") 什么是錫珠?錫珠產(chǎn)生的原因和改善對策
什么是錫珠?錫珠產(chǎn)生的原因和改善對策
錫珠產(chǎn)生機理解析與改善實戰(zhàn)
什么是錫珠?
在IPC標準中,有一個術語叫做“solder ball”,中文版早期翻譯為“錫球”,現(xiàn)在翻譯為“焊料球”。IPC標準對“焊料球”的定義見下圖:


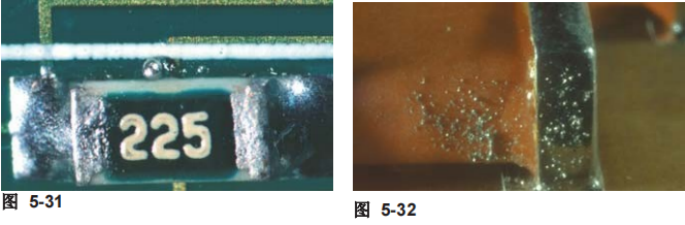
由定義可知,“焊料球”包括了“焊接后留下的球形焊料”和“焊膏中的焊料粉”。而前者就是業(yè)界常說的“錫珠”,尺寸通常大于100μm,在焊接過程中由多個錫粉熔合而成(見圖5-31);而后者我們通常稱之為“錫粉”,尺寸在幾十μm不等(見圖5-32)。大量”錫粉”的產(chǎn)生通常是由于印刷不良和貼片不良,極個別的錫粉對絕大多數(shù)產(chǎn)品沒有危害,故不在本次研討范圍之內(nèi),本文所要分析和解決的是前者“錫珠”。
錫珠在回流焊、波峰焊、手工焊各種焊接階段都可能發(fā)生,是困擾從業(yè)者的一大難題。
錫珠產(chǎn)生的原因:
不同的焊接工藝,產(chǎn)生錫珠的機理不同,本文重點解析回流焊的錫珠。
在回流焊過程中,錫珠產(chǎn)生的可能原因如下:
設計:PCB封裝庫設計的不合理是錫珠產(chǎn)生的最主要原因。
PCB:噴錫板的過孔(Via)內(nèi)藏錫,也會導致回流焊時錫從孔中飛濺出來形成錫珠。表面看是物料問題,實際也可以通過設計改良來規(guī)避。
鋼網(wǎng):鋼網(wǎng)設計不合理也會導致錫珠產(chǎn)生。
錫膏:錫膏印刷過程中吸潮,導致回流焊時水汽氣化產(chǎn)生“炸錫”。
爐溫:預熱溫度和時間不夠,助焊劑中溶劑揮發(fā)不充分導致回流焊時“炸錫”。
改善對策:
1. PCB封裝庫設計不合理的分析與改善
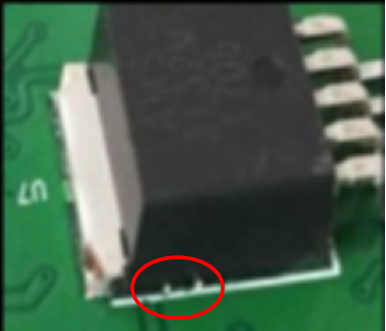
錫珠較常發(fā)生在片式元件(上面有圖示)、BTC元件(底部端子元件)的本體側(cè)邊,像是被擠出來的。下圖是一個TO-263-5封裝的元件的錫珠案例:
憑我多年的行業(yè)經(jīng)驗,我可以斷定這是一個設計問題,毫無疑問。但是很多工藝工程師首先想到的是從鋼網(wǎng)開孔設計角度去改善。我們分析問題要問5個WHy,要找到“問題冰山”,找到真因,從源頭解決,這樣才能避免問題重復發(fā)生,否則只能不停地為拙劣的設計“擦屁股”。鋼網(wǎng)制造商設計開孔的依據(jù)就是PCB圖或gerber圖,他們做內(nèi)切、外擴或者防錫珠開孔都是在焊盤的基礎上進行微調(diào),如果設計的焊盤與實物差異很大,他們是無法預知的。
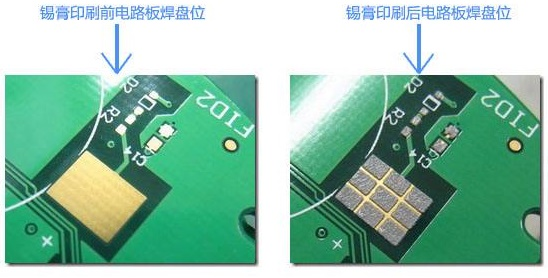
我們來看一下這個物料的PCB設計與物料尺寸圖對比,果然不出我所料,下圖左是PCB設計,下圖右是物料底部視圖:

從上圖可知,PCB的大焊盤比物料本體底部焊端寬很多。貼片后,大量錫膏會被擠壓到焊盤邊緣,也即物料底部焊端之外。回流焊的升溫階段和恒溫階段,錫膏會進一步坍塌擴散溢出焊盤之外。進入回流階段后,液態(tài)焊料由于表面張力的固有特性影響會往焊盤中心和物料焊端中心回縮,但物料底部兩側(cè)的塑封材料是無法與焊料潤濕的,其會阻礙焊料回縮,因此在本體兩側(cè)容易產(chǎn)生錫珠。
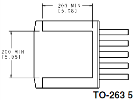
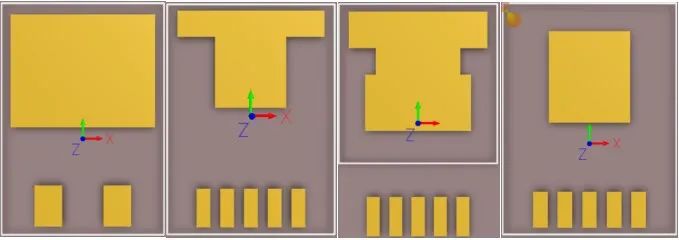
正確的設計應該是根據(jù)物料的焊端尺寸來設計焊盤,大焊盤的寬度不應大于物料底部焊端的寬度。而TO-263系列封裝有很多變種,絕大多數(shù)技術人員是不會關注這一點的,胡亂設計,因此此類元件的錫珠問題是比較常見的。下圖從左至右依次為(我親自設計的)TO-263、TO-263-5、TO263-5-plus、TO263-5-thin的PCB封裝庫效果圖,可以看出這幾種封裝的底部端子尺寸差異非常之大,所以設計時一定要注意物料的實際尺寸。
2. 噴錫板過孔藏錫珠問題的分析與改善
噴錫板在制造過程中有個工序是將PCB浸入焊料槽后再提出,此時用高溫的風刀從PCB的正反兩面猛吹,目的是將焊盤上的錫盡量吹平,以及將金屬化孔中的錫吹走,所以這個工藝又叫做熱風整平(HASL)。金屬化孔中,焊盤(Pad)的鍍覆孔(PTH)需要容納元件的引腳,所以孔徑較大,通常不小于0.6mm;而過孔(Via)不用于焊接,所以有些過孔的孔徑小至0.3mm甚至更小,風刀不易將孔中的錫吹凈,因此容易藏錫,回流焊時板材中的水分蒸發(fā)可能將孔中的錫“炸出”形成錫珠。
解決方案是過孔孔徑≤0.45mm時,要求PCB廠家做油墨塞孔處理。小孔徑的過孔載流量不夠時,就需要增大孔徑,建議孔徑不小于0.6mm。這是因為0.45mm到0.6mm之間的過孔有點尷尬,塞孔做不好,風刀也可能吹不凈孔里的錫。還有一種半塞孔處理的過孔,孔內(nèi)也容易藏錫,若是處于BTC元件的散熱端子上,元件貼片后可避免錫珠外濺,所以問題不大。
3. 其它因素導致的錫珠問題
鋼網(wǎng)開孔設計都有比較成熟的規(guī)范,只要PCB設計合理,鋼網(wǎng)設計工程師按照規(guī)范設計就不會有太大問題。
錫膏吸潮問題也極少發(fā)生,需要注意嚴格按照錫膏管控要求,在使用前應有正確的充足的回溫時間。
回流焊的爐溫曲線也比較容易管控,一般不會是錫珠產(chǎn)生的主要原因。
總結(jié)
對于回流焊工藝中的錫珠問題,設計是源頭,遇到問題首先查設計問題,絕大多數(shù)問題都是由于設計不良導致的。其它鋼網(wǎng)設計、錫膏管控、爐溫曲線都是次要因素。
波峰焊、手工焊接工藝中的錫珠產(chǎn)生機理不同,需要進行針對性的分析和改善。
作者:Leo老師
審核編輯:湯梓紅
-
pcb
+關注
關注
4340文章
23333瀏覽量
404712 -
焊接
+關注
關注
38文章
3360瀏覽量
60747 -
焊接工藝
+關注
關注
3文章
88瀏覽量
13182 -
波峰焊
+關注
關注
12文章
319瀏覽量
18956
原文標題:PCBA DFM工藝專家丨錫珠產(chǎn)生機理解析與改善實戰(zhàn)
文章出處:【微信號:CEIA電子智造,微信公眾號:CEIA電子智造】歡迎添加關注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關推薦
錫珠的形成原因及預防產(chǎn)生的方法
pcb產(chǎn)生錫珠的原因
LED燈帶如何防止錫珠產(chǎn)生
錫珠產(chǎn)生的常見原因是什么?該如何解決
錫珠產(chǎn)生的常見原因及解決方法
SMT貼片加工中產(chǎn)生錫珠的原因
SMT加工為什么會產(chǎn)生錫珠?
錫珠產(chǎn)生的常見原因具體總結(jié)
SMT錫膏產(chǎn)生的錫珠是什么原因?如何控住!

SMT貼片加工錫珠產(chǎn)生原因!

SMT貼片錫珠出現(xiàn)的原因有哪些?
SMT生產(chǎn)中錫珠的產(chǎn)生原因及控制方法
SMT錫膏焊接后PCB板面有錫珠產(chǎn)生怎么辦?





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論