 ProfiNet轉DeviceNet打通Festo CPX閥島與西門子PLC的安全聯鎖機制
ProfiNet轉DeviceNet打通Festo CPX閥島與西門子PLC的安全聯鎖機制

一、案例背景
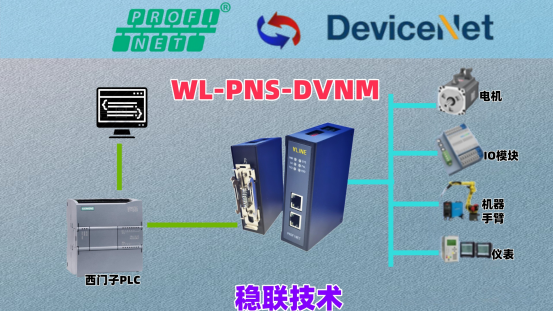
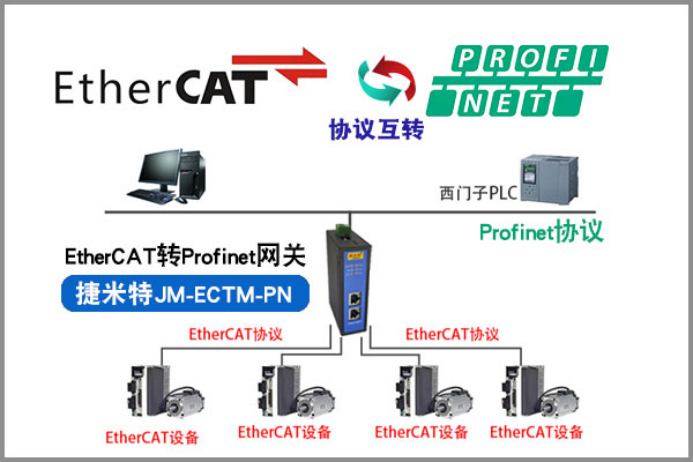
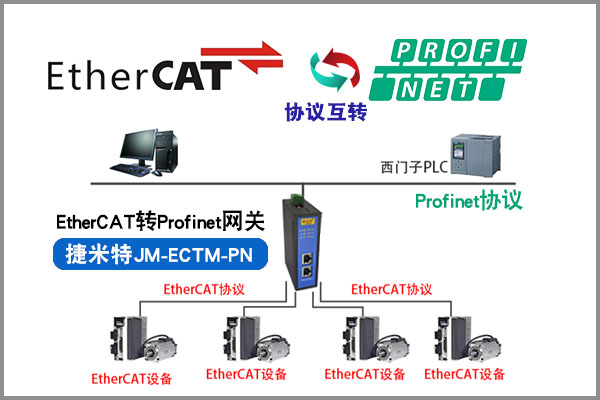
在汽車零部件制造行業,隨著市場競爭的加劇,企業對生產效率和產品質量的要求不斷提高。某汽車零部件制造企業主要生產發動機缸體、變速器齒輪等關鍵零部件,其生產線涉及大量的自動化裝配和檢測工序。在原有的生產系統中,為實現精確的氣動控制,采用了Festo品牌的CPX系列電磁閥島作為DeviceNet協議從站,負責控制各類氣缸的動作,以完成零部件的搬運、裝配等任務。而生產線上的自動化控制核心選用了西門子S7-1200系列PLC作為ProfiNet協議主站,用于協調整個生產流程、采集數據以及進行邏輯運算。但由于兩種協議的差異,PLC與電磁閥島無法直接通信,嚴重制約了生產線的自動化程度和整體效率。為解決這一難題,企業引入了捷米特的JM-PN-DNTM協議轉換網關以此來解決ProfiNet轉DeviceNet的協議通訊。

二、設備連接與配置
1.網關安裝與電源連接:將捷米特DeviceNet轉ProfiNet協議轉換網關模塊安裝在電氣控制柜內合適位置,確保通風良好且便于維護。使用24V直流電源適配器為網關供電,連接時注意正負極性,確保電源穩定接入。
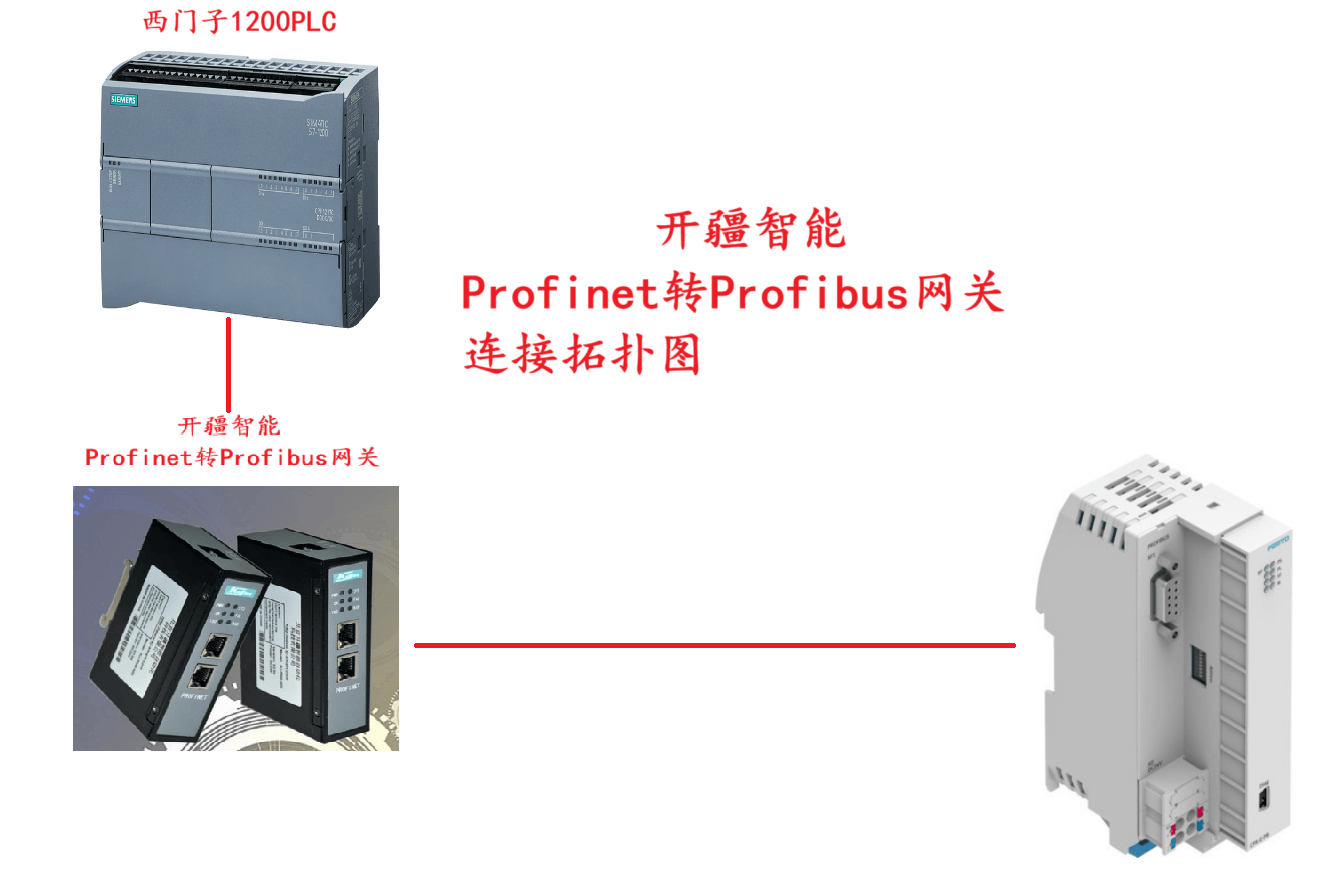
2.ProfiNet連接:采用標準的以太網網線,一端連接西門子S7-1200PLC的ProfiNet接口,另一端接入JM-PN-DNTM網關的ProfiNet端口。確保網線連接牢固,無松動或損壞,以保障數據傳輸穩定。
3.DeviceNet連接:使用DeviceNet專用電纜,將網關的DeviceNet端口與FestoCPX系列電磁閥島的DeviceNet接口相連。在連接過程中,嚴格按照DeviceNet網絡布線規則,注意電纜的終端電阻設置,確保網絡拓撲結構正確。對于網絡兩端的設備,終端電阻應設置為“ON”,中間節點的終端電阻設置為“OFF”。

參數配置
1.ProfiNet側配置:打開西門子TIAPortal軟件,在項目中添加S7-1200PLC設備,并進行硬件配置。在網絡視圖中,設置PLC的IP地址,例如192.168.1.100,子網掩碼255.255.255.0。接著,使用捷米特提供的網關配置工具,設置JM-PN-DNTM網關ProfiNet端口的IP地址,確保與PLC處于同一網段,如192.168.1.101。配置通信參數,包括通信周期,設置為10ms,以滿足實時性要求;設置超時時間為500ms,確保在網絡異常時能及時響應。
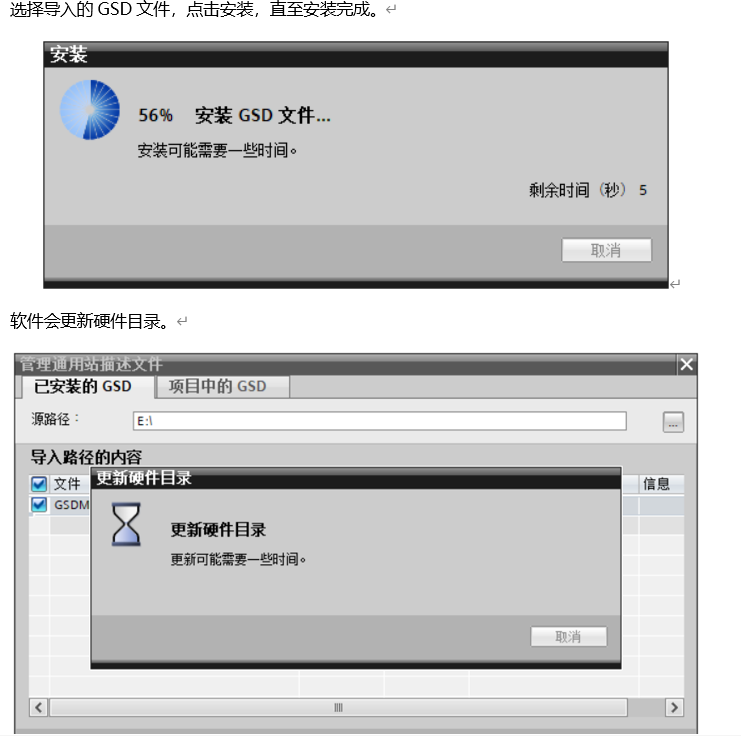
在TIA Portal 菜單欄點擊“選項”>“管理通用站描述文件”,如圖所示:

在彈出的對話框中,選擇“已安裝的GSD”選項卡,點擊源路徑選擇按鈕,彈出瀏覽文件夾對話框中找到選擇 GSD文件“GSDML-V2.33-- -20210807”所在的文件夾路徑并選中,點擊確認即可。

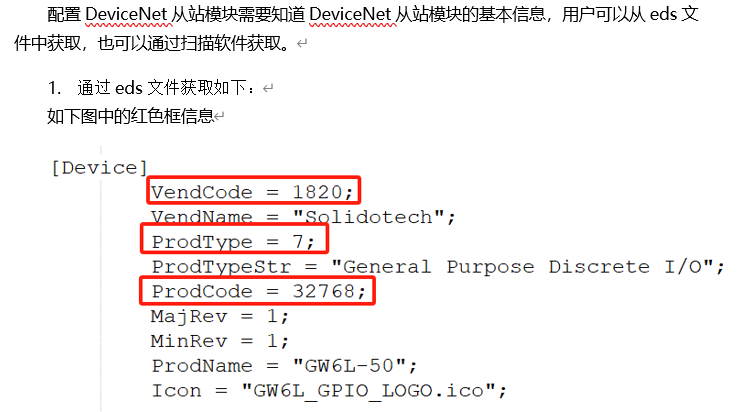
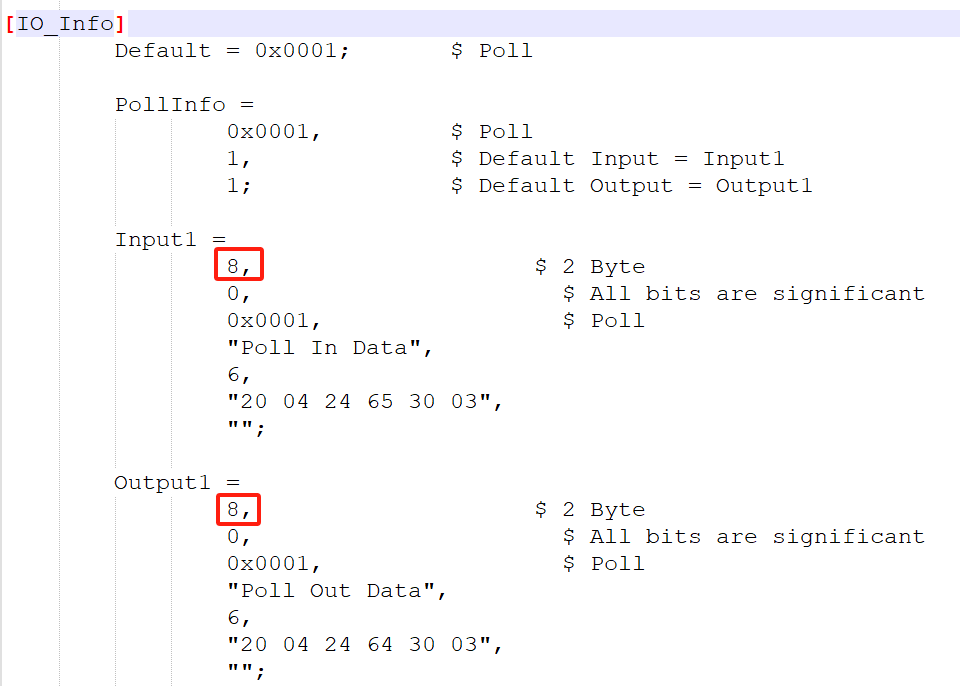
2.DeviceNet側配置:在捷米特網關配置工具中,針對DeviceNet側進行參數設置。首先設置網關在DeviceNet網絡中的節點地址,根據網絡規劃,設為0x08。然后添加FestoCPX系列電磁閥島的設備描述文件(GSD文件),確保網關能正確識別和配置電磁閥島。配置DeviceNet網絡的波特率,根據實際距離和通信需求,設置為500Kbps。同時,根據電磁閥島的功能和控制需求,建立數據映射關系,將PLC的輸出數據映射到電磁閥島的控制輸入點,將電磁閥島的狀態反饋數據映射到PLC的輸入寄存器。
通過掃描軟件獲取信息如下:(注意:需要先下載一個空的配置,用于指定DeviceNet網絡的CAN波特率)
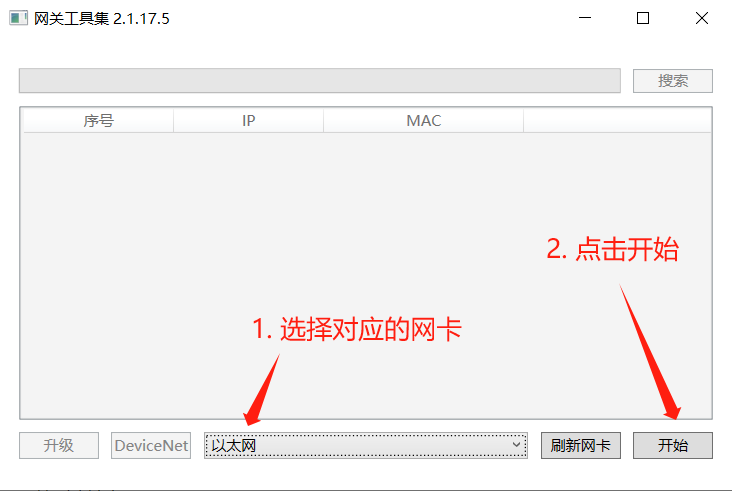
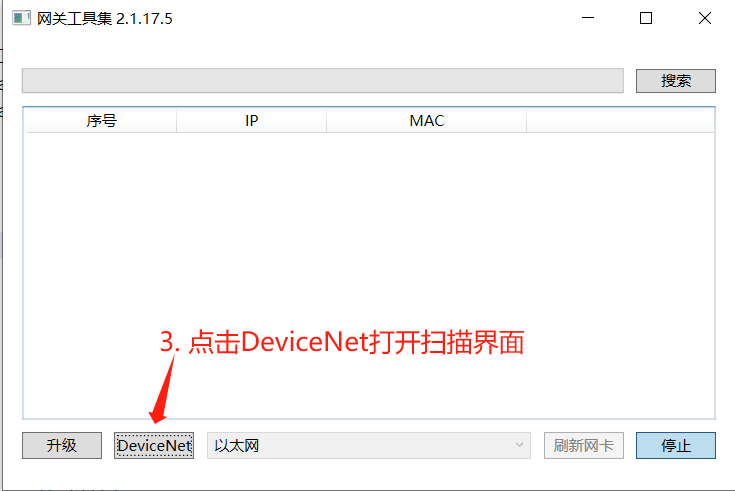
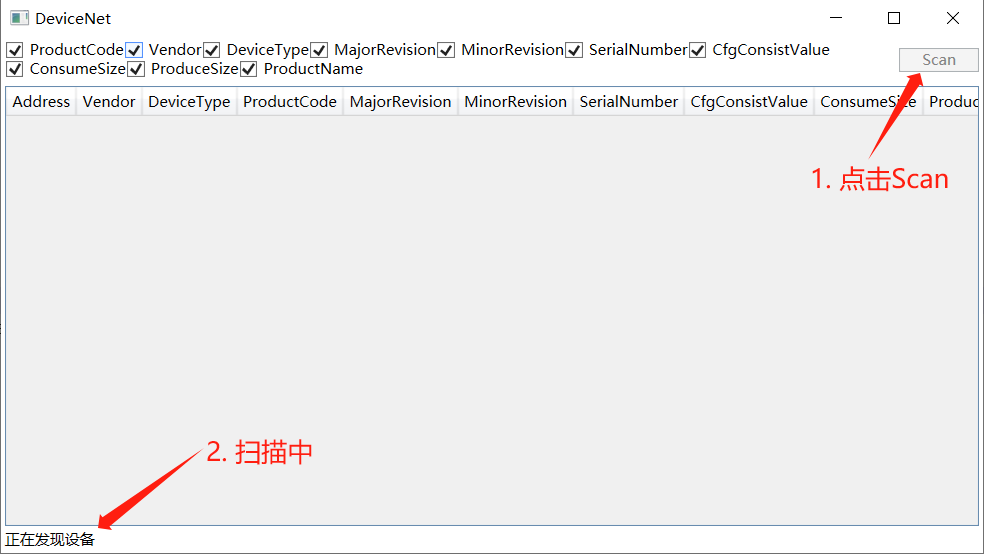
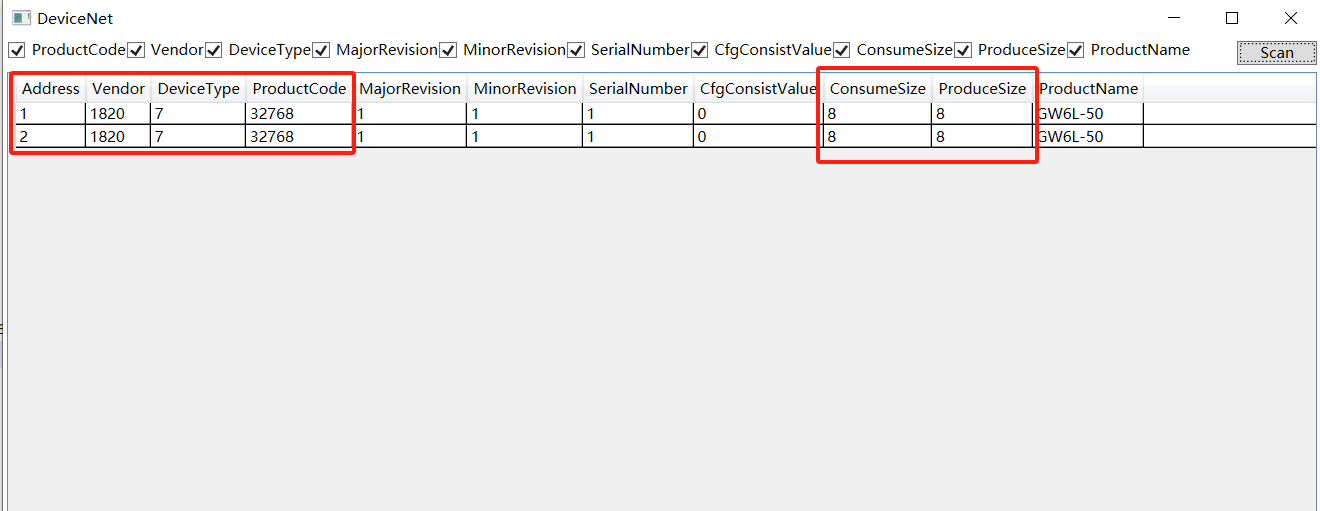
獲取從站信息后,將相關信息寫入后續的配置軟件中。
三、系統集成與功能實現
數據交互與控制
1.實時狀態監測:西門子S7-1200PLC通過JM-PN-DNTM網關,能夠實時獲取FestoCPX系列電磁閥島的工作狀態。例如,PLC可實時監測每個電磁閥的通斷狀態,以及氣缸的伸出、縮回位置反饋信號。通過這些實時數據,PLC能及時掌握生產線的運行情況,判斷是否存在異常。
2.精確控制執行:PLC根據生產工藝和邏輯控制要求,通過網關向電磁閥島發送控制指令。在發動機缸體裝配工序中,PLC根據零部件的位置和裝配順序,精確控制電磁閥島的動作,從而驅動氣缸完成零部件的搬運和精準裝配。例如,控制氣缸以特定的速度和力度將活塞裝入缸體,確保裝配質量和效率。
故障診斷與處理
1.故障信息快速反饋:當FestoCPX系列電磁閥島出現故障時,如電磁閥線圈短路、氣管漏氣導致氣缸動作異常等,電磁閥島會通過DeviceNet網絡將故障信息傳輸給JM-PN-DNTM網關,網關再將這些信息迅速傳遞給西門子S7-1200PLC。PLC接收到故障信息后,立即觸發預設的故障處理程序。
2.故障定位與排除:借助PLC的編程邏輯和人機界面(HMI),操作人員可以快速定位故障點。HMI上會直觀顯示故障類型、發生位置以及可能的原因。例如,若某個氣缸無法正常伸出,HMI會提示對應的電磁閥故障或氣缸機械故障。維護人員根據這些信息,能夠迅速采取相應的維修措施,大大縮短了故障排除時間,提高了生產線的可用性。
四、項目效果
1.生產效率顯著提升:DeviceNet轉ProfiNet協議轉換網關模塊通過實現西門子S7-1200PLC與FestoCPX系列電磁閥島的無縫通信,生產線的自動化程度大幅提高。原本需要人工干預協調的工序實現了自動化聯動,生產節拍加快,整體生產效率提高了30%。以變速器齒輪裝配為例,每小時的裝配數量從原來的50件提升至65件。
2.產品質量得到保障:精確的氣動控制和實時的狀態監測,使得零部件的裝配精度和一致性得到顯著提升。由于PLC能夠精準控制氣缸的動作,減少了裝配過程中的偏差,產品次品率降低了20%。例如,發動機缸體的裝配精度提高,有效提升了發動機的性能和可靠性。
3.維護成本降低:快速的故障診斷和處理機制,大大減少了設備停機時間。維護人員能夠迅速定位并解決故障,降低了維修工作量和維修成本。設備的平均維修時間從原來的2小時縮短至30分鐘,維修成本降低了35%。
(具體內容配置過程及其他相關咨詢可聯系楊工。)
審核編輯 黃宇
-
plc
+關注
關注
5031文章
13781瀏覽量
472484 -
西門子
+關注
關注
98文章
3137瀏覽量
117813 -
DeviceNet
+關注
關注
1文章
199瀏覽量
17084 -
Profinet
+關注
關注
6文章
1592瀏覽量
24996
發布評論請先 登錄
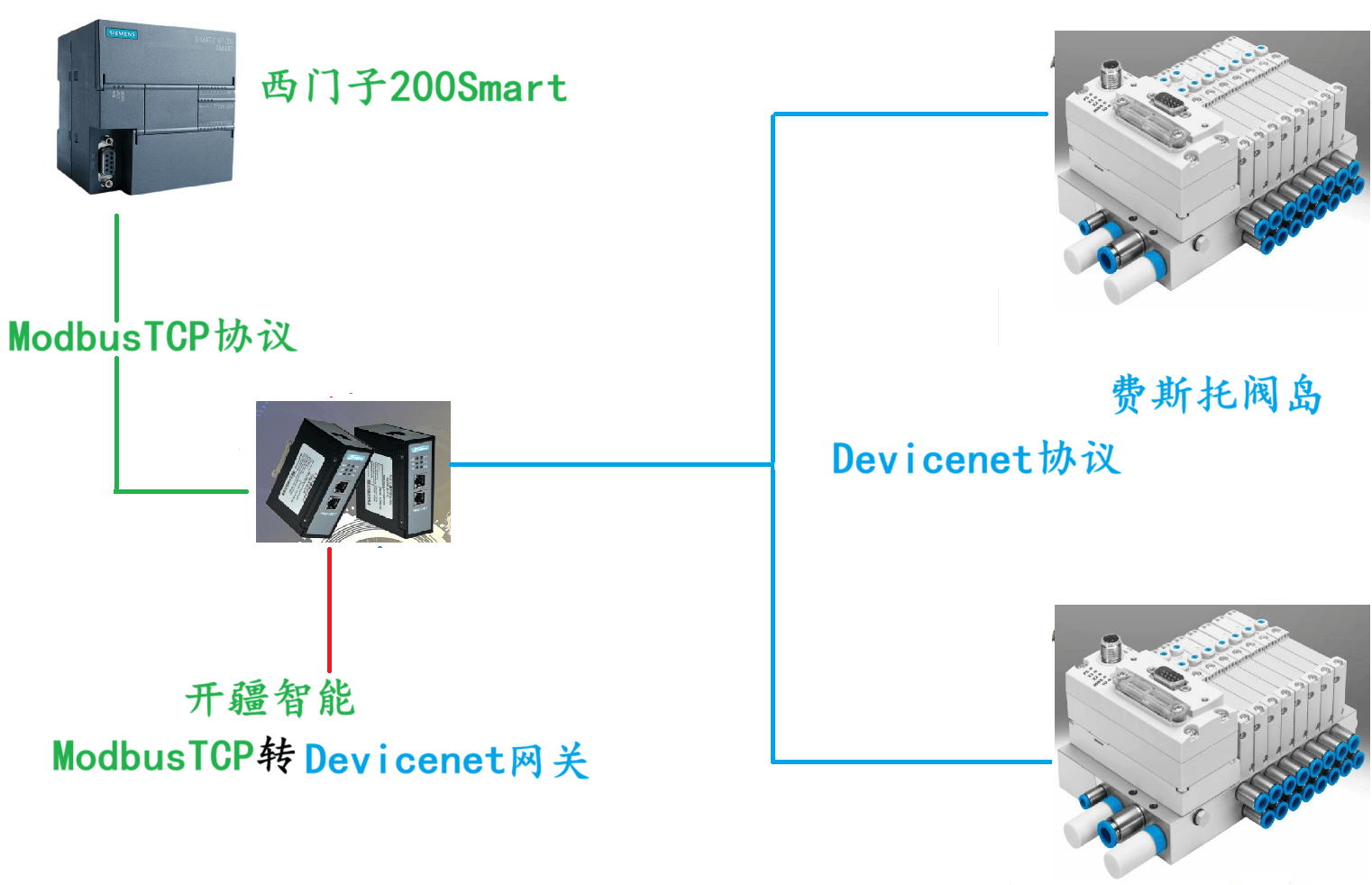
開疆智能ModbusTCP轉Devicenet網關連接西門子200Smart與費托斯閥島案例
Profinet轉CAN網關模塊對實現西門子PLC與CAN變頻器協同通信的助力研究

Profinet轉DeviceNet網關協議轉換的技術實現與應用分析
開疆智能Profinet轉Profibus網關連接費斯托閥島總線模塊配置案例
ProfiNet轉CAN邊緣計算網關配置指南:西門子PLC與CAN總線電磁閥組網

EtherCAT轉ProfiNet西門子1200PLC與伺服電機通訊案例全解
Profinet轉EtherCAT深度解讀網關模塊如何協議轉換賦能西門子PLC與伺服驅動高效協作案例?
Profinet轉DeviceNet網關模塊實現西門子PLC與DeviceNet電機協議轉換案例

Profinet轉Profinet網關應用在霍尼韋爾DCS與西門子1500PLC通訊案例

基于 EtherCAT 轉 ProfiNet 網關達成西門子 1200 PLC 與伺服電機通訊連接的應用實例
EtherCAT轉Profinet:輕松連接西門子PLC與凱福驅動器!

EtherCAT轉Profinet:輕松連接西門子PLC與凱福驅動器!
打通工業通信壁壘實現Ethernet/ip轉profinet網絡互通

打通工業通信壁壘實現Ethernep/ip轉profinet網絡互通






 工商網監
工商網監
評論