") 一學(xué)就會(huì)的SPC
一學(xué)就會(huì)的SPC
共讀好書(shū)
SPC—統(tǒng)計(jì)過(guò)程控制,要解決兩個(gè)問(wèn)題:1.過(guò)程穩(wěn)定不穩(wěn)定?2.過(guò)程能力夠不夠?穩(wěn)不穩(wěn)定的問(wèn)題,依靠“控制圖”來(lái)解決;能力夠不夠的問(wèn)題,依靠“過(guò)程能力”來(lái)解決。
01 控制圖,是質(zhì)量管理先驅(qū)休﹒哈特(見(jiàn)圖一)帶領(lǐng)團(tuán)隊(duì)開(kāi)發(fā)出來(lái)的

圖一休·哈特
它是將正態(tài)分布圖逆時(shí)針旋轉(zhuǎn)90°得到的,取±3σ(標(biāo)準(zhǔn)差)作為控制限。控制圖由三部分組成:1)數(shù)據(jù)點(diǎn);2)中心線(xiàn)centerline=CL;3)控制限UCL/LCL=X± 3σ,如圖二所示。
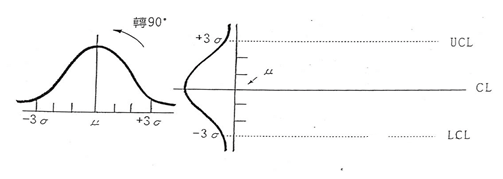
圖二控制圖的組成
控制圖的理論依據(jù)有兩個(gè):1.質(zhì)量波動(dòng)原理;2.小概率事件。因此控制圖有一定的抽樣風(fēng)險(xiǎn)(錯(cuò)報(bào)或漏報(bào)),降低風(fēng)險(xiǎn)可借助8條判異原則,如圖三所示。這8條判異原則可借助1、(2、3) 、(4、5) 、 6、8 、9、14 、15這些數(shù)字來(lái)方便記憶。
| 典型特殊原因識(shí)別準(zhǔn)則的匯總 | |
| 1 | 一個(gè)點(diǎn)遠(yuǎn)離中心線(xiàn)超過(guò)3個(gè)標(biāo)準(zhǔn)差 |
| 2 | 連續(xù)9點(diǎn)位于中心線(xiàn)一側(cè) |
| 3 | 連續(xù)6點(diǎn)上升或下降 |
| 4 | 連續(xù)14點(diǎn)交替上下變化 |
| 5 | 2/3的點(diǎn)距中心線(xiàn)的距離超過(guò)2個(gè)標(biāo)準(zhǔn)差(同一側(cè)) |
| 6 | 4/5的點(diǎn)距中心線(xiàn)的距離超過(guò)1個(gè)標(biāo)準(zhǔn)差(同一側(cè)) |
| 7 | 連續(xù)15個(gè)點(diǎn)排列在中心線(xiàn)1個(gè)標(biāo)準(zhǔn)差范圍內(nèi)(任一側(cè)) |
| 8 | 連續(xù)8個(gè)點(diǎn)距中心線(xiàn)的距離大于1個(gè)標(biāo)準(zhǔn)差(任一側(cè)) |
圖三 8條判異原則
控制圖跟數(shù)據(jù)類(lèi)型有關(guān),不同的數(shù)據(jù)類(lèi)型對(duì)應(yīng)不同的控制圖,其對(duì)應(yīng)關(guān)系如圖四所示。
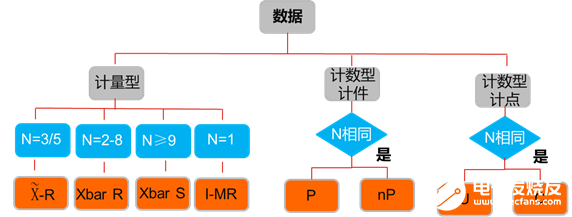
圖四數(shù)據(jù)類(lèi)型與控制圖對(duì)應(yīng)關(guān)系
控制圖中最常用是均值—極差圖,即Xbar—R控制圖,其中心線(xiàn)和控制限的計(jì)算公式如下:

圖五X(qián)bar—R圖中心線(xiàn)和控制限的計(jì)算公式
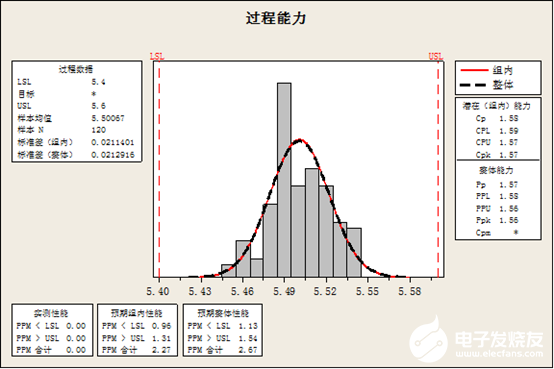
02 過(guò)程能力以最常用的過(guò)程能力指數(shù)—Cpk來(lái)說(shuō)明
過(guò)程能力指數(shù)—Cpk,是指過(guò)程的加工質(zhì)量滿(mǎn)足技術(shù)標(biāo)準(zhǔn)的能力,計(jì)算公式Cpk=min{(USL-Xbar)/3σ,(Xbar-LSL)/3σ}。他的應(yīng)用條件是過(guò)程穩(wěn)定且數(shù)據(jù)是正態(tài)分布的質(zhì)量特性。
過(guò)程能力指數(shù)Cpk值的評(píng)價(jià)參考標(biāo)準(zhǔn)如下:
| Cpk值的范圍 | 過(guò)程能力的評(píng)價(jià)參考 |
| Cpk≥1.67 | 過(guò)程能力滿(mǎn)足要求,可簡(jiǎn)化質(zhì)量檢驗(yàn)工作 |
| 1.33≤ Cpk < 1.67 | 過(guò)程能力尚可,但需要改善 |
| 1.00≤ Cpk< 1.33 | 過(guò)程能力不足 |
在中心值無(wú)偏移的情況下,Cpk值與不良PPM對(duì)應(yīng)關(guān)系如下:
| Cpk值 | 不良PPM |
| 1.0 | 2700 |
| 1.33 | 63 |
| 1.67 | 0.57 |
03 掌握了控制圖和過(guò)程能力指數(shù)Cpk的知識(shí)后,你就可以輕松地按照如下步驟導(dǎo)入SPC
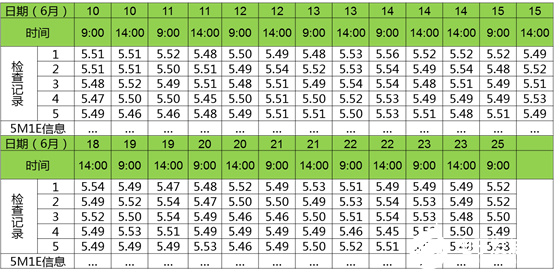
步驟1:確定質(zhì)量指標(biāo),收集數(shù)據(jù)。一般取25個(gè)子組,子組大小為5。如對(duì)5A管梁左段孔徑5.5±0.1mm尺寸進(jìn)行連續(xù)抽樣,并記錄在預(yù)先設(shè)計(jì)好的表格中,數(shù)據(jù)如下:
步驟2:計(jì)算觀測(cè)值的總均值X=5.50,平均極差R=0.05。
步驟3:計(jì)算R圖控制線(xiàn)、X圖控制線(xiàn),并作圖。
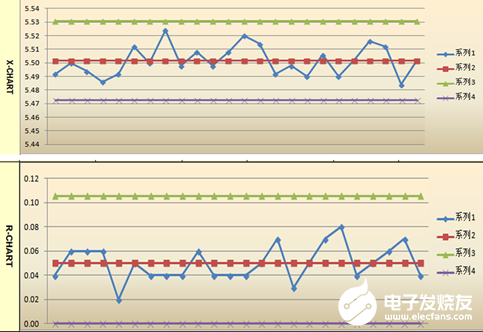
步驟4:依據(jù)判異原則判定,其生產(chǎn)過(guò)程處于穩(wěn)定受控狀態(tài)。
步驟5:計(jì)算過(guò)程能力指數(shù)Cpk=1.57,能力尚可,滿(mǎn)足技術(shù)要求。
步驟6:延長(zhǎng)X-R控制圖的控制線(xiàn),作控制用控制圖,進(jìn)行日常管理。
審核編輯 黃宇
-
SPC
+關(guān)注
關(guān)注
1文章
56瀏覽量
12541
發(fā)布評(píng)論請(qǐng)先 登錄
SPC574s如何使用SPC5Studio自帶的I2C庫(kù)實(shí)現(xiàn)I2C通信?
SPC574s如何使用SPC5Studio自帶的I2C庫(kù)實(shí)現(xiàn)I2C通信?
SPC574s如何使用SPC5Studio自帶的I2C庫(kù)實(shí)現(xiàn)I2C通信?
請(qǐng)問(wèn)SPC58NH系列或者SPC58NN系列的單片機(jī)可以用那些燒錄器呀?
SPC582B用SPC5Studio打開(kāi)SWT后,哪一個(gè)是喂狗函數(shù)啊?還是要自己寫(xiě)?
如何使用AutoDevKitStudio和板載仿真器或AEK-MCU-SPC5LNK,將例程仿真下載到SPC574 K系列的探索套件中?
請(qǐng)問(wèn)stellarlink能不能用在spc5studio?spc56和spc58系列都支持嗎?
曙光存儲(chǔ)FlashNexus登頂SPC-1基準(zhǔn)測(cè)評(píng)
SPC200強(qiáng)大的音頻工具

SPC系統(tǒng)哪家好?邁斯軟件SPC系統(tǒng)值得推薦
自動(dòng)化 SPC:企業(yè)質(zhì)量與效率提升的關(guān)鍵 “利器”
SPC軟件:一套有效的制造過(guò)程監(jiān)控和分析工具

SPC統(tǒng)計(jì)過(guò)程控制系統(tǒng)解決方案






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論