè)肩峰,這是與π-π *鍵有關(guān),且認(rèn)為是 t-PA 的 C=C鍵的特征峰。從 XPS 結(jié)果來看,金剛石表面出現(xiàn)明顯的 sp2 相,這說明金剛石表面沉積層主要成分為石墨。
在空氣中環(huán)境中,當(dāng)溫度 T>973 K 時(shí),金剛石開始轉(zhuǎn)化為石墨。金剛石晶格中的 sp3 鍵碳原子吸收照射的激光能量跳躍到 sp2 鍵態(tài)[20] 。同時(shí),相鄰碳原子之間的距離增加,晶格不穩(wěn)定。隨著功率的升高金剛石表面 sp2 與 sp3 的比例增大,這表明表面石墨化程度增加。金剛石表面出現(xiàn) C-O 鍵、C=O 鍵這是由于激光加工過程是在空氣中完成的,C與空氣中的 O2 接觸發(fā)生氧化反應(yīng)。通過對(duì) XPS 光譜中 C1s 窄譜的擬合,計(jì)算不同功率下 sp2 與 sp3 的比例,結(jié)果如圖 5(f)所示。隨著功率的升高金剛石表面 sp2 與 sp3 的比值逐漸增大,這表明表面石墨化程度增加。其中,當(dāng)功率低于 15.7 W 時(shí)錐度增加幅度明顯低于功率高于 15.7 W 時(shí)增加的幅度。
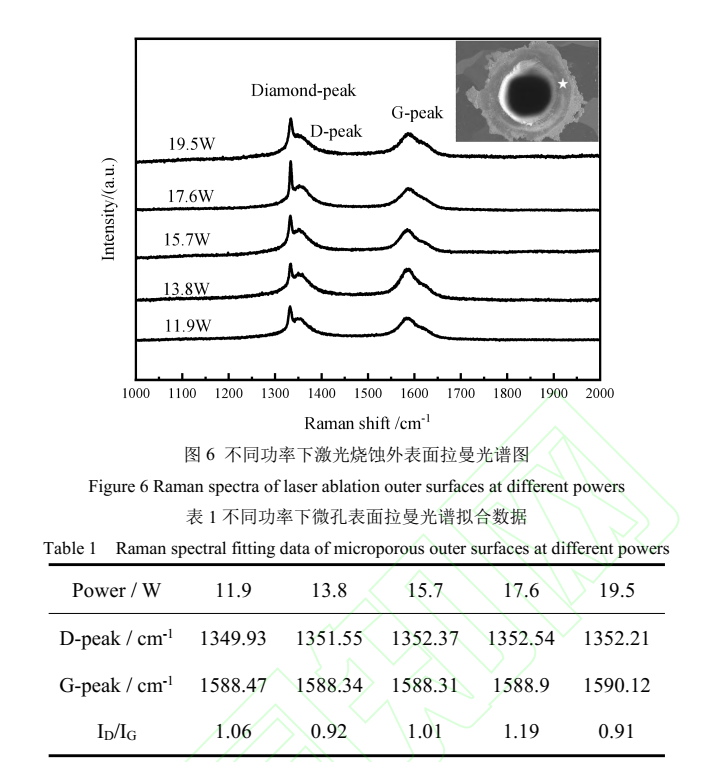
對(duì)金剛石微孔邊緣位置進(jìn)行拉曼光譜表征,結(jié)果如圖 6 所示。拉曼光譜顯示微孔附近均 出現(xiàn)明顯的金剛石特征峰、D 峰和 G 峰。將不同功率下的特征峰進(jìn)行對(duì)比發(fā)現(xiàn),隨著功率 的增大,金剛石峰的峰強(qiáng)逐漸減小,D 峰 G 峰的峰強(qiáng)逐漸增大,這說明金剛石石墨化程度 增大。
對(duì)拉曼光譜進(jìn)行擬合得到不同功率下 D 峰 G 峰的峰位及峰強(qiáng)比,如表 1 所示。D 峰 隨著功率的增加有少量右移現(xiàn)象,G 峰無明顯移動(dòng),ID/IG 變化不大,這是說明不同激光功率下金剛石微孔表面石墨和無定型碳比例無明顯變化。
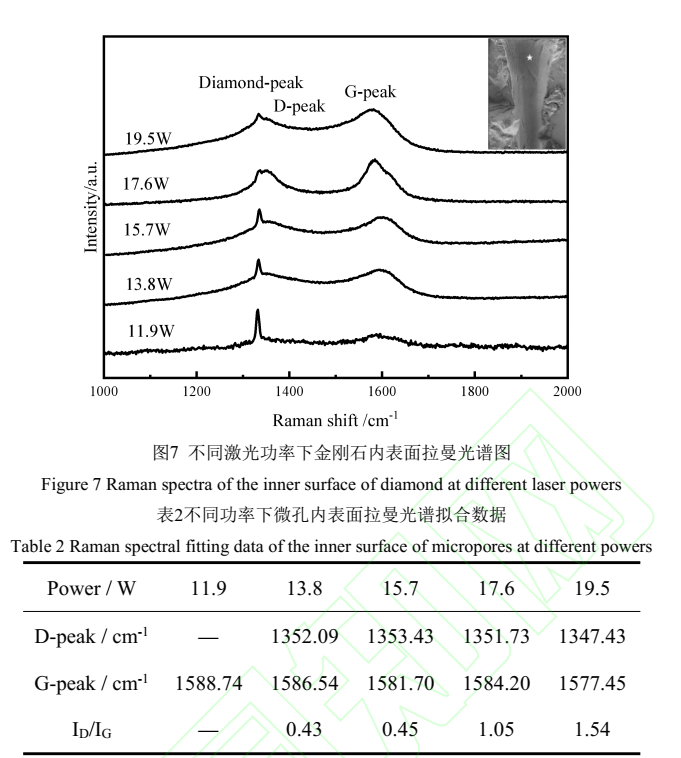
為了進(jìn)一步研究金剛石石墨化的情況,對(duì)金剛石微孔內(nèi)表面進(jìn)行拉曼光譜表征如圖 7 所示,激光功率從功率為 11.9 W 增加到 19.5 W ,微孔內(nèi)表面金剛石特征峰峰強(qiáng)逐漸減小至 基本消失,將拉曼光譜 D 峰、G 峰進(jìn)行擬合如表 2 所示,ID/IG 逐漸增大。在 11.9 W、13.8 W、 14.5 W 功率下,金剛石特征峰較為明顯。
當(dāng)功率達(dá)到 17.6 W 、19.5 W 時(shí),金剛石特征峰與 D 峰 1350 cm-1 基本融為一個(gè)峰。此時(shí) ID/IG 明顯增大,這表明材料的非晶化程度增大,缺陷 增多。同時(shí),觀察不同功率下的 G 峰峰位變化可知,G 峰向從 1589 cm-1 向 1577 cm-1 方向飄移。該過程說明隨著功率的增加微孔內(nèi)表面的石墨在向無序化轉(zhuǎn)變,缺陷增加,對(duì)應(yīng)于完全無序的 sp2 鍵的 a-C[21] ,G 峰移動(dòng)的過程也同樣說明了激光功率對(duì)微孔缺陷的顯著影響。
3.3 激光功率對(duì)微孔應(yīng)力的影響
激光與金剛石作用不僅僅表現(xiàn)出明顯的石墨化特征,金剛石也受到應(yīng)力的影響。金剛石 在激光高能作用下產(chǎn)生熱應(yīng)力,最終表現(xiàn)為金剛石薄膜的殘余應(yīng)力(σ ) 。可通過拉曼面掃描 定性分析應(yīng)力種類和影響范圍,通過拉曼光譜的金剛石特征峰的峰位移動(dòng)定量分析應(yīng)力,可以使用以下公式(1)進(jìn)行計(jì)算[22]:

其中,t0 為激光加工前拉曼光譜的金剛石特征峰峰位,t 為激光加工后金剛石特征峰峰 位。對(duì)圖 6 、7 中金剛石的外表面和內(nèi)表面拉曼光譜的金剛石特征峰進(jìn)行分峰擬合,通過金剛石峰位的偏移對(duì)金剛石內(nèi)外表面應(yīng)力進(jìn)行計(jì)算,結(jié)果如圖 8 所示。
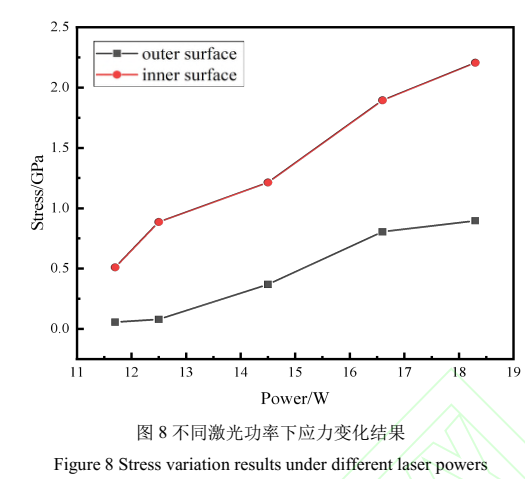
將金剛石微孔外表面及內(nèi)表面應(yīng)力進(jìn)行分析,隨著激光功率的增加,金剛石外表面及內(nèi)表面受到的壓應(yīng)力均有所增加且增加的幅度基本一致。相對(duì)于微孔外表面而言,金剛石內(nèi)表面受到更大的影響。這可能是由于激光功率的增加導(dǎo)致激光能量的增加,當(dāng)溫度達(dá)到汽化溫度(約 4273 K)時(shí)產(chǎn)生的蒸汽在脈沖激光的照射下經(jīng)歷顯著的原子激發(fā)和電離,產(chǎn)生碳等離子體,等離子體在高溫高壓的驅(qū)動(dòng)下迅速膨脹,形成反沖壓力[23, 24]。
金剛石材料吸收的激光能量轉(zhuǎn)化為擴(kuò)散到內(nèi)部的熱量,導(dǎo)致金剛石內(nèi)部的溫度場不均勻。因此,在熱沖擊和材料變形作用下,應(yīng)力集中和彎矩發(fā)生在金剛石內(nèi)部[25] 。因此,金剛石微孔內(nèi)表面受到更大的熱應(yīng)力作用,在內(nèi)表面形成更明顯的孔隙和紋路,這也進(jìn)一步解釋了圖 2(f)中微孔內(nèi)表面缺陷產(chǎn)生的原因。
3.4 激光加工金剛石微孔的機(jī)理分析
為闡述激光加工微孔過程中,金剛石微孔形狀及缺陷的形成機(jī)理,本研究引入激光能量密度,以及燒蝕閾值,對(duì)其進(jìn)行深入分析。由于激光能量密度在空間中呈高斯分布,當(dāng)燒蝕孔直徑為 D 時(shí)的能量密度可以表示為:
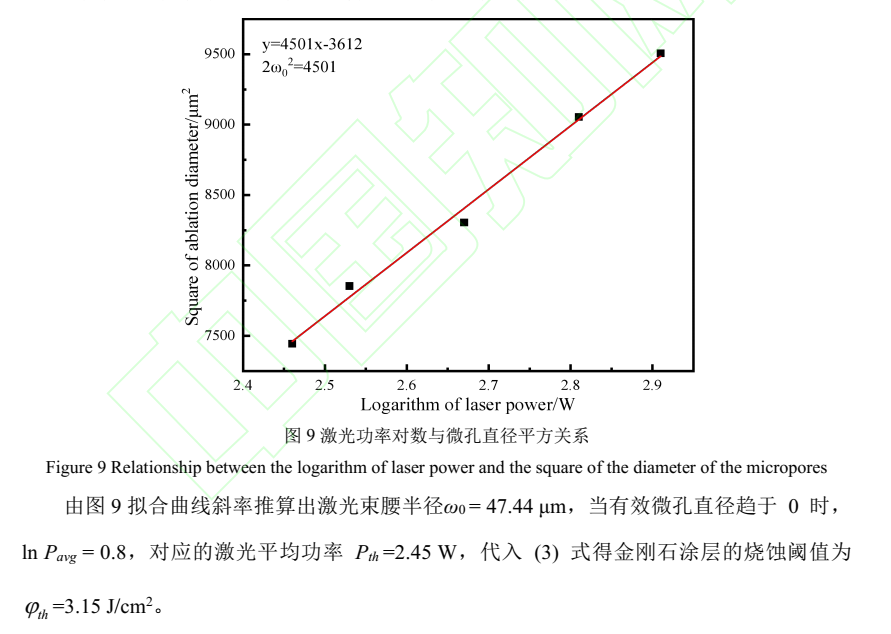
由公式(4)可知燒蝕孔直徑的平方與平均功率的自然對(duì)數(shù)成正比。通過對(duì)試驗(yàn)數(shù)據(jù)的 線性擬合和分析可以計(jì)算出激光閾值功率,再通過公式(2)計(jì)算出閾值能量密度。激光的 平均功率由激光功率探頭和激光功率表頭測(cè)量。微孔直徑由激光共聚焦測(cè)得,每個(gè)功率下測(cè)量 10 個(gè)微孔直徑數(shù)據(jù)取平均值,計(jì)算比較激光功率對(duì)數(shù)與微孔直徑平方關(guān)系如圖 9。
當(dāng)高斯激光束作用金剛石表面時(shí),金剛石表面通過吸收激光能量來實(shí)現(xiàn)自身溫度的升高, 當(dāng)激光能量超過金剛石燒蝕閾值時(shí),開始發(fā)生相變轉(zhuǎn)化為石墨和無定型碳,金剛石與激光作用的位置被去除。
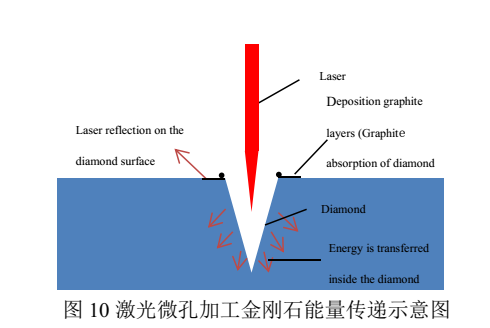
如圖 10 為高斯激光束與金剛石相互作用時(shí)能量傳遞過程,主要包括高斯激光作用到金剛石表面、表面吸收激光能量和能量在金剛石內(nèi)部吸收傳遞這三部分。當(dāng)作用在金剛石上的能量超過燒蝕閾值發(fā)生相變后,產(chǎn)生的石墨也參與激光能量的吸收。
由于激光能量呈高斯分布,中心位置能量最高,當(dāng)激光能量足夠高時(shí),石墨以汽化的形式被去除,并產(chǎn)生大量的氣態(tài)碳。然后,氣態(tài)碳在微孔內(nèi)外表面以范德華力結(jié)合,形成沉積的變質(zhì)層,沉積層的主要成分為石墨和無定型碳(如圖 2a-f 所示)。
石墨具有良好的光和熱吸收能力,激光加工過程中生成的石墨對(duì)下一個(gè)激光脈沖能量進(jìn)行了一定的吸收,激光能量的吸收隨著石墨和非晶碳 sp2 鍵的增加和缺陷的出現(xiàn)而增加。經(jīng)過金剛石對(duì)激光能量的層層吸收,微孔下端接收到的激光能量減少,到達(dá)一定深度后,激光能量被吸收至低于燒蝕閾值,金剛石無法繼續(xù)去除,因此微孔最終呈現(xiàn)錐形形貌(如圖 3a-e所示)。
由于金剛石內(nèi)部缺陷以及多晶金剛石晶界的存在,金剛石內(nèi)部不同位置受到激光熱影響產(chǎn)生差異,局部位置可能出現(xiàn)裂紋和局部斷裂。但整體而言,在激光功率增加后,金剛石表面及內(nèi)表面受到更大的熱應(yīng)力作用,當(dāng)受到的應(yīng)力大于金剛石的 C-C 晶格鍵斷裂所需要的應(yīng)力時(shí),C-C 斷裂表現(xiàn)為裂紋,而脈沖激光束使得激光具有累積效應(yīng),進(jìn)一步促進(jìn)裂紋的擴(kuò)展,當(dāng)裂紋擴(kuò)展到足夠相互連接時(shí)發(fā)生如圖 2(d)中微孔邊緣破損斷裂。
4 結(jié) 論
利用 Nd:YAG 激光器對(duì)金剛石進(jìn)行微孔加工,通過研究激光功率對(duì)金剛石微孔成型的 影響分析激光與金剛石的相互作用,通過分析金剛石的燒蝕閾值,闡明了金剛石缺陷產(chǎn)生的原因及反應(yīng)機(jī)理,結(jié)論如下:
(1) 隨著激光功率由 11.9 W 增加至 19.5 W,微孔表面及內(nèi)表面石墨化程度增加;在功 率到達(dá) 15.7 W 時(shí),微孔表層出現(xiàn)破損;19.5 W 時(shí),微孔外表面的沉積層開始脫落。這是由 于金剛石與表面及內(nèi)表面的石墨層主要靠范德華力相互作用,當(dāng)微孔表面受到的熱應(yīng)力大于沉積層和金剛石之間的范德華力時(shí),金剛石層狀沉積物開始脫落。
(2) 激光能量呈高斯分布,在能量向下傳遞過程中被金剛石和生成的石墨吸收,微孔下 端接收到的能量降低,金剛石微孔最終呈現(xiàn)錐形形貌。并且,由于石墨化程度隨著激光功率的增加而增加,金剛石表面及內(nèi)表面石墨層厚度增加,提高了對(duì)激光能量的吸收,因此在高功率下,微孔上下端受到的能量差增加,進(jìn)而導(dǎo)致錐度增加。
(3) 微孔外表面和內(nèi)表面受到明顯的壓應(yīng)力,隨著激光功率的增加,受到的應(yīng)力作用更為明顯。這是由于能量過高時(shí)金剛石表面及內(nèi)表面受到更大的熱效應(yīng),在熱沖擊和材料變形作用下,應(yīng)力集中和彎矩發(fā)生在金剛石內(nèi)部。當(dāng)熱應(yīng)力高于金剛石斷裂強(qiáng)度時(shí),產(chǎn)生裂紋和表面的局部破損。
(4) 0.2 kHz 激光頻率、200 μs 激光脈沖寬度下多晶金剛石的燒蝕閾值為 th =3. 15 J/cm2,此時(shí)對(duì)應(yīng)的平均功率為 Pth =2.45 W。當(dāng)激光能量高于燒蝕閾值時(shí),金剛石表面開始發(fā)生相變反應(yīng)。激光功率的增加,為相變反應(yīng)提供更多能量,金剛石去除量增大,相應(yīng)地會(huì)產(chǎn)生更多的缺陷;當(dāng)能量被吸收至低于燒蝕閾值時(shí),反應(yīng)終止。
審核編輯:劉清
-
激光器
+關(guān)注
關(guān)注
17文章
2720瀏覽量
62394 -
XPS
+關(guān)注
關(guān)注
0文章
97瀏覽量
12267 -
激光功率計(jì)
+關(guān)注
關(guān)注
0文章
18瀏覽量
7772 -
GaN技術(shù)
+關(guān)注
關(guān)注
0文章
39瀏覽量
7884 -
拉曼光譜
+關(guān)注
關(guān)注
0文章
91瀏覽量
2968
原文標(biāo)題:不同激光功率下金剛石微孔成型及缺陷特征
文章出處:【微信號(hào):DT-Semiconductor,微信公眾號(hào):DT半導(dǎo)體】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
人造金剛石生產(chǎn)過程Fuzzy-PID功率控制系統(tǒng)
基于DSP的金剛石壓機(jī)智能控制系統(tǒng)電路設(shè)計(jì)
類金剛石(DLC)涂層在半導(dǎo)體行業(yè)的應(yīng)用
金剛石散熱片在微波射頻領(lǐng)域有什么應(yīng)用
乙醇對(duì)金剛石膜生長特性的影響
PLC在金剛石液壓合成機(jī)中的設(shè)計(jì)應(yīng)用
如何才能生成金剛石散熱片和CVD金剛石散熱的應(yīng)用介紹
半導(dǎo)體金剛石有什么不同 每種金剛石都能造芯嗎?
金剛石半導(dǎo)體應(yīng)用與優(yōu)缺點(diǎn)
新型金剛石半導(dǎo)體
金剛石晶體的不同類型及應(yīng)用梳理
金剛石多晶材料:高功率器件散熱解決方案
金剛石遇上激光:不同激光類型加工效果大揭秘

探討金剛石增強(qiáng)復(fù)合材料:金剛石/銅、金剛石/鎂和金剛石/鋁復(fù)合材料
化合積電推出硼摻雜單晶金剛石,推動(dòng)金剛石器件前沿應(yīng)用與開發(fā)





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論