 PEEK工程塑料微小深孔鉆孔加工難點及加工工藝
PEEK工程塑料微小深孔鉆孔加工難點及加工工藝
PEEK因其耐高溫、易加工、絕緣性穩定、耐水解等優異的性能在航天航空、機械、電子、半導體、醫療、軌道交通等領域被廣泛應用,正在取代一些傳統的金屬材料加工精密零件,是當今熱門的高性能工程材料之一。
由于PEEK材料的特性,在高精度微孔深孔加工中存在諸多加工難點,極易出現變形、炸裂、斷刀等情況。本次項目Kasite微納加工中心PEEK導向柱微小孔深孔加工,在主軸轉速、進給量、進給速度等工藝方面進行了優化,實現了獨特的技術突破,解決了微孔深孔加工存在的技術難點!
加工要求:
PEEK導向柱超高精度深孔加工,孔洞加工深度23mm,直徑0.256 mm,正向精度±0.005mm。孔洞處于柱體中心位置,精度:±0.02mm。對深孔的圓度、中心垂直度、位置精度要求高,并且要求內孔表面光滑無毛刺。
加工難點:
1.PEEK材料膨脹系數比金屬大,極易出現毛刺、變形、開裂等加工問題。
2.深孔孔徑與孔深比高達1:90,加工難度極大。
3.鉆孔后出現孔不圓、位置精度差、中心線不直等情況。
4.深孔加工中刀具極易磨損或者崩刀、斷刀。
Kasite微納加工中心:
本次PEEK導向柱深孔加工采用的是速科德Kasite微納加工中心,綜合精度高,加減速度控制精準,重復定位精度高。X、Y軸高精度直線電機驅動,Z軸絲杠,高精度光柵反饋,全閉環控制,可實時反饋,標配高清相機,高精度定位±0.1 μm,XYZ軸最高重復定位精度±0.1μm。
搭載的德國SycoTec 4025高速主軸,高速加工能力強、抑振性能好,最高轉速100,000rpm,錐面跳動≤1um。

加工工藝:
通過對銑刀的選擇,主軸轉速,進給率等綜合技術工藝方案,實現本項目PEEK微小深孔高精度加工,垂直度和孔的位置不偏移,圓孔不變形。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
發布評論請先 登錄
相關推薦
熱點推薦
PEEK注塑電子封裝基板的創新應用方案
隨著電子設備向高性能、小型化和高可靠性方向發展,電子封裝基板材料的選擇變得尤為關鍵。傳統陶瓷基板(如氧化鋁、氮化鋁)因其優異的絕緣性和耐熱性長期占據主導地位,但聚醚醚酮(PEEK)作為高性能工程塑料
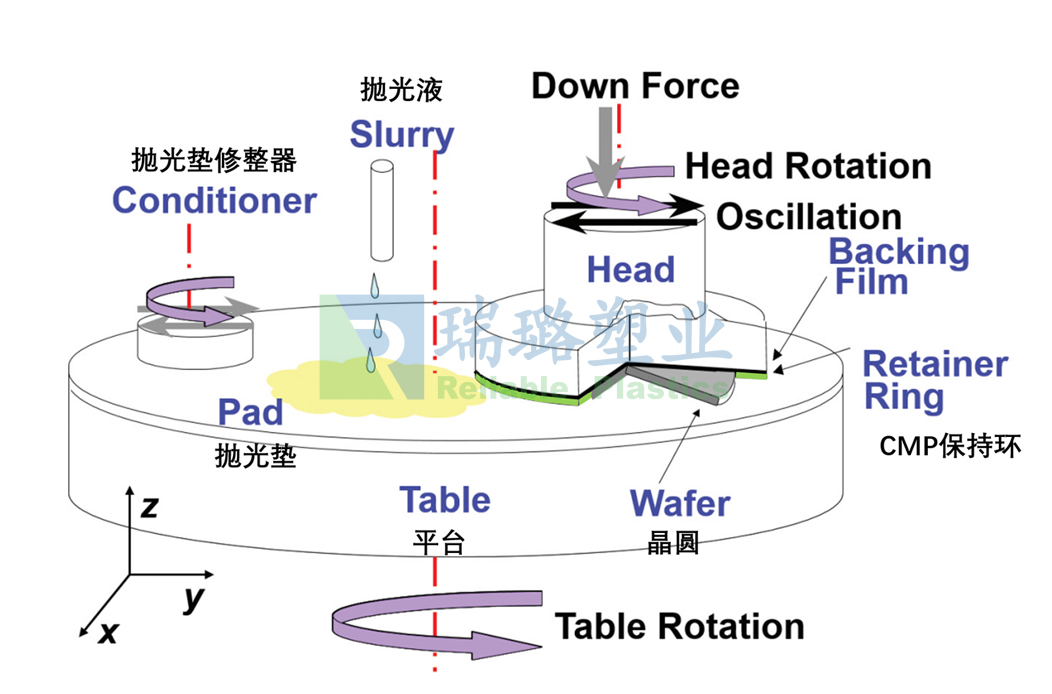
PEEK與PPS注塑CMP固定環的性能對比與工藝優化
發展,對CMP固定環的材料性能要求日益嚴苛,聚醚醚酮(PEEK)和聚苯硫醚(PPS)作為兩種高性能工程塑料,通過注塑成型工藝制造的CMP固定環正逐步成為半導體制造領域的關鍵部件。 ? 一、PE
從性能到應用—PEEK零件加工在電子電氣行業的卓越表現
材料之中,注塑加工PEEK(聚醚醚酮)的性能優勢,逐漸成為電子電氣行業的理想之選。 PEEK注塑件在電子電氣行業中的應用優勢 1. 連接器:PEEK 的機械性能,能承受多次插拔而不變形

為何工程塑料不適合打印圓弧形模型?
我們經常能在3D打印中看到各種形狀的模型,但為什么不建議使用工程塑料來打印圓弧形模型呢?JLC3D小編今天就和大家一起探討下。
我們都知道,工程塑料在FDM(熔融沉積成型)打印中,通常會采用分層堆疊
發表于 04-07 15:31
數控加工工藝流程詳解
的結果,確定合適的加工工藝,包括機床選擇、夾具設計、刀具選擇等。 二、編程與仿真 程序編寫 :使用專業的編程軟件(如Mastercam、UG、Pro/E等)根據圖紙和工藝要求編寫加工程
數控車床加工工藝的技巧
數控車床是一種高精度、高效率的自動化機床,使用數控車床可以提高加工效益,創造更多的價值,數控車床的出現使企業擺脫了那落后的加工技術,數控車床加工的工藝與普通車床的
介紹五種超耐高溫工程塑料
前言工程塑料是一類具有優異性能的高分子材料,在許多領域都有廣泛的應用。其中,超耐高溫工程塑料更是因其出色的耐高溫特性而備受關注。下面為大家介紹五種超耐高溫工程塑料。 聚苯硫醚(PPS) 聚苯硫醚
PCB加工與SMT貼片加工:工藝差異全解析
與質量,還直接影響到生產效率和成本控制。本文將深入探討PCB加工與SMT貼片加工之間的區別,幫助電子設備廠家的采購人員更好地理解這兩個工藝,以便做出更加明智的決策。 PCB加工與SMT

PEEK與其他熱塑性材料的比較
在工程塑料領域,PEEK(聚醚醚酮)因其獨特的物理和化學特性而備受關注。這種材料在高溫、高壓和化學腐蝕性環境中表現出色,使其成為許多工業應用的理想選擇。本文將探討PEEK與其他常見熱塑性材料的比較
PCB盲孔加工控制成本的方法
的設計,減少不必要的復雜性。盲孔的設計越簡單,設計成本就越低。 標準化設計:使用標準尺寸和標準工藝,避免特殊要求,這樣可以減少設計時間和成本。 2. 加工成本控制 優化鉆孔方法:選擇合
SMT貼片加工:特點與優勢詳解
許多突出的特點,以下將從多個方面進行詳細解析。 SMT貼片加工工藝特點及使用領域 高密度組裝: SMT貼片加工能夠實現電子元器件的高密度組裝。相比傳統的通孔插裝技術(THT),SMT技
半導體PEEK納米級鉆孔,用德國高精密主軸
德國SycoTec高精密主軸為PEEK材料微小孔鉆孔提供高精度高效率解決方案,最高精度≤1μm,最高轉速100000rpm,減少加工時間,保護材料,提升生產效率和產品合格率,為多個行業





 工商網監
工商網監
評論