") 運(yùn)動(dòng)緩沖在精密激光加工中的應(yīng)用
運(yùn)動(dòng)緩沖在精密激光加工中的應(yīng)用
背景介紹
在全球科技快速發(fā)展的浪潮下,半導(dǎo)體行業(yè)作為關(guān)鍵的技術(shù)領(lǐng)域,始終處于創(chuàng)新與變革的前言。同時(shí)對(duì)于實(shí)時(shí)性的要求也在不斷提高。
例如激光加工技術(shù)在半導(dǎo)體行業(yè)的應(yīng)用中,對(duì)于激光切割的速度和精度也作出了更高的要求。而運(yùn)動(dòng)緩沖則是一個(gè)可以快速提高實(shí)時(shí)性的有效手段。
本文主要通過(guò)使用正運(yùn)動(dòng)激光振鏡運(yùn)動(dòng)控制器ZMC408SCAN-V22介紹運(yùn)動(dòng)緩沖相關(guān)原理及其在激光加工中的應(yīng)用。
ZMC408SCAN-V22硬件介紹
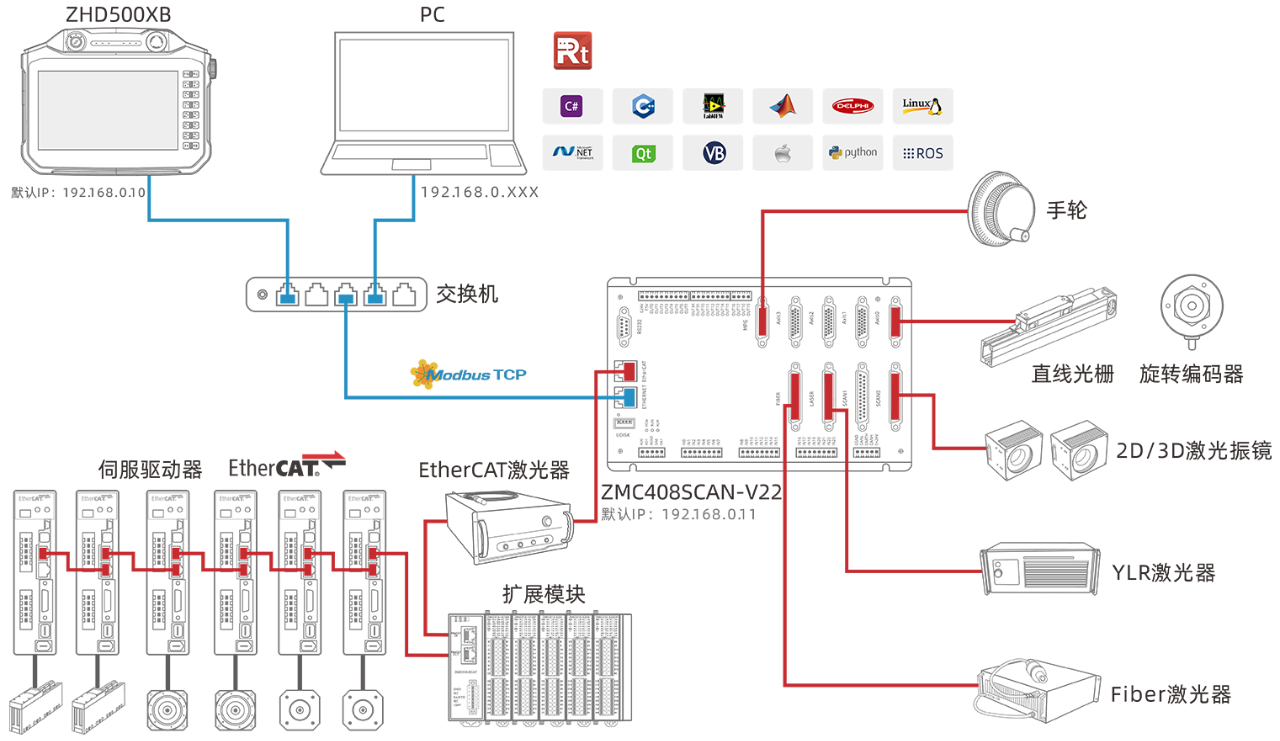
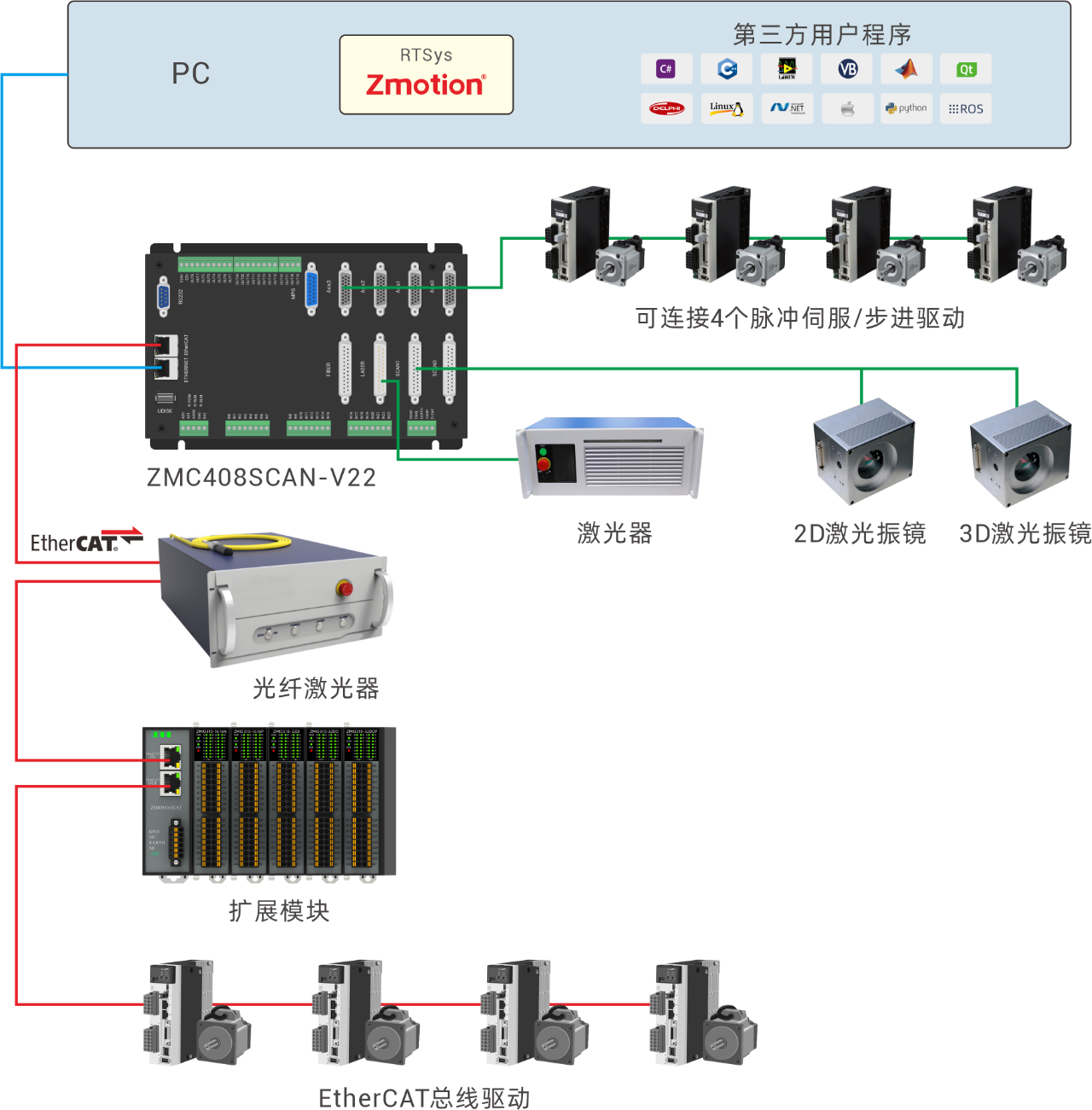
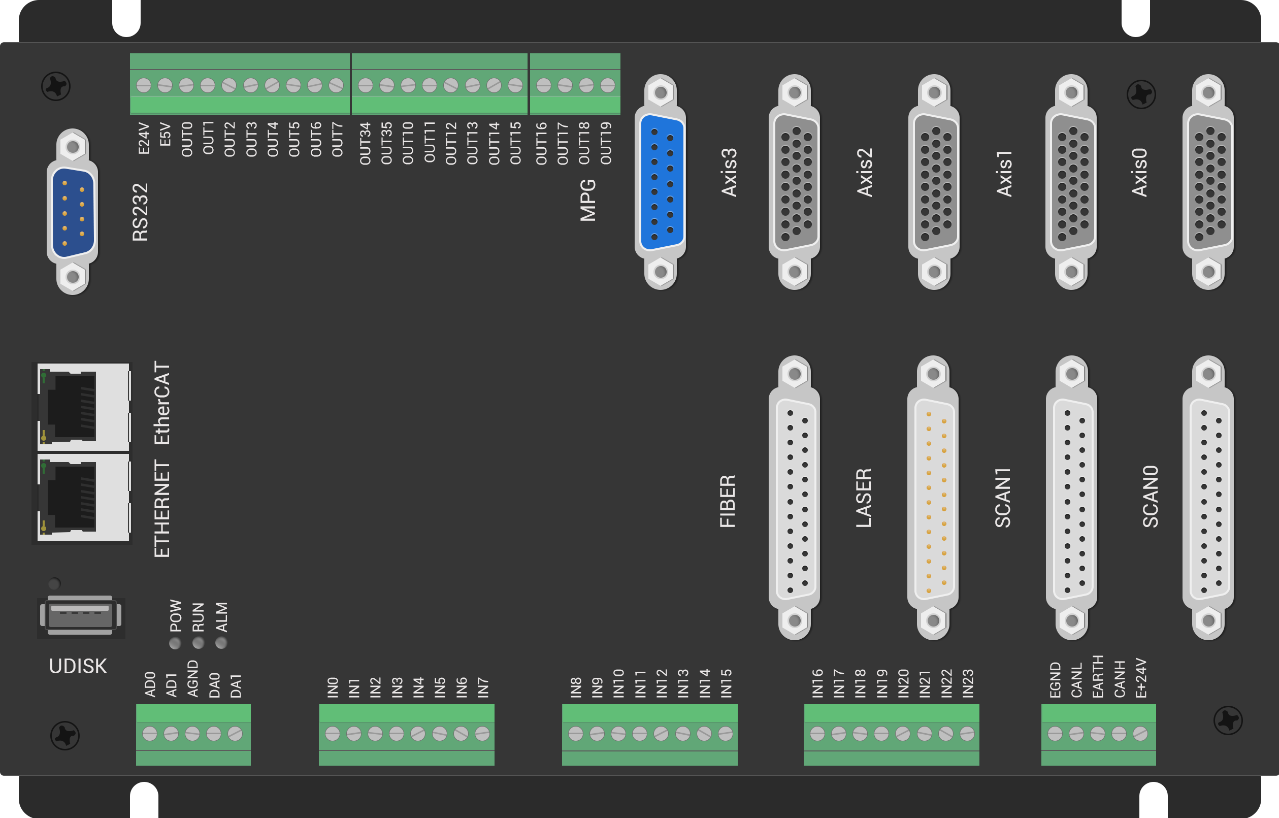
ZMC408SCAN-V22是正運(yùn)動(dòng)技術(shù)推出的高性能雙振鏡運(yùn)動(dòng)控制器,集成了2個(gè)百兆以太網(wǎng)口,支持EtherCAT、EtherNET、CAN、RS232、RS485、24路通用數(shù)字輸入、20路通用數(shù)字輸出、2路通用模擬量輸出、2路通用模擬量輸入、4個(gè)本地差分脈沖軸接口、1個(gè)MPG手輪編碼器接口、2個(gè)帶反饋振鏡接口、1個(gè)LASER激光專(zhuān)用接口、1個(gè)FIBER激光器接口。開(kāi)放式系統(tǒng)框圖如下所示:
ZMC408SCAN-V22總線控制器支持EtherCAT總線連接,支持最快500μs的刷新周期,支持最多達(dá)16軸運(yùn)動(dòng)控制,支持直線插補(bǔ)、任意圓弧插補(bǔ)、空間圓弧、螺旋插補(bǔ)、電子凸輪、電子齒輪、同步跟隨、虛擬軸設(shè)置等;采用優(yōu)化的網(wǎng)絡(luò)通訊協(xié)議可以實(shí)現(xiàn)實(shí)時(shí)的運(yùn)動(dòng)控制。
ZMC408SCAN-V22通過(guò)CAN、EtherCAT總線可以連接各個(gè)擴(kuò)展模塊,從而擴(kuò)展數(shù)字量、模擬量或運(yùn)動(dòng)軸。可以在Windows,Linux,Mac,Android,Wince各種操作系統(tǒng)下開(kāi)發(fā),提供vc,c#,vb.net,labview等各種環(huán)境的dll庫(kù)。上位機(jī)軟件編程參考《ZMotion PC函數(shù)庫(kù)編程手冊(cè)》。

運(yùn)動(dòng)緩沖原理
在運(yùn)行運(yùn)動(dòng)指令時(shí),控制器提供了一個(gè)緩沖區(qū)來(lái)保存進(jìn)入運(yùn)動(dòng)緩沖的運(yùn)動(dòng)緩沖隊(duì)列。運(yùn)動(dòng)指令存到運(yùn)動(dòng)緩沖區(qū),在緩沖區(qū)里取出指令再執(zhí)行,省略了程序掃描的時(shí)間,大大提升了實(shí)時(shí)性,同時(shí)也使得程序能正常向下掃描,不會(huì)堵塞。
ZMotion運(yùn)動(dòng)控制器具有多級(jí)的運(yùn)動(dòng)緩沖,并且遵循先進(jìn)先出原則。
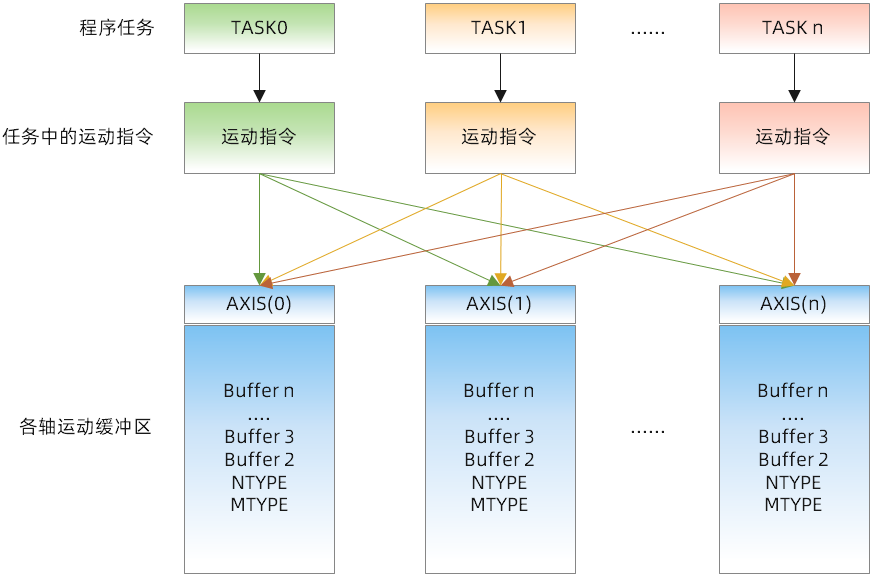
當(dāng)運(yùn)動(dòng)緩沖開(kāi)啟的時(shí)候,程序在掃描識(shí)別到程序任務(wù)的第一條運(yùn)動(dòng)指令時(shí),將運(yùn)動(dòng)指令分配到指定軸的運(yùn)動(dòng)緩沖區(qū),電機(jī)開(kāi)始運(yùn)動(dòng),此時(shí)程序繼續(xù)向下掃描到第二條運(yùn)動(dòng)指令時(shí),再往運(yùn)動(dòng)緩沖區(qū)中存,在不斷掃描存入運(yùn)動(dòng)指令的同時(shí),從運(yùn)動(dòng)緩沖區(qū)中依次取出運(yùn)動(dòng)指令執(zhí)行。
運(yùn)動(dòng)緩沖原理參考下圖:
1.MTYPE,NTYPE分別是當(dāng)前運(yùn)行的運(yùn)動(dòng)指令類(lèi)型和MTYPE后面的第一條指令類(lèi)型。
2.任意一段程序的運(yùn)動(dòng)指令都可以進(jìn)入任意軸的運(yùn)動(dòng)緩沖區(qū),由軸號(hào)指定。
3.每個(gè)軸的運(yùn)動(dòng)緩沖區(qū)都是獨(dú)立的,互不干擾。
如下圖:當(dāng)運(yùn)動(dòng)緩沖區(qū)還有空間,運(yùn)動(dòng)指令就會(huì)進(jìn)入運(yùn)動(dòng)緩沖區(qū)。然后可以通過(guò)MOVE_MARK設(shè)置標(biāo)識(shí),表示下一條要調(diào)用的運(yùn)動(dòng)指令的MARK標(biāo)號(hào),這個(gè)標(biāo)號(hào)會(huì)和運(yùn)動(dòng)指令一起寫(xiě)入運(yùn)動(dòng)緩沖。等指令執(zhí)行完成后,則退出運(yùn)動(dòng)緩沖區(qū),之前的下一條指令變成正在運(yùn)動(dòng)指令,循環(huán)往復(fù),直到緩沖區(qū)沒(méi)有指令去執(zhí)行。
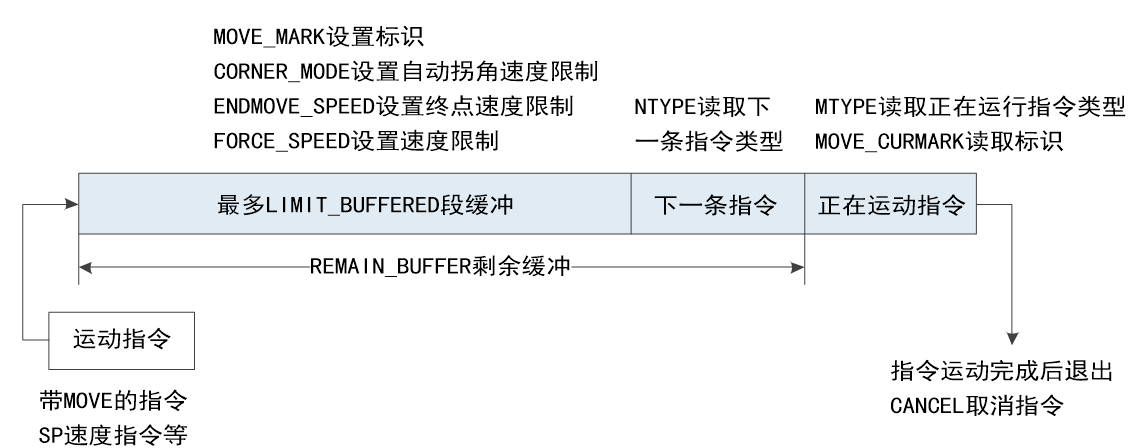
緩沖多條運(yùn)動(dòng)指令時(shí),為了判斷當(dāng)前運(yùn)動(dòng)執(zhí)行到哪一條,提供MOVE_MARK運(yùn)動(dòng)標(biāo)號(hào)和MOVE_CURMARK當(dāng)前運(yùn)動(dòng)標(biāo)號(hào)指令。
MOVE_MARK運(yùn)動(dòng)標(biāo)號(hào)每掃描一條運(yùn)動(dòng)指令+1;
MOVE_CURMARK指令為當(dāng)前運(yùn)動(dòng)的標(biāo)號(hào),提示當(dāng)前運(yùn)動(dòng)到第幾條運(yùn)動(dòng)指令,所有運(yùn)動(dòng)完成后為-1。
當(dāng)前運(yùn)動(dòng)完成后會(huì)自動(dòng)執(zhí)行運(yùn)動(dòng)緩沖區(qū)內(nèi)的下一條運(yùn)動(dòng)。運(yùn)動(dòng)指令全部執(zhí)行完后,運(yùn)動(dòng)緩沖區(qū)為空,或者使用CANCEL/RAPIDSTOP指令清空運(yùn)動(dòng)緩沖區(qū)。
擴(kuò)展說(shuō)明
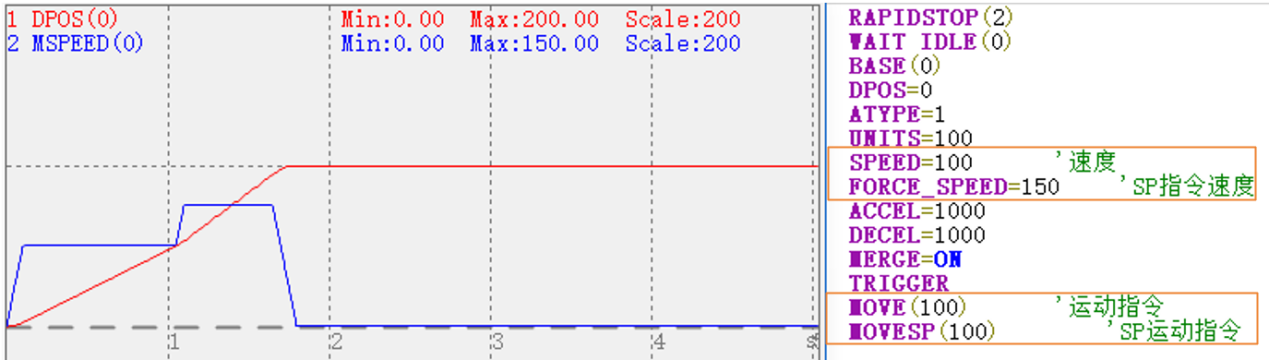
上圖中的FORCE_SPEED、ENDMOVE_SPEED和STRATMOVE_SPEED指令屬于SP運(yùn)動(dòng)指令。SP指令也屬于運(yùn)動(dòng)指令,使用SP運(yùn)動(dòng)指令(如MOVESP、MOVECIRCSP等直接在運(yùn)動(dòng)指令后方加上SP)時(shí),SP速度FORCE_SPEED、ENDMOVE_SPEED和STRATMOVE_SPEED會(huì)隨SP運(yùn)動(dòng)指令寫(xiě)入運(yùn)動(dòng)緩存區(qū)。
SP運(yùn)動(dòng)指令與運(yùn)動(dòng)指令的區(qū)別:
MOVE(100)的速度是SPEED=100,MOVESP(100)的速度是FORCE_SPEED=200。具體見(jiàn)下圖:
運(yùn)動(dòng)緩沖在激光加工中的應(yīng)用
通過(guò)上面的介紹,大家對(duì)運(yùn)動(dòng)緩沖應(yīng)該有了基本的認(rèn)識(shí),下面我們來(lái)介紹運(yùn)動(dòng)緩沖在激光加工中的應(yīng)用。
在激光處理的應(yīng)用場(chǎng)景中,運(yùn)動(dòng)控制系統(tǒng)不僅需要解決機(jī)床的軸向運(yùn)動(dòng)問(wèn)題,而且還必須準(zhǔn)確控制激光輸出。
例如激光功率,焦點(diǎn),運(yùn)動(dòng)速度,輔助氣體,材料吸收等,都需要運(yùn)動(dòng)控制系統(tǒng)執(zhí)行操作和輸出。對(duì)于激光束的運(yùn)動(dòng)軌跡控制,它必須非常準(zhǔn)確。保證任何數(shù)據(jù)參數(shù)都不會(huì)丟失。否則,工件的處理無(wú)法正常完成。工件的邊緣將產(chǎn)生毛刺,更嚴(yán)重可能導(dǎo)致工件損壞。
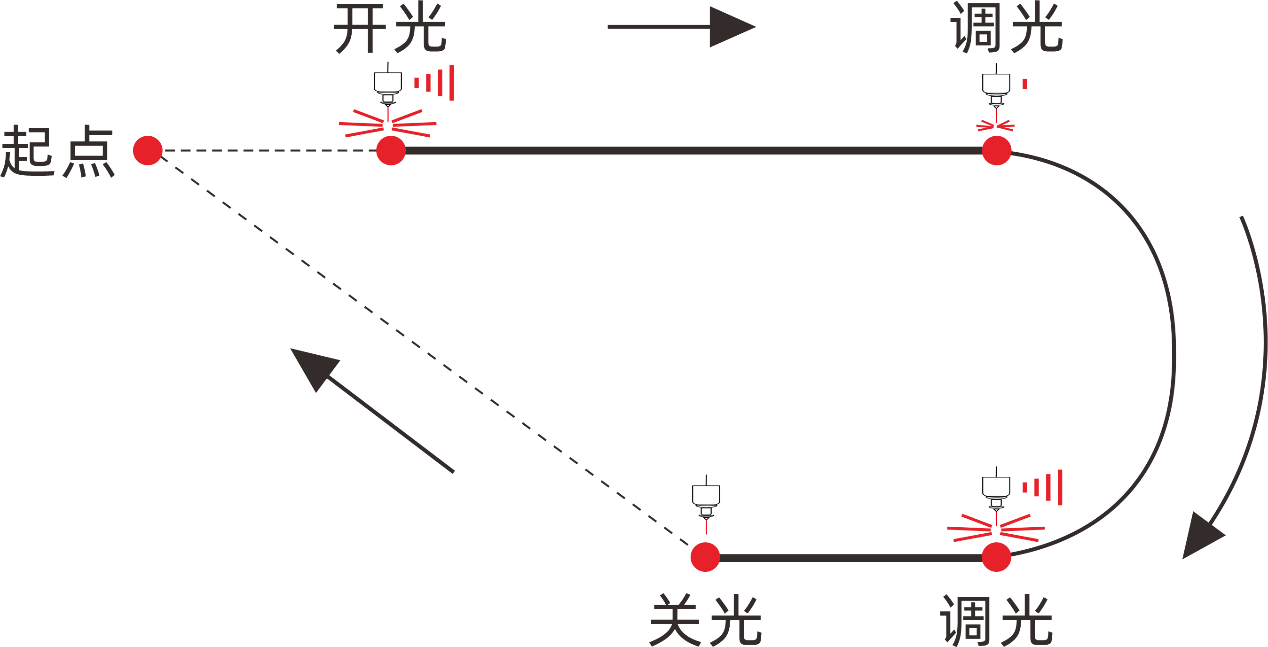
下圖為模擬激光加工工藝的軌跡,通過(guò)運(yùn)動(dòng)緩沖可最大程度保證運(yùn)動(dòng)到固定點(diǎn)開(kāi)光、關(guān)光的精確性。
正運(yùn)動(dòng)激光控制使能、出光等控制都是通過(guò)通用的IO輸出指令進(jìn)行控制。
以開(kāi)光操作為例:必須等待軸空移到設(shè)定的開(kāi)光位置后才能控制輸出口開(kāi)光,所以必須使用MOVE_OP運(yùn)動(dòng)緩沖輸出指令而不是使用OP普通輸出指令,運(yùn)動(dòng)緩沖使得該軸前面其他運(yùn)動(dòng)指令執(zhí)行完畢同時(shí)到達(dá)開(kāi)光點(diǎn)才執(zhí)行開(kāi)光操作,保證了運(yùn)動(dòng)的時(shí)序。
如下圖:
開(kāi)始刻蝕圖形時(shí),執(zhí)行空移到起點(diǎn)位置、開(kāi)光、直線、調(diào)光等操作,這些指令都會(huì)依次放入運(yùn)動(dòng)緩沖區(qū),按照先進(jìn)先出的順序執(zhí)行。
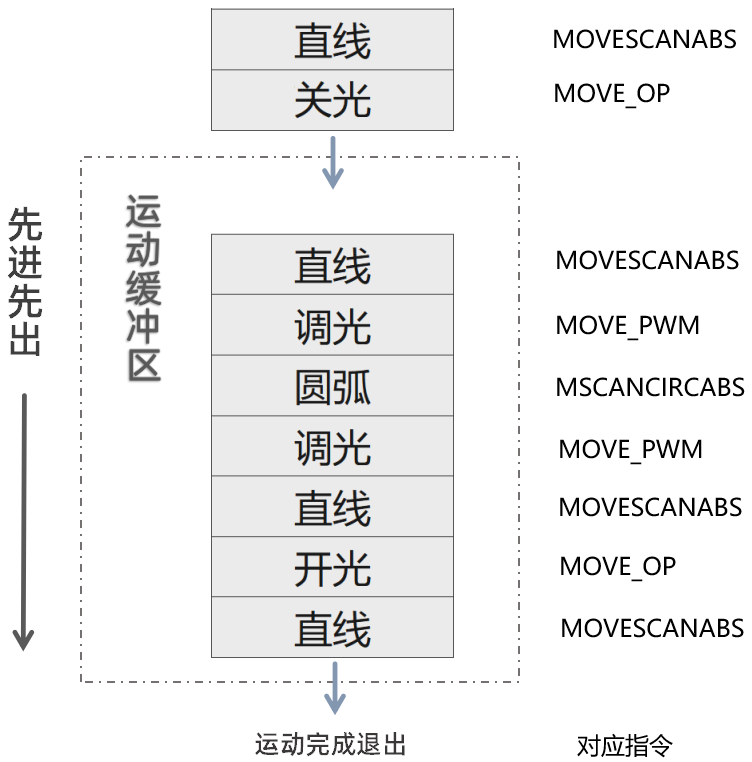
在激光加工應(yīng)用場(chǎng)景中,采用插補(bǔ)緩沖中控制激光器的方式不僅可以保證運(yùn)動(dòng)時(shí)序,還可以通過(guò)MOVE_PWM或者M(jìn)OVE_AOUT等運(yùn)動(dòng)緩沖指令調(diào)節(jié)激光器的輸出功率控制激光器出光的強(qiáng)弱,從而滿(mǎn)足更多的工藝需求和提高加工的效果。
運(yùn)動(dòng)緩沖在激光加工應(yīng)用場(chǎng)景示例
使用該例程需選擇帶SCAN的控制器型號(hào)。(本文以ZMC408SCAN-V22為例)
正運(yùn)動(dòng)SCAN系列運(yùn)動(dòng)控制器不僅可以對(duì)電機(jī)進(jìn)行控制,同時(shí)還可以對(duì)激光振鏡進(jìn)行運(yùn)動(dòng)控制,來(lái)完成振鏡的定位和插補(bǔ)運(yùn)動(dòng),并且在運(yùn)動(dòng)過(guò)程中可以實(shí)現(xiàn)激光器控制、IO控制、DA控制、PWM控制等工藝操作,同時(shí)振鏡軸與電機(jī)軸之間也可以做插補(bǔ)軌跡運(yùn)動(dòng)。(注:帶SCAN的控制器才能設(shè)置軸類(lèi)型為21)
1.MOVESCANABS(pos1[,pos2] [,pos3]…) - 振鏡直線運(yùn)動(dòng)指令。
(1)pos1:第一個(gè)軸的運(yùn)動(dòng)坐標(biāo),絕對(duì)位置
(2)pos2:下一個(gè)軸的運(yùn)動(dòng)坐標(biāo),絕對(duì)位置
2.MSCANCIRCABS(end1,end2,centre1,centre2,direction) - 振鏡圓心畫(huà)弧指令。
(1)end1:終點(diǎn)第一個(gè)軸運(yùn)動(dòng)坐標(biāo),絕對(duì)位置
(2)end2:終點(diǎn)第二個(gè)軸運(yùn)動(dòng)坐標(biāo),絕對(duì)位置
(3)centre1:圓心第一個(gè)軸運(yùn)動(dòng)坐標(biāo),絕對(duì)位置
(4)centre2:圓心第二個(gè)軸運(yùn)動(dòng)坐標(biāo),絕對(duì)位置
(5)direction:0-逆時(shí)針,1-順時(shí)針
例程中其他指令介紹見(jiàn)《激光振鏡控制編程手冊(cè)》(資料聯(lián)系正運(yùn)動(dòng)工作人員獲取)
RAPIDSTOP(2)'清除緩沖區(qū) WAITIDLE '1,初始部分,設(shè)置振鏡軸參數(shù),開(kāi)啟激光使能等等的初始化操作 BASE(4,5) '選擇振鏡軸,振鏡X軸4,振鏡Y軸5 ATYPE = 21,21 '設(shè)置振鏡軸類(lèi)型 UNITS = 1000,1000 '設(shè)置振鏡軸脈沖當(dāng)量 MERGE = ON '開(kāi)啟連續(xù)插補(bǔ) AXIS_ZSET = 3 '開(kāi)啟精準(zhǔn)輸出 '拐角延時(shí)參數(shù)設(shè)置 CORNER_MODE = 2 '設(shè)置拐角模式 DECEL_ANGLE = 60 * (PI/180) '設(shè)置起始弧度0-60不處理60-90等比減速 STOP_ANGLE = 90 * (PI/180) '設(shè)置停止弧度大于90延時(shí) LASER_SET(1,1) '設(shè)置能量并口 MOVE_OP(49,ON) '打開(kāi)激光器急停信號(hào)(根據(jù)實(shí)際情況設(shè)置) MOVE_OP(47,ON) '打開(kāi)使能 '2,功率設(shè)置(功率設(shè)置可以多次穿插在運(yùn)動(dòng)中間,實(shí)現(xiàn)不同圖層的操作) MOVE_OP(46,OFF) '設(shè)置拐角延時(shí)(單位 us) ZSMOOTH = 500 MOVE_AOUT(3,128) '設(shè)置功率(50% 0 - 255) MOVE_PWM(11,0.5,60000) '功率鎖存信號(hào)(Fiber 激光器處于鎖存模式下使用) MOVE_OP(46,ON) '3,標(biāo)刻圖形 FORCE_SPEED = 1000 '設(shè)置空移速度 1000Units/s MOVESCANABS(50,0) '空移到起點(diǎn) MOVE_OP(44,ON) '開(kāi)光 MOVESCANABS(150,0) MOVE_PWM(11,0.5,50000) '調(diào)光(畫(huà)圓弧時(shí)速度比直線慢,有能量堆積,需要降頻) MSCANCIRCABS(150,-100,150,-50,1) MOVE_PWM(11,0.5,60000) '調(diào)光(圓弧結(jié)束恢復(fù)原來(lái)的頻率) MOVESCANABS(100,-100) MOVE_OP(44,OFF) '關(guān)光 '4,結(jié)束部分 MOVESCANABS(0,0) '振鏡回零 WAIT IDLE MOVE_DELAY(0.1,1) '結(jié)束延時(shí)
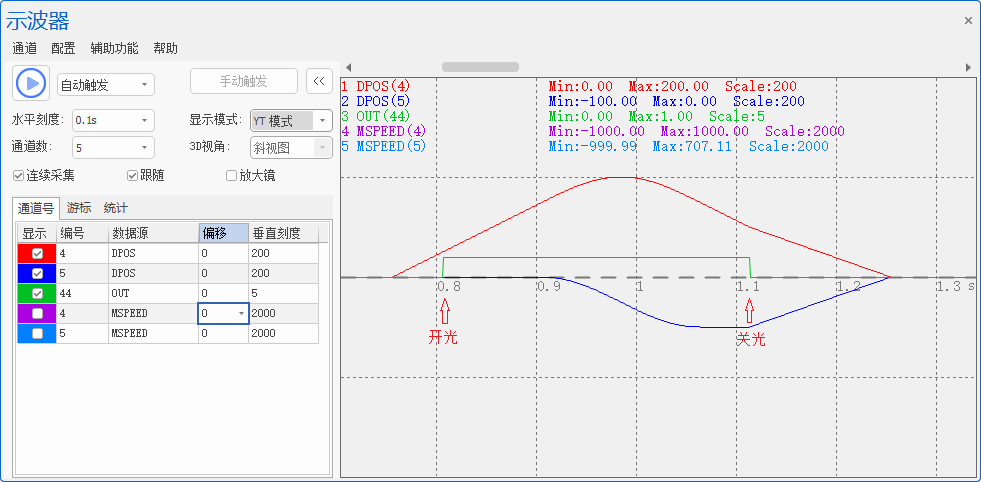 位置及輸出波形圖
位置及輸出波形圖
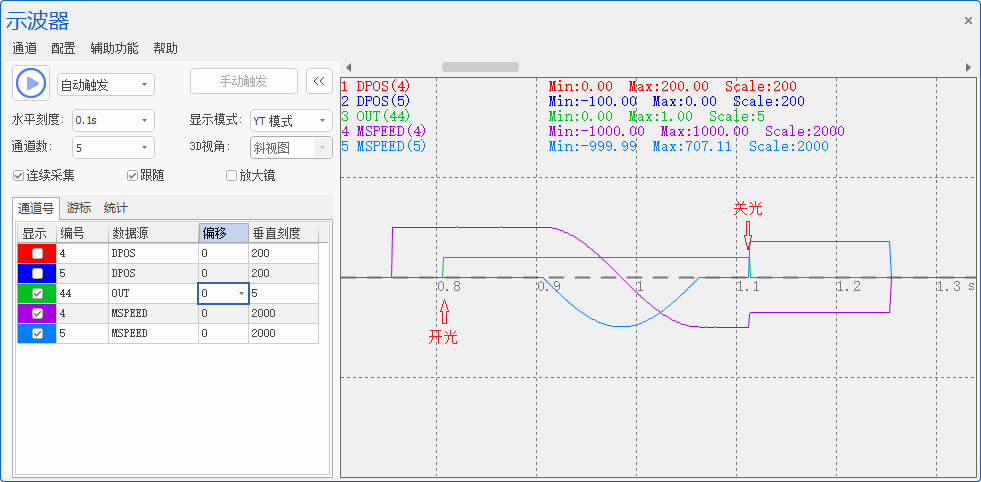 速度及輸出波形圖
速度及輸出波形圖 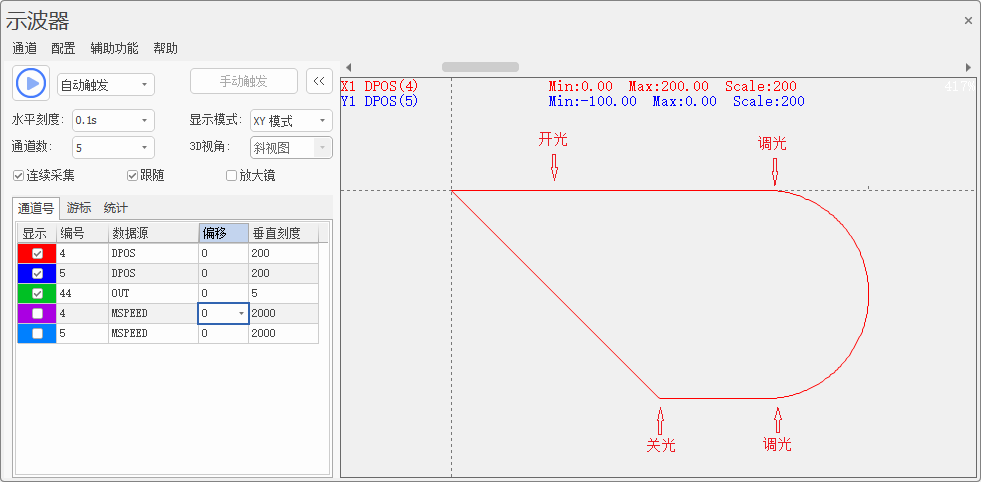 XY模式圖
XY模式圖
普通輸出與運(yùn)動(dòng)緩沖中輸出
在編寫(xiě)程序過(guò)程中,通常會(huì)使用OP指令操作輸出口的打開(kāi)或者關(guān)閉,與此同時(shí)也提供了MOVE_OP運(yùn)動(dòng)緩沖輸出指令,這兩種指令區(qū)別如下:
1.普通輸出指令程序掃描到該行指令便執(zhí)行輸出。
2.運(yùn)動(dòng)緩沖中輸出指令在程序掃描之后,將其存入運(yùn)動(dòng)緩沖區(qū),運(yùn)動(dòng)緩沖區(qū)按先進(jìn)先出的順序依次取出指令執(zhí)行,直到取出該輸出指令時(shí)才會(huì)執(zhí)行輸出。例如在激光應(yīng)用場(chǎng)景中,如果不使用運(yùn)動(dòng)緩沖,當(dāng)掃描到上一條運(yùn)動(dòng)指令,就會(huì)出現(xiàn)還沒(méi)運(yùn)動(dòng)完畢,程序就掃描到輸出指令,這時(shí)就會(huì)立刻執(zhí)行輸出,導(dǎo)致實(shí)際開(kāi)關(guān)光的位置不是在我們預(yù)想的點(diǎn)位位置執(zhí)行。
下面通過(guò)例子幫助理解兩種輸出的區(qū)別。
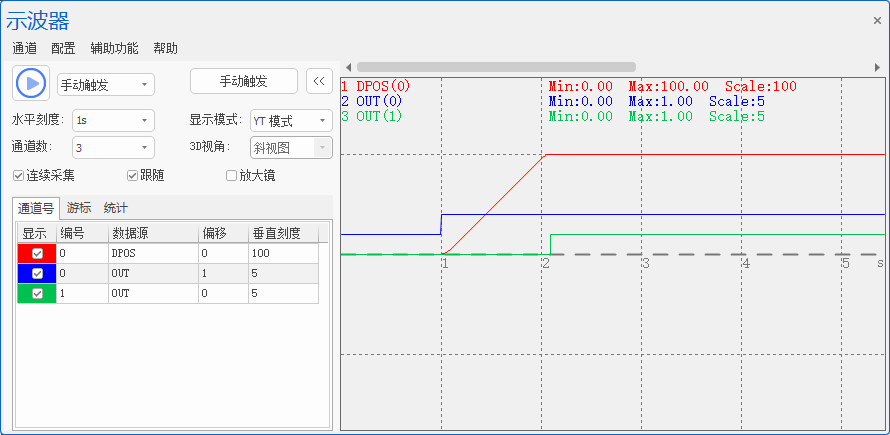
RAPIDSTOP(2) '停止所有軸 WAIT IDLE(0) '等待軸0停止 BASE(0) '選擇軸0 DPOS=0 '軸0坐標(biāo)偏移至0 UNITS=100 '脈沖當(dāng)量 SPEED=100 '速度 ACCEL=1000 '加速度 DECEL=1000 '減速度 TRIGGER '觸發(fā)示波器采樣 OP(0,3,$0) '關(guān)閉輸出口0-3 DELAY(1000) '延時(shí) MOVE(100) '直線插補(bǔ)相對(duì)距離100 MOVE_OP(1,ON) '運(yùn)動(dòng)緩沖中輸出 OP(0,ON) '普通輸出
例子運(yùn)行效果:延時(shí)1s后,程序掃描到OP指令,輸出口0立即執(zhí)行輸出。
MOVE_OP把IO操作指令填入運(yùn)動(dòng)緩沖區(qū),所以在運(yùn)行完MOVE(100)之后,輸出口1才輸出。
運(yùn)動(dòng)緩沖區(qū)堵塞
每個(gè)軸的運(yùn)動(dòng)緩沖空間是有限的,當(dāng)掃描太多運(yùn)動(dòng)指令放入運(yùn)動(dòng)緩沖區(qū)時(shí),多級(jí)運(yùn)動(dòng)緩沖區(qū)全部被塞滿(mǎn),如果程序繼續(xù)掃描到更多的運(yùn)動(dòng)指令,程序也會(huì)被堵塞,直到運(yùn)動(dòng)指令依次完成并退出,運(yùn)動(dòng)緩沖區(qū)有了空位,運(yùn)動(dòng)指令才會(huì)繼續(xù)進(jìn)入運(yùn)動(dòng)緩沖區(qū)。
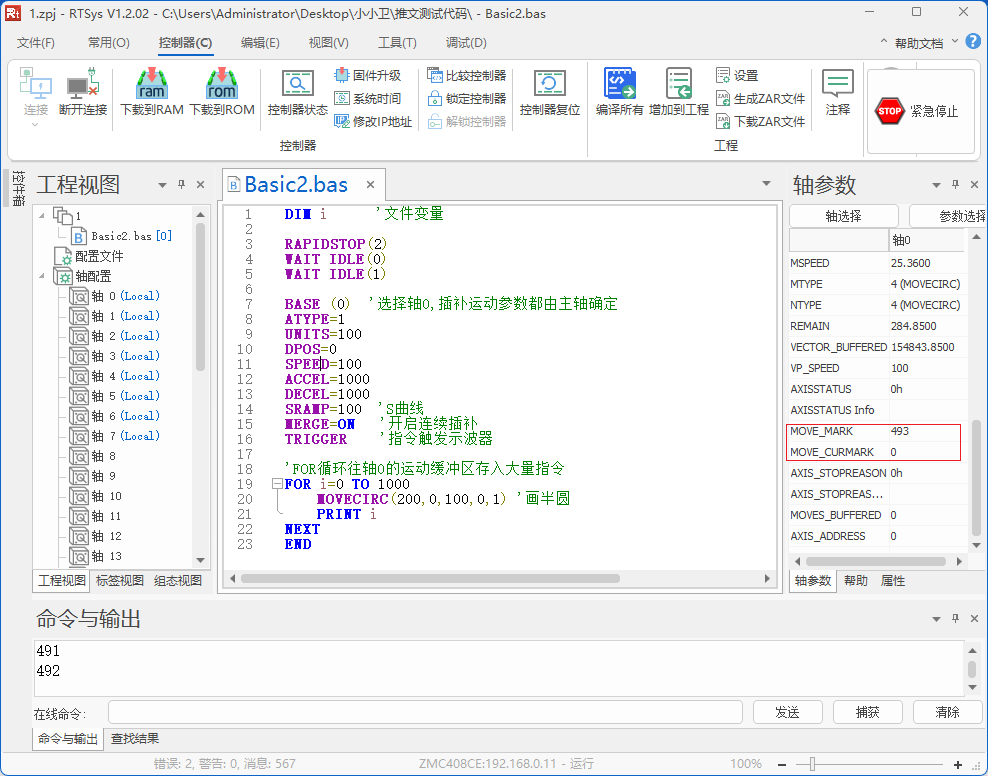
例:以ZMC408CE控制器為例,默認(rèn)為4096個(gè)運(yùn)動(dòng)緩沖,下圖例程中顯示該控制器的運(yùn)動(dòng)緩沖區(qū)最多能存493條圓弧插補(bǔ)指令,下載程序后打印i的值為492,表示當(dāng)前FOR循環(huán)并未執(zhí)行完,程序堵塞了。
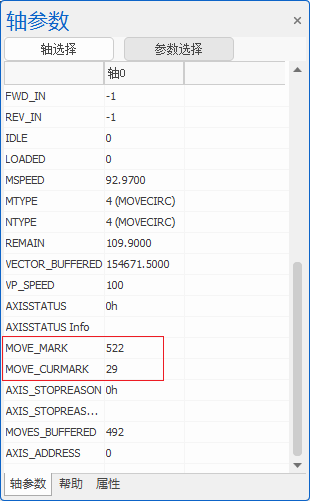
下圖中,當(dāng)從運(yùn)動(dòng)緩沖區(qū)取出部分運(yùn)動(dòng)指令執(zhí)行之后,緩沖區(qū)有了空間,F(xiàn)OR循環(huán)繼續(xù)執(zhí)行,并存入運(yùn)動(dòng)指令到運(yùn)動(dòng)緩沖區(qū)。指令執(zhí)行退出運(yùn)動(dòng)緩沖區(qū)后,只要運(yùn)動(dòng)緩沖區(qū)的空間足夠,新的運(yùn)動(dòng)指令則會(huì)繼續(xù)一條一條往運(yùn)動(dòng)緩沖區(qū)中存入。
每個(gè)軸的運(yùn)動(dòng)緩沖都是獨(dú)立的,互不干擾,且緩沖區(qū)大小相同,通過(guò)指令REMAIN_BUFFER(MTYPE) AXIS(n)查看某個(gè)軸的剩余可用緩沖區(qū)的個(gè)數(shù)。
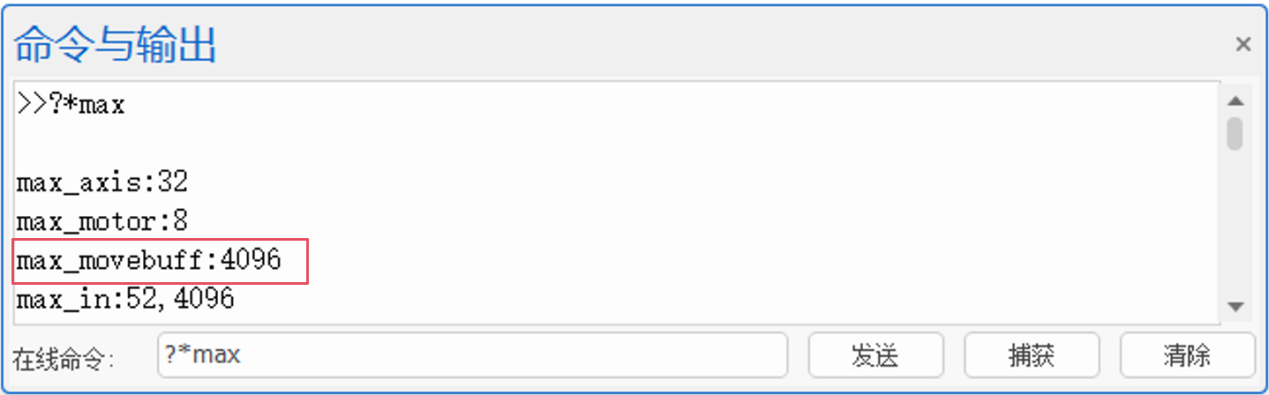
ZMC4系列運(yùn)動(dòng)控制器每個(gè)軸可支持多達(dá)4096段運(yùn)動(dòng)緩沖(不同型號(hào)的控制器緩沖個(gè)數(shù)有區(qū)別,具體情況參見(jiàn)控制器《用戶(hù)手冊(cè)》說(shuō)明或使用?*max打印查看),可以手動(dòng)設(shè)置LIMIT_BUFFERED運(yùn)動(dòng)緩沖限制。
不同的運(yùn)動(dòng)指令占用的緩沖空間是不同的,越復(fù)雜的運(yùn)動(dòng)占用的運(yùn)動(dòng)緩沖空間越多。
如下表所示:MTYPE為1表示MOVE直線插補(bǔ)指令,MTYPE為2表示MOVEABS直線插補(bǔ)指令(絕對(duì))。MTYPE為3表示MHELICAL螺旋插補(bǔ)指令,MTYPE為4表示MOVECIRC圓弧插補(bǔ)指令。
| MTYPE | 運(yùn)動(dòng)指令類(lèi)型 |
| 0 | IDLE(沒(méi)有運(yùn)動(dòng)) |
| 1 | MOVE |
| 2 | MOVEABS |
| 3 | MHELICAL |
| 4 | MOVECIRC |
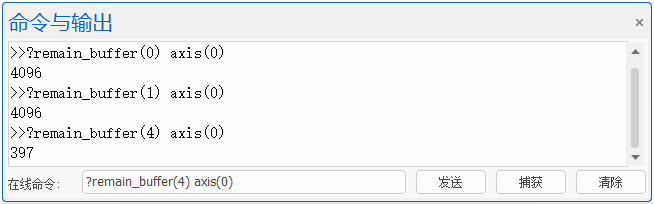
例如:ZMC408CE控制器,運(yùn)動(dòng)緩沖區(qū)大小為4096,緩沖區(qū)一次性可緩沖的MOVE直線插補(bǔ)指令和MOVECIRC圓弧插補(bǔ)指令個(gè)數(shù)是不同的。可參考下圖:
注:插補(bǔ)運(yùn)動(dòng)緩沖在主軸的運(yùn)動(dòng)緩沖區(qū)。
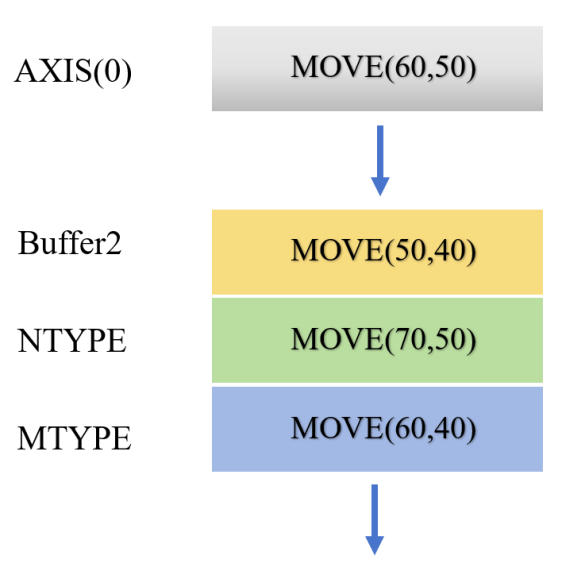
為了讓大家更好理解運(yùn)動(dòng)緩沖區(qū)的概念,本例將軸的運(yùn)動(dòng)緩沖區(qū)可緩沖運(yùn)動(dòng)指令個(gè)數(shù)限制為3(LIMIT_BUFFERED=3)。LIMIT_BUFFERED的作用是限定運(yùn)動(dòng)緩沖個(gè)數(shù),不能超過(guò)控制器的最大值。(可通過(guò)?*max查看控制器運(yùn)動(dòng)緩沖個(gè)數(shù)最大值)
如下例:例子中共有四條MOVE運(yùn)動(dòng)指令,但是運(yùn)動(dòng)緩沖區(qū)最多只能裝3條直線插補(bǔ)指令。MOVE(60,40)占用軸0的MTYPE,軸0還能緩沖2個(gè)運(yùn)動(dòng)指令,軸0剩余緩沖數(shù)為0。此時(shí)運(yùn)動(dòng)緩沖區(qū)滿(mǎn),那么在MOVE(60,40)執(zhí)行完之前MOVE(60,50)是無(wú)法進(jìn)入運(yùn)動(dòng)緩沖區(qū)的。
RAPIDSTOP(2) '停止所有軸 WAIT IDLE(0) '等待軸0停止 WAIT IDLE(1) '等待軸1停止 BASE(0,1) '選擇軸0,軸1 ATYPE=1,1 '設(shè)置軸類(lèi)型 DPOS=0,0 '軸0軸1坐標(biāo)偏移至0 UNITS=100,100 '設(shè)置脈沖當(dāng)量 SPEED=100,100 '設(shè)置速度 ACCEL=1000,1000 '設(shè)置加速度 DECEL=1000,1000 '設(shè)置減速度 MERGE=ON '開(kāi)啟連續(xù)插補(bǔ) TRIGGER'觸發(fā)示波器采樣 LIMIT_BUFFERED=3'軸0/1運(yùn)動(dòng)緩沖區(qū)可緩沖運(yùn)動(dòng)指令個(gè)數(shù)設(shè)置為3 MOVE(60,40) '進(jìn)入MTYPE,Buffer0 MOVE(70,50) '進(jìn)入NTYPE,Buffer1 MOVE(50,40) 'Buffer2 MOVE(60,50)'緩沖區(qū)滿(mǎn),暫不進(jìn)入 ?"軸0當(dāng)前緩沖指令個(gè)數(shù)="MOVES_BUFFERED(0) '結(jié)果2 ?"軸0剩余緩沖區(qū)個(gè)數(shù)="REMAIN_BUFFER(1) AXIS(0) '結(jié)果0 ?"軸1剩余緩沖區(qū)個(gè)數(shù)="REMAIN_BUFFER(1)AXIS(1)'結(jié)果3 END
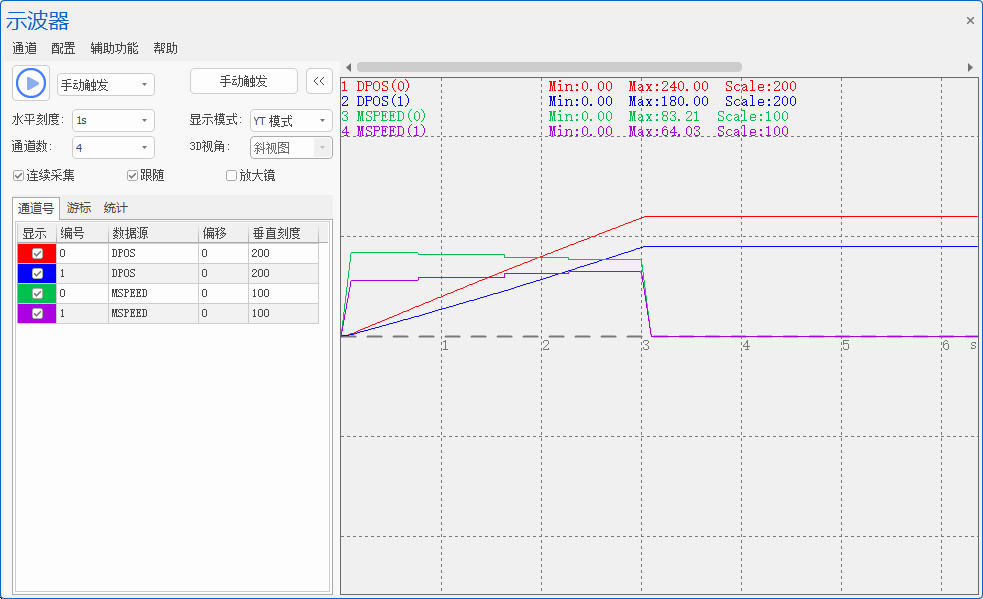
如下圖:等MOVE(60,40)運(yùn)動(dòng)完成,MOVE(60,50)才能進(jìn)軸0的運(yùn)動(dòng)緩沖區(qū)。
插補(bǔ)運(yùn)動(dòng)緩沖在主軸軸0里,故軸1的運(yùn)動(dòng)緩沖區(qū)是沒(méi)有指令的,軸1剩余緩沖大小為3。每條MOVE指令占用一個(gè)緩沖空間。
示波器波形如下:
其他運(yùn)動(dòng)緩沖指令
下表為部分常見(jiàn)的運(yùn)動(dòng)緩沖指令,如需了解更多可參考《RTBasic編程手冊(cè)》。
| 運(yùn)動(dòng)緩沖指令 | 指令功能 |
| MOVE_OP | 緩沖輸出 |
| MOVE_OP2 | 緩沖輸出2 |
| MOVE_DELAY | 緩沖延時(shí) |
| MOVE_AOUT | 緩沖輸出模擬量 |
| MOVE_PAUSE | 運(yùn)動(dòng)暫停 |
| MOVE_MARK | 運(yùn)動(dòng)標(biāo)號(hào) |
| MOVE_CURMARK | 當(dāng)前運(yùn)動(dòng)標(biāo)號(hào) |
| MOVE_SYNMOVE | 緩沖觸發(fā)其他軸 |
| MOVE_ASYNMOVE | 緩沖觸發(fā)其他軸2 |
| MOVE_TASK | 緩沖開(kāi)啟任務(wù) |
| MOVE_WAIT | 緩沖等待 |
| MOVE_CANCEL | 緩沖停止 |
| LOADED | 緩沖空 |
| MOVE_HWPSWITCH2 | 緩沖硬件比較輸出 |
| MOVE_HWTIMER | 緩沖硬件定時(shí) |
| MOVE_ADDAX | 運(yùn)動(dòng)疊加 |
| MOVE_PARA | 緩沖參數(shù) |
| MOVE_PWM | 緩沖PWM |
| MOVE_TABLE | 緩沖Table |
教學(xué)視頻可點(diǎn)擊→“運(yùn)動(dòng)緩存在精密激光加工中的應(yīng)用”查看。
本次,正運(yùn)動(dòng)技術(shù)運(yùn)動(dòng)緩沖在精密加工中的應(yīng)用,就分享到這里。
本文由正運(yùn)動(dòng)技術(shù)原創(chuàng),歡迎大家轉(zhuǎn)載,共同學(xué)習(xí),一起提高中國(guó)智能制造水平。文章版權(quán)歸正運(yùn)動(dòng)技術(shù)所有,如有轉(zhuǎn)載請(qǐng)注明文章來(lái)源。
審核編輯 黃宇
-
半導(dǎo)體
+關(guān)注
關(guān)注
335文章
28150瀏覽量
227202 -
激光
+關(guān)注
關(guān)注
19文章
3356瀏覽量
65332 -
激光加工
+關(guān)注
關(guān)注
0文章
91瀏覽量
11881 -
正運(yùn)動(dòng)技術(shù)
+關(guān)注
關(guān)注
0文章
110瀏覽量
533
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
運(yùn)動(dòng)緩沖在精密激光加工中的應(yīng)用 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #運(yùn)動(dòng)控制 #激光加工 #正運(yùn)動(dòng)
大族激光陶瓷基板精密加工及全自動(dòng)集成解決方案榮獲金耀獎(jiǎng)

激光技術(shù)在材料加工中的應(yīng)用
激光精密加工設(shè)備的應(yīng)用領(lǐng)域
激光自身空間維度加工系統(tǒng)綜述

激光焊接機(jī)在精密微小元件中的工藝流程

金剛石遇上激光:不同激光類(lèi)型加工效果大揭秘

激光現(xiàn)狀:需求提升,國(guó)產(chǎn)有望
精密制造,光纖激光打標(biāo)機(jī)在電子通訊行業(yè)的深度實(shí)踐

精密微型導(dǎo)軌加工工藝流程!

提高高精度激光加工的產(chǎn)量和質(zhì)量

飛秒激光在精密光子學(xué)制造中的應(yīng)用
激光切割屬于哪種加工方式
激光焊接機(jī)作為一種高效、精密的焊接設(shè)備






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論