") 自動(dòng)化PLC控制FAUNC機(jī)器人有哪幾種流程?
自動(dòng)化PLC控制FAUNC機(jī)器人有哪幾種流程?
機(jī)器人概述
該項(xiàng)目中使用M251 dPAC控制FAUNC機(jī)器人用于電池的組盤和拆盤的兩種流程,F(xiàn)ANUC機(jī)器人M-20iD-25作為設(shè)備的執(zhí)行層,M251 dPAC用于調(diào)度FAUNC的內(nèi)部的執(zhí)行程序,兩者之間使用的是Ethernet IP通訊,設(shè)備架構(gòu)圖如圖1:
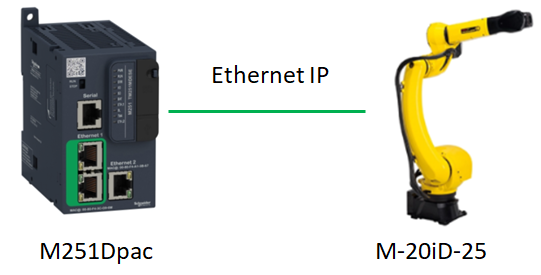
圖1
機(jī)器人將從堆垛機(jī)中取出的裝滿電池的托盤,通過有兩個(gè)抓手的夾具進(jìn)行抓取,將電池抓取到拉帶線上,當(dāng)所有的電池抓取完成后,機(jī)器人發(fā)送完成信號(hào)給輸送線,輸送線將空托盤排出,該流程我們稱之為拆盤流程,
機(jī)器人將拉帶線上的電池取出,放進(jìn)在輸送線上等待的空托盤中,等待12組電池放入,將裝滿電池的電池托盤排出,根據(jù)輸送線發(fā)來的指令來確定組完盤的裝滿電池的托盤流入堆垛機(jī)還是流入輸送線的拆盤位置,該流程我們稱之為組盤流程
機(jī)器人控制系統(tǒng)
PLC與機(jī)器人通訊主要通過SYMLINKMULTIVARDST和SYMLINKMULTIVARSRC這兩個(gè)功能塊進(jìn)行通訊,SYMLINKMULTIVARDST功能塊用于處理輸入變量,該功能塊需要將初始化事件鏈接到INIT,然后將INITO鏈接到REQ上,如圖4:
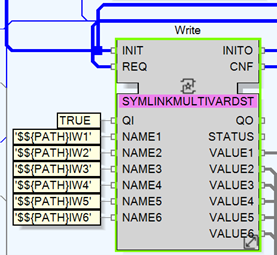
圖4
SYMLINKMULTIVARSRC功能塊用于處理輸出變量,該功能塊需要將初始化事件鏈接到INIT,然后將INITO鏈接到REQ上,如圖5:
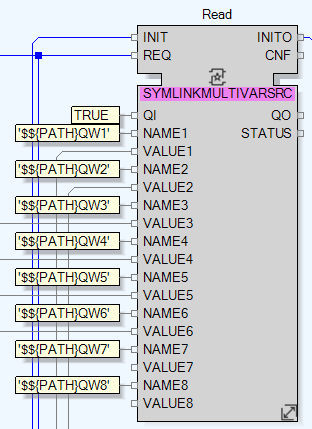
圖5
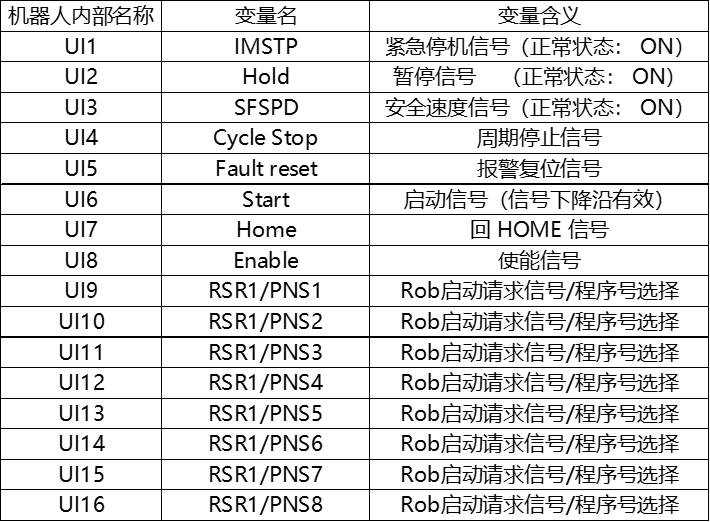
IW1一共16個(gè)位,詳細(xì)介紹見表1:
表1
IW2一共16個(gè)位,詳細(xì)介紹見表2:
表2
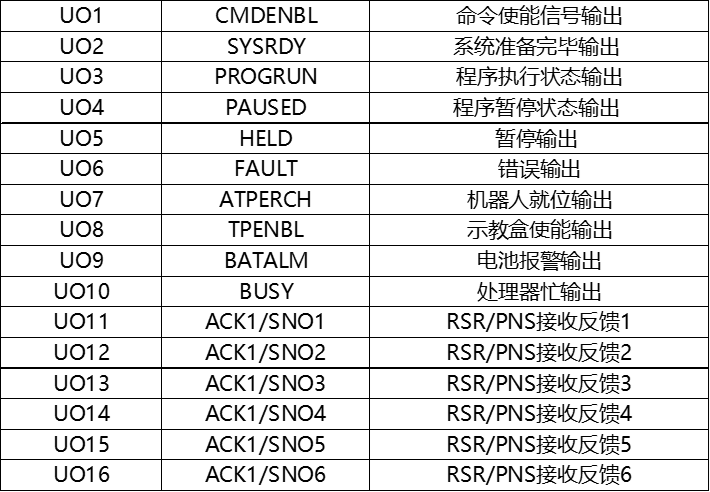
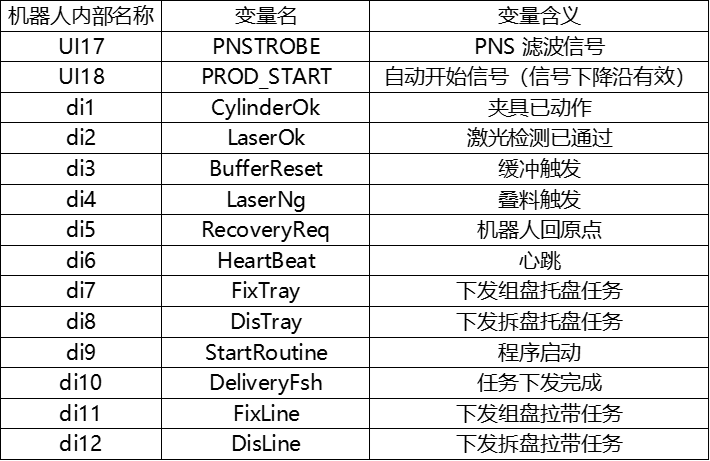
IW3一共16個(gè)位(僅使用7個(gè)位),詳細(xì)介紹見表3:
表3
IW4,IW5,IW6都是一個(gè)字,詳細(xì)介紹見表4:
表4

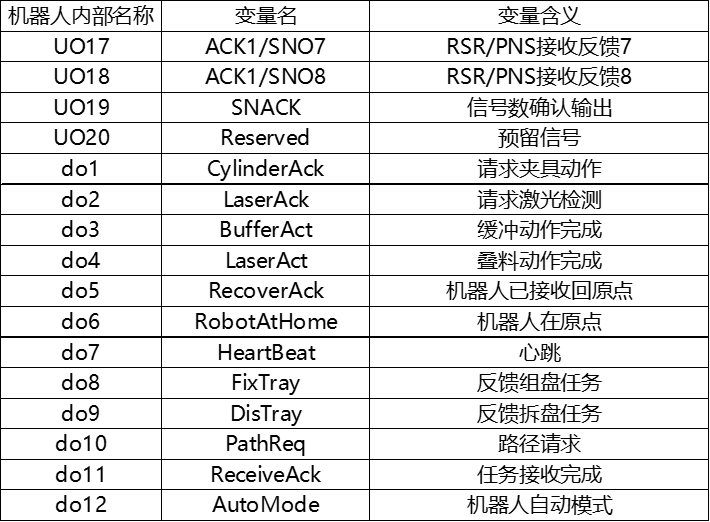
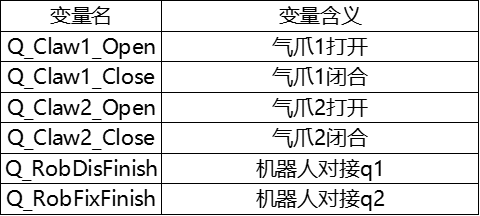
QW1一共16個(gè)位,詳細(xì)介紹見表5:
表5
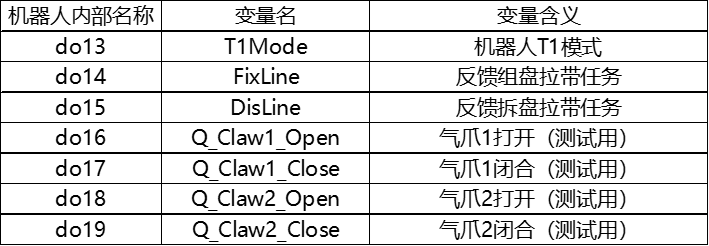
QW2一共16個(gè)位(僅使用14個(gè)位),詳細(xì)介紹見表6:
表6
QW3,QW4,QW5都是一個(gè)字,詳細(xì)介紹見表7:
表7

QW6-QW12都是一個(gè)字,主要用于和MET的數(shù)據(jù)交互,詳細(xì)介紹見表8:
表8

2.PLC與TM3模塊通訊
變量主要分為輸入變量和輸出變量,輸入變量見表9,輸出變量見表10:
表9
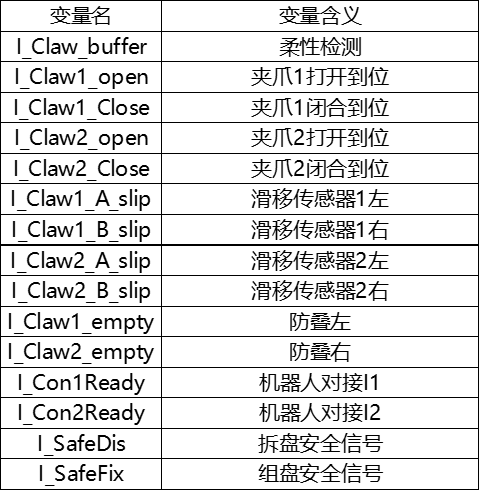
表10
3.機(jī)器人EDS配置
01
添加FANUC的EDS文件,確保Catalog里存在FANUC ROBOT R30iB,如圖6:

圖6
02
添加完EDS后,添加設(shè)備FANUC Robot R30iB Plus這個(gè)文件,如圖7:
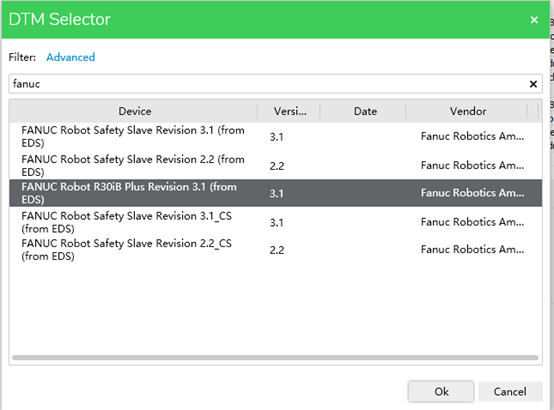
圖7
03
添加完成后,修改Input size和Output size為48,點(diǎn)擊“應(yīng)用”確保設(shè)置完成,如圖8:
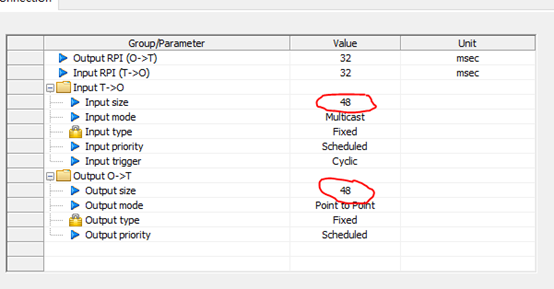
圖8
04
點(diǎn)擊TCP,修改成IP地址如圖9:

圖9
05
修改Items Management為手動(dòng),如圖10:
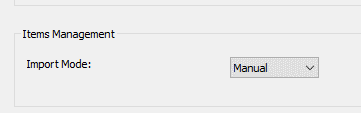
圖10
06
修改IP地址為如圖11:
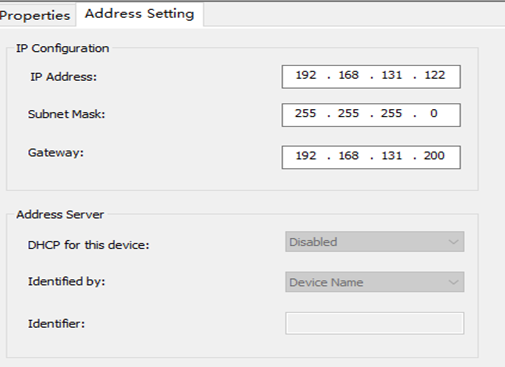
圖11
07
設(shè)置輸入輸出點(diǎn),如圖12:
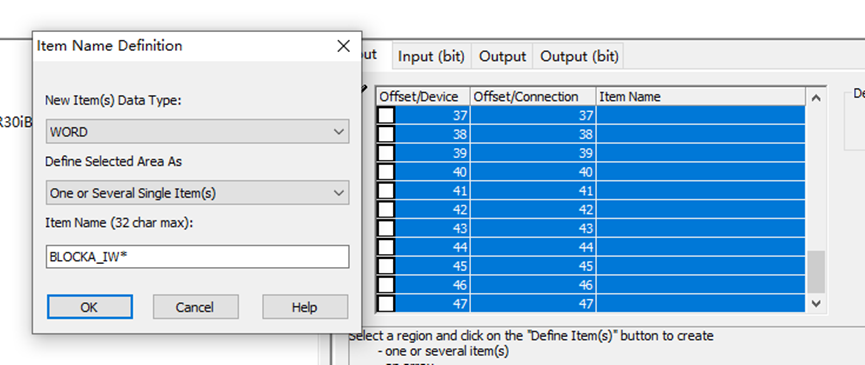
圖12
08
確認(rèn)設(shè)置完成,如圖13:
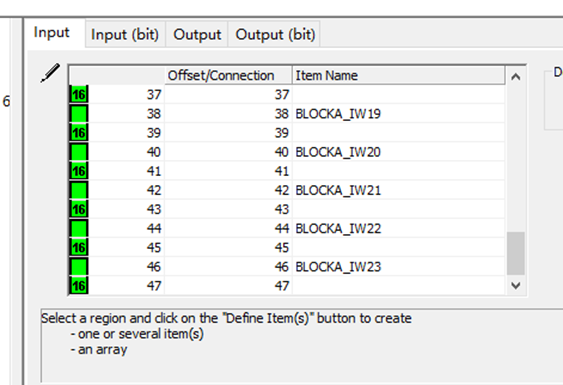
圖13
完成設(shè)置之后將配置好的配置文件導(dǎo)入到Ethernet IP Scanner中,機(jī)器人的EDS配置就完成了。
機(jī)器人控制CAT設(shè)計(jì)與開發(fā)
程序的設(shè)計(jì)主要分為7個(gè)部分
1
第一部分為Robot_to_PLC,用于處理機(jī)器人到PLC的通訊變量;
2
第二部分為HMI,用于處理人機(jī)交互界面的一些數(shù)據(jù);
3
第三部分為手動(dòng),該部分用于調(diào)試使用,來確認(rèn)夾爪和氣缸的動(dòng)作;
4
第四部分為PLC_to_Robot,用于處理PLC到機(jī)器人的通訊變量;
5
第五部分為自動(dòng)流程,拆盤和組盤的流程在該程序在實(shí)現(xiàn);
6
第六部分是疊料檢測(cè),用于防止下方有電池時(shí)繼續(xù)下放;
7
第七部分為讀取機(jī)器人實(shí)際位置,用于讀取機(jī)器人六關(guān)節(jié)的角度值,可以和仿真軟件通訊實(shí)現(xiàn)數(shù)字孿生等功能。
程序如圖14:
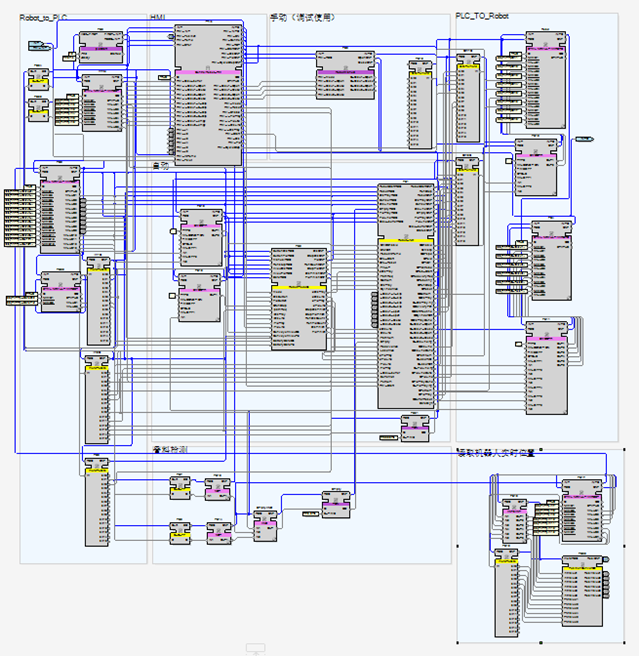
圖14
審核編輯:劉清
-
機(jī)器人
+關(guān)注
關(guān)注
213文章
29568瀏覽量
211976 -
PLC控制
+關(guān)注
關(guān)注
9文章
254瀏覽量
27898 -
自動(dòng)化控制
+關(guān)注
關(guān)注
4文章
251瀏覽量
20830
原文標(biāo)題:自動(dòng)化PLC控制FAUNC機(jī)器人的兩種流程!
文章出處:【微信號(hào):中泰PLC自動(dòng)化教學(xué),微信公眾號(hào):中泰PLC自動(dòng)化教學(xué)】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
2016年德國(guó)機(jī)器人及自動(dòng)化技術(shù)貿(mào)易博覽會(huì)
焊縫跟蹤:自動(dòng)化機(jī)器人實(shí)時(shí)焊縫跟蹤尋位
一種ZNH-DQ01工業(yè)機(jī)器人自動(dòng)化綜合實(shí)訓(xùn)平臺(tái)
怎樣去改變高低電平產(chǎn)生PWM信號(hào)?有哪幾種辦法?
PLC和變頻器是如何進(jìn)行通訊的,有哪幾種方式?

工業(yè)機(jī)器人、PLC與自動(dòng)化三者之間有什么關(guān)系?
機(jī)器人控制的類型有哪幾種
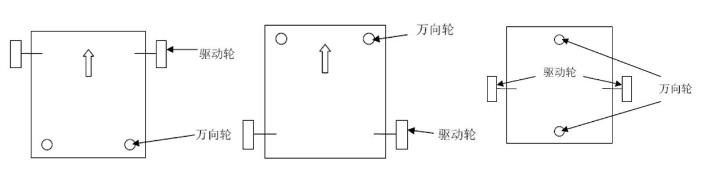
領(lǐng)銜資訊移動(dòng)機(jī)器人有哪幾種底盤結(jié)構(gòu)?
焊接機(jī)器人(直坐標(biāo)機(jī)器人和關(guān)節(jié)臂機(jī)器人)的傳感器都有哪幾種?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論