") 西門子伺服電機維修故障處理技巧
西門子伺服電機維修故障處理技巧
一、西門子伺服電機維修竄動現(xiàn)象
在進給時出現(xiàn)竄動現(xiàn)象,測速信號不穩(wěn)定,如編碼器有裂紋;接線端子接觸不良,如螺釘松動等;當(dāng)竄動發(fā)生在由正方向運動與反方向運動的換向瞬間時,一般是由于進給傳動鏈的反向問隙或伺服驅(qū)動增益過大所致;
二、伺服電機維修爬行現(xiàn)象
大多發(fā)生在起動加速段或低速進給時,一般是由于進給傳動鏈的潤滑狀態(tài)不良,伺服系統(tǒng)增益低及外加負載過大等因素所致。尤其要注意的是,伺服電機和滾珠絲杠聯(lián)接用的聯(lián)軸器,由于連接松動或聯(lián)軸器本身的缺陷,如裂紋等,造成滾珠絲杠與伺服電機的轉(zhuǎn)動不同步,從而使進給運動忽快忽慢;
三、伺服電機維修振動現(xiàn)象
機床高速運行時,可能產(chǎn)生振動,這時就會產(chǎn)生過流報警。機床振動問題一般屬于速度問題,所以應(yīng)尋找速度環(huán)問題;
四、西門子伺服電機維修轉(zhuǎn)矩降低現(xiàn)象
伺服電機從額定堵轉(zhuǎn)轉(zhuǎn)矩到高速運轉(zhuǎn)時,發(fā)現(xiàn)轉(zhuǎn)矩會突然降低,這時因為電機繞組的散熱損壞和機械部分發(fā)熱引起的。高速時,電動機溫升變大,因此,正確使用伺服電機前一定要對電機的負載進行驗算;
五、伺服電機維修位置誤差現(xiàn)象
當(dāng)伺服軸運動超過位置允差范圍時(KNDSD100出廠標(biāo)準(zhǔn)設(shè)置PA17:400,位置超差檢測范圍),伺服驅(qū)動器就會出現(xiàn)“4”號位置超差報警。主要原因有:系統(tǒng)設(shè)定的允差范圍小;伺服系統(tǒng)增益設(shè)置不當(dāng);位置檢測裝置有污染;進給傳動鏈累計誤差過大等;
六、伺服電機維修不轉(zhuǎn)現(xiàn)象
數(shù)控系統(tǒng)到伺服驅(qū)動器除了聯(lián)結(jié)脈沖+方向信號外,還有使能控制信號,一般為DC+24 V繼電器線圈電壓。伺服電動機不轉(zhuǎn),常用診斷方法有:檢查數(shù)控系統(tǒng)是否有脈沖信號輸出;檢查使能信號是否接通;通過液晶屏觀測系統(tǒng)輸入/出狀態(tài)是否滿足進給軸的起動條件;對帶電磁制動器的伺服電動機確認制動已經(jīng)打開;驅(qū)動器有故障;西門子伺服電機維修有故障;伺服電動機和滾珠絲杠聯(lián)結(jié)聯(lián)軸節(jié)失效或鍵脫開等。
審核編輯:湯梓紅
-
西門子
+關(guān)注
關(guān)注
98文章
3142瀏覽量
117888 -
伺服驅(qū)動器
+關(guān)注
關(guān)注
22文章
518瀏覽量
32442
發(fā)布評論請先 登錄
使用西門子報文控制V90伺服驅(qū)動器

工業(yè)智能網(wǎng)關(guān)可以采集西門子PLC嗎
在西門子TIA Portal中使用CFC語言實現(xiàn)電機控制的全流程

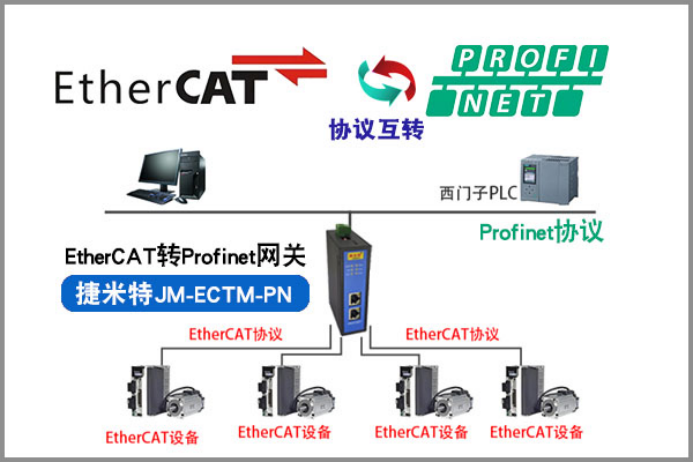
EtherCAT轉(zhuǎn)ProfiNet西門子1200PLC與伺服電機通訊案例全解
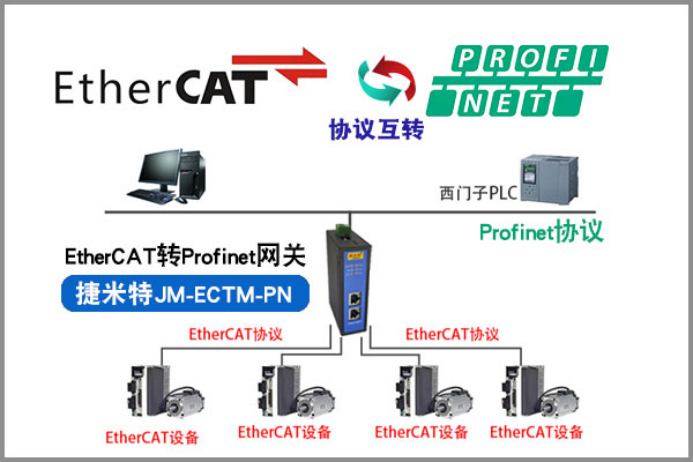
Profinet轉(zhuǎn)EtherCAT深度解讀網(wǎng)關(guān)模塊如何協(xié)議轉(zhuǎn)換賦能西門子PLC與伺服驅(qū)動高效協(xié)作案例?
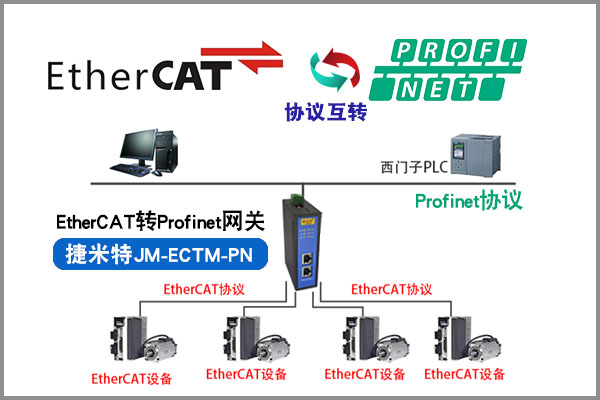
EtherCAT轉(zhuǎn)Profinet網(wǎng)關(guān)模塊驅(qū)動西門子PLC與伺服電機通訊案例精析?


西門子6FC5210-0DF52-2AA0 NCU伺服模塊

基于 EtherCAT 轉(zhuǎn) ProfiNet 網(wǎng)關(guān)達成西門子 1200 PLC 與伺服電機通訊連接的應(yīng)用實例





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論