 無需大范圍拆卸,快速恢復鋼鐵軋機牌坊窗口精度
無需大范圍拆卸,快速恢復鋼鐵軋機牌坊窗口精度

摘要: 本文介紹了某鋼鐵廠軋機牌坊的磨損情況,并提出了現場修復方案,通過使用福世藍高分子復合材料現場修復技術有效的解決了這一問題。進而證明了使用高分子復合材料技術可以有效的現場解決軋機牌坊磨損問題。
關鍵詞:軋機,現場修復,軋機牌坊磨損,窗口精度,高分子復合材料
一、設備問題分析
在板帶生產過程中,軋機機械設備的工況十分惡劣,特別是軋機在工作過程中,軋制冷卻水遇到紅灼的鋼坯迅速霧化,夾帶著從鋼坯表面脫落的氧化鐵粉末向四周噴射,軋輥通過軸承座對牌坊形成較大沖擊,使軋機機架牌坊內側窗口面、機架牌坊底面以及軸承座側面襯板等均出現不同程度的腐蝕磨損,使牌坊與襯板間隙難以有效控制,時常出現軋機機架與軋機牌坊間隙超過管理極限值現象,軋機牌坊間隙增大惡化了軋機主傳動系統的工作條件,使主傳動震動沖擊大,鋼錠咬入時容易發生打滑,影響到板型的控制,對產品質量造成很大影響。結合福世藍修復經驗總結造成軋機牌坊結合面出現磨損問題的根本原因主要有以下幾點:
(1)冷卻水腐蝕,根本原因是金屬與金屬之間的配合面無法做到100%配合,使其配合面之間產生微觀間隙,造成冷卻水的滲入腐蝕;
(2)緊固螺栓松動,造成軋制過程中,配合面與牌坊之間產生拍擊,造成金屬疲勞磨損 ;
(3)正常的金屬疲勞磨損;

二、設備修復工藝
1、傳統修復工藝
(1)機械加工去除法。即在線通過機加工方法清除牌坊表面受損層加工出配合面,通過加大襯板厚度或加墊片的方式來達到要求精度。使用該方法修復后使用一段時間后又會出現磨損,還要再次進行機械加工。多次機加工后對牌坊強度和剛度產生不利影響,該方法不能從根本上修復磨損。
(2)補焊后在現場機加工,加工出結合面。大面積堆焊容易造成牌坊受熱應力變形、彎曲。且修復好之后結合面和襯板在沖擊、腐蝕作用下又會出現磨損。也不能根本上解決磨損,且工期長。消耗了企業大量人力、物力、財力。
(3)激光熔覆。與傳統堆焊、噴涂、電鍍相比,激光熔覆具有稀釋度小、組織致密、涂層與基體結合好、適合熔覆材料多、粒度及含量變化大等特點,因此激光熔覆技術應用前景十分廣闊,但是往往因為造價高,工期長等原因無法在短時間內完成修復。
以上幾種傳統檢修所需的維修勞務費用、設備運輸和機加工費用等綜合費用較現場修復高,同時受現場空間的局限較大,但修復精度相對較高。
2、高分子復合材料修復工藝
高分子材料用在軋機機架等部件修復上,不需要昂貴而費時的現場加工。本文以福世藍高分子修復材料為例,高分子材料修復工藝按照軋機機架窗口的當前集合形狀將其直接粘附在軋機機架上,來創造一個最佳的襯墊安裝表面,有效地保證修復后的配合面。另外福世藍產品具備優越的粘著力,可以牢固附著在金屬基材表面,長期工作而不會脫落;產品自身具有極高的抗壓強度;獨特的高分子結構賦予材料良好的抗沖擊性能,可以吸收軸承座對牌坊的沖擊,避免了磨損的產生;同時產品具有良好的耐腐蝕性能,可使牌坊表面免受冷卻水的侵蝕。
三、軋機牌坊磨損修復步驟
1.表面處理:牌坊表面烤油處理,然后打磨氧化層,打磨后,進行表面噴砂處理,噴砂處理至Sa2.5或手動打磨至St3,表面粗糙度應大于70μm;
2.用掃、吹、吸等方法清除被粘接表面的殘余物質;
3.用99.7%無水乙醇或者丙酮徹底清洗粘接待修復的表面;
4.測量:使用激光跟蹤儀進行檢測,并記錄坐標點以及磨損量;
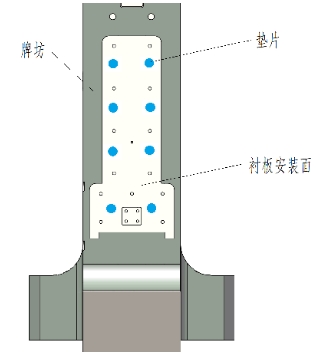
5.施加墊片:根據磨損量及測量坐標點,將合適厚度的墊片使用速干膠粘貼至檢測部位;根據修復面積增加4-6個墊片支撐區域;
6.根據測量的數值,適量調和福世藍2211F高分子復合材料,按照2:1比例調和均勻;
7.涂抹材料時首先薄薄一層刮涂至修復表面,確保材料壓入基體微孔內;
8.將材料刮涂至相應厚度;
9.緊固螺栓適當涂抹材料;
10.襯板刷涂脫模劑后,安裝襯板。
11.等待材料固化,24℃/24h,材料溫度每上升11℃固化時間縮短一半,推薦采用強制固化方式(使用乙炔氧氣割炬烘烤襯板外表面)60-80℃/3-5h。
12.材料固化完成后,再次緊固螺栓,使之保持良好預緊力。
四、軋機牌坊的磨損修復現場圖片

五、總結
通過以上應用案例,結合福世藍?多年來在軋機牌坊上的應用來看,針對軋機牌坊使用高分子復合材料技術進行現場修復具有修復時間短、效率高、避免大范圍拆除工作等優勢,修復完成后持續跟蹤,牌坊使用效果良好,修復后軋機剛度及對中有了明顯改善。證明了高分子復合材料技術具有耐沖擊、耐腐蝕的特點,對于鋼鐵行業其他靜配合面的腐蝕磨損問題具有很高的修復效果。
-
設備
+關注
關注
2文章
4649瀏覽量
71572 -
修復
+關注
關注
1文章
719瀏覽量
23187 -
復合材料
+關注
關注
2文章
245瀏覽量
13421
發布評論請先 登錄
電機大范圍調速的綜合電壓調制策略
TLC2543接收數據時采集的數據就大范圍擺動,怎么解決?
海康威視助力南京鋼鐵精準控制軋鋼溫度
應變計的測量范圍和精度是如何界定?

軋機軸承的FC型和FCD的區別損壞原因分析
軋機引起的電壓波動對電力補償設備有影響嗎

可拆卸電池好還是不可拆卸電池好
軋機牌坊磨損修復,你知道哪種修復工藝性價比最高嗎?

DHT11溫度傳感器測量范圍與精度
案例分享:某鋼鐵智慧電力綜合自動化系統改造

福祿克紅外測溫技術在鋼鐵冶金生產中的應用
鋼鐵雄心,智聯未來 —— 您的鋼鐵產業,因網關而更強






 工商網監
工商網監
評論