") 降銀耗新突破:超聲波鍍錫技術(shù)降低背面銀耗40%的工業(yè)化路徑與可靠性驗(yàn)證
降銀耗新突破:超聲波鍍錫技術(shù)降低背面銀耗40%的工業(yè)化路徑與可靠性驗(yàn)證
光伏領(lǐng)域中銀和鉛的消耗是實(shí)現(xiàn) 100% 可再生能源生產(chǎn)目標(biāo)的主要關(guān)注點(diǎn)之一。雙面 PERC + 太陽能電池的正面接觸使用銀,背面則通過鋁金屬化與硅接觸,但鋁的天然氧化層阻礙了標(biāo)準(zhǔn)焊接工藝,因此通常使用背面銀焊盤實(shí)現(xiàn)電池與銅線的互連。
超聲波焊接技術(shù)
Millennial Solar
原理:超聲波焊接通過空化效應(yīng)破壞鋁的氧化層,使熔融焊料(SnZn10)與鋁形成金屬間接觸,從而生成可焊接的表面。優(yōu)勢(shì):
- 完全避免背面銀墊的使用,減少銀消耗20%~40%。
- 錫鋁合金的電阻率比銀鋁合金低6倍以上,降低了接觸電阻。
- 兼容現(xiàn)有的標(biāo)準(zhǔn)焊接工藝,無需增加生產(chǎn)步驟。
具體實(shí)驗(yàn)操作
Millennial Solar
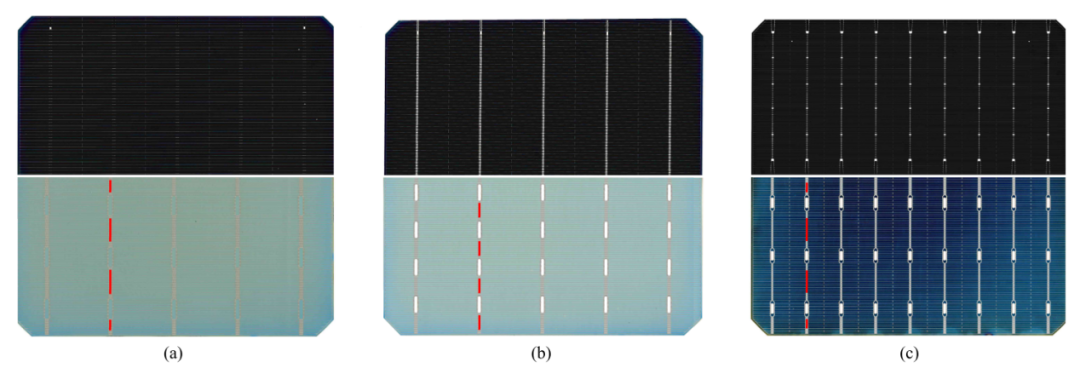
PERC+太陽能電池的金屬柵線布局展示了三種不同類型的 PERC + 電池(5BB 布局的 A 型和 B 型、9BB 布局的 C 型)的正反面結(jié)構(gòu)。紅色線條標(biāo)注了超聲波鍍錫區(qū)域的位置,位于背面鋁母線的銀焊盤之間,寬度 1 mm,長度 5–12 mm。超聲波鍍錫使用Sn90Zn10無鉛焊料,通過超聲波焊接站進(jìn)行,頻率為60kHz,功率范圍4W至12W,焊接頭溫度可在150°C至480°C之間調(diào)節(jié)。超聲波焊接頭從220°C的焊料槽中收集焊料,并在180°C的太陽能電池上進(jìn)行操作,以防止焊料在應(yīng)用過程中凝固。通過手動(dòng)焊接過程,將銅帶焊接在這些鍍錫區(qū)域上。
損傷檢查
Millennial Solar
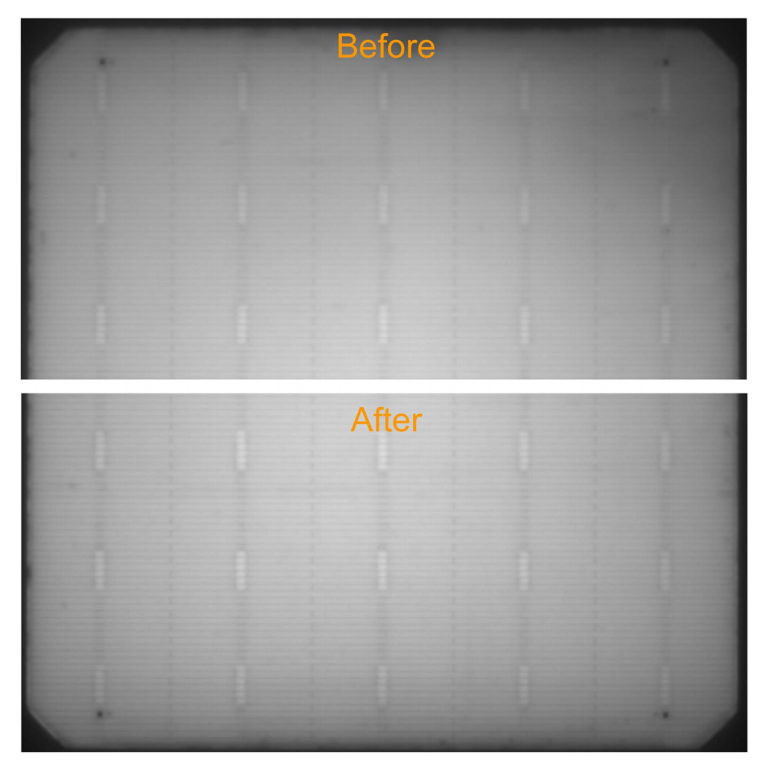
PL成像檢測(cè)損傷對(duì)比了超聲波功率12 W、焊鐵溫度300°C下鍍錫前后的PL圖像,在最大超聲波功率12W和300°C的焊接頭溫度下,電池在鍍錫區(qū)域的發(fā)光減少不到1%,表明超聲波焊接過程對(duì)電池表面的損傷極小。這說明超聲波鍍錫技術(shù)在破壞鋁氧化層的同時(shí),不會(huì)對(duì)電池的其他部分造成顯著損害。
機(jī)械附著力
Millennial Solar
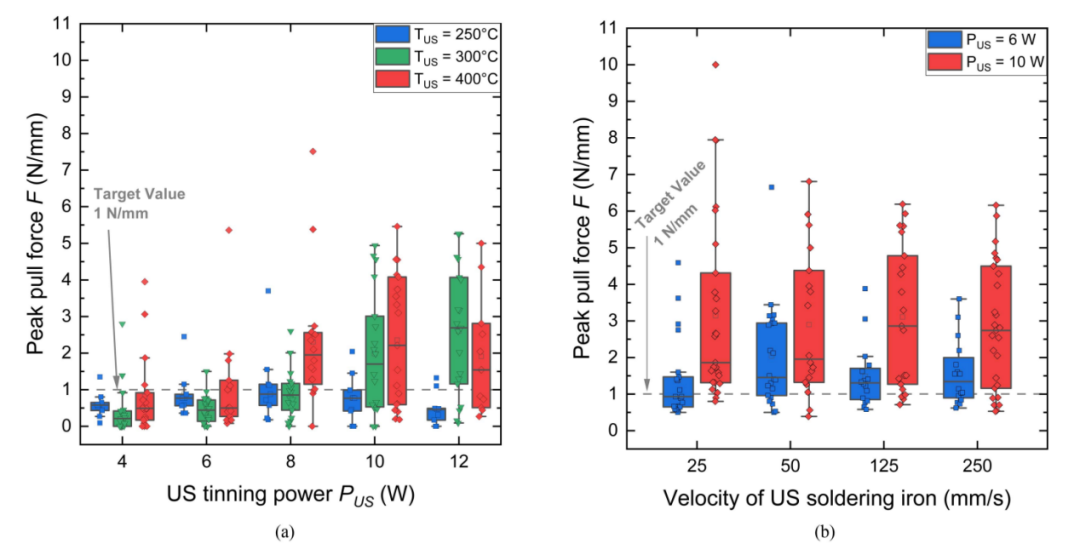
不同工藝參數(shù)下的剝離力測(cè)試結(jié)果行業(yè)標(biāo)準(zhǔn)(DIN EN 50461):剝離力需≥1 N/mm圖a:5BB 電池(A 型)在不同超聲功率(4–12 W)和溫度(250–400°C)下的剝離力。當(dāng)功率≥10 W、溫度300–400°C 時(shí),剝離力中位數(shù)達(dá)1.5–2.8 N/mm,超過標(biāo)準(zhǔn)要求的 1 N/mm。圖b:9BB電池(C 型)在不同超聲功率(6–10 W)和焊頭移動(dòng)速度(25–250 mm/s)下的剝離力。速度提高至250 mm/s 時(shí),10 W 功率下剝離力中位數(shù)達(dá)3 N/mm,表明更高主柵密度可提升機(jī)械穩(wěn)定性。超聲功率和溫度是影響附著力的關(guān)鍵因素,9BB電池因鋁漿料結(jié)構(gòu)優(yōu)化表現(xiàn)更優(yōu)。
結(jié)構(gòu)分析
Millennial Solar
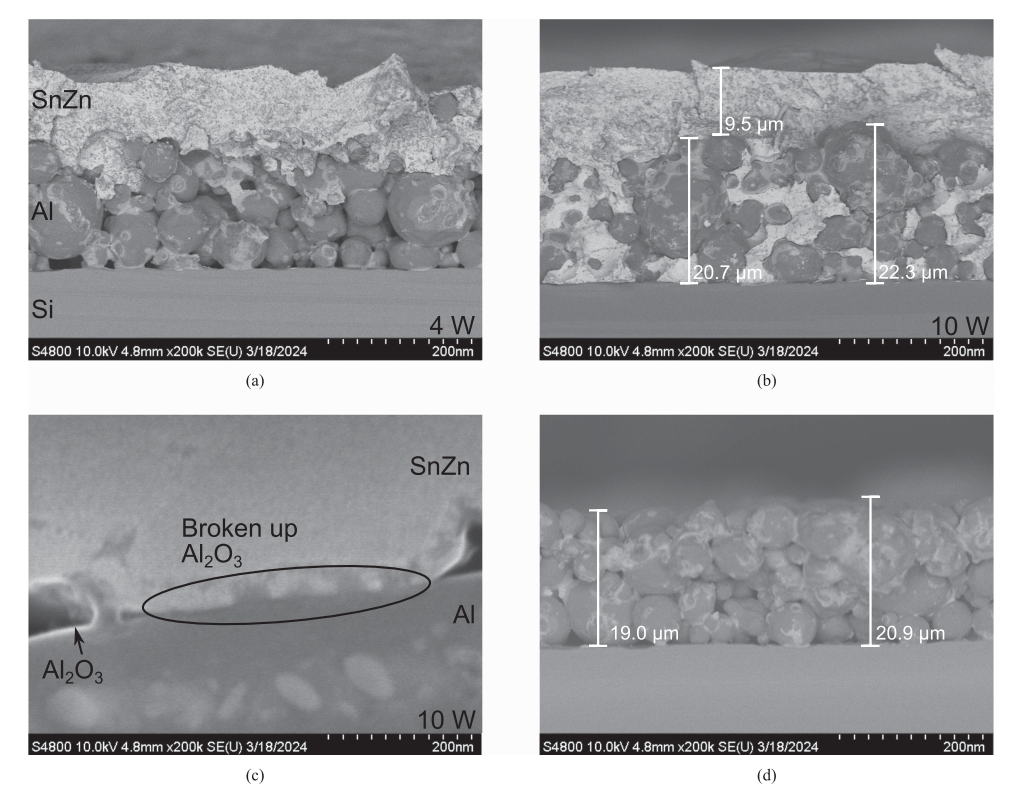
超聲波鍍錫母線的掃描電子顯微鏡(SEM)橫截面圖像超聲波功率對(duì)焊料滲透的影響:
- 低功率(4 W)無法實(shí)現(xiàn)全滲透,導(dǎo)致機(jī)械和電學(xué)性能不足;
- 高功率(10 W)通過破壞氧化層、填充孔隙和形成金屬鍵合,同時(shí)提升機(jī)械強(qiáng)度(剝離力達(dá)標(biāo))和導(dǎo)電性(電阻降低)。
無損傷工藝驗(yàn)證:
- 鍍錫后鋁母線結(jié)構(gòu)保持完整,未出現(xiàn)顆粒變形或漿料致密化,證明超聲波能量被精準(zhǔn)用于氧化層破除和焊料滲透,而非破壞母線本身。
電池性能
Millennial Solar
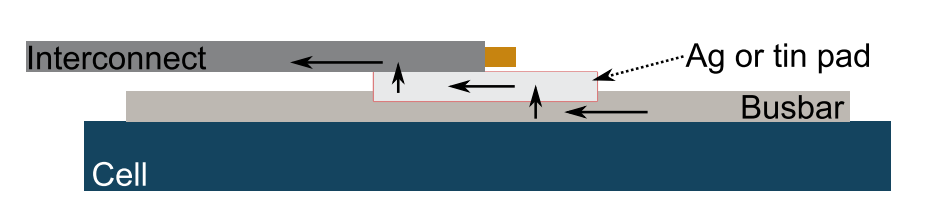
接觸電阻測(cè)量路徑示意圖
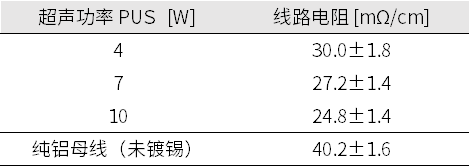
不同超聲功率下鋁母線鍍錫前后的線路電阻(四點(diǎn)探針測(cè)量)評(píng)估兩種接觸方案的路徑電阻(Rpath)
- 傳統(tǒng)方案:鋁母線 → 銀焊盤 → 銅互連(存在 Al/Ag 界面電阻);
- 超聲波方案:鋁母線 → 錫焊盤 → 銅互連(存在 Al/SnZn 界面電阻)。
四點(diǎn)探針測(cè)量表明,超聲波鍍錫顯著降低了母線的線路電阻,10W功率下電阻降低達(dá)40%。
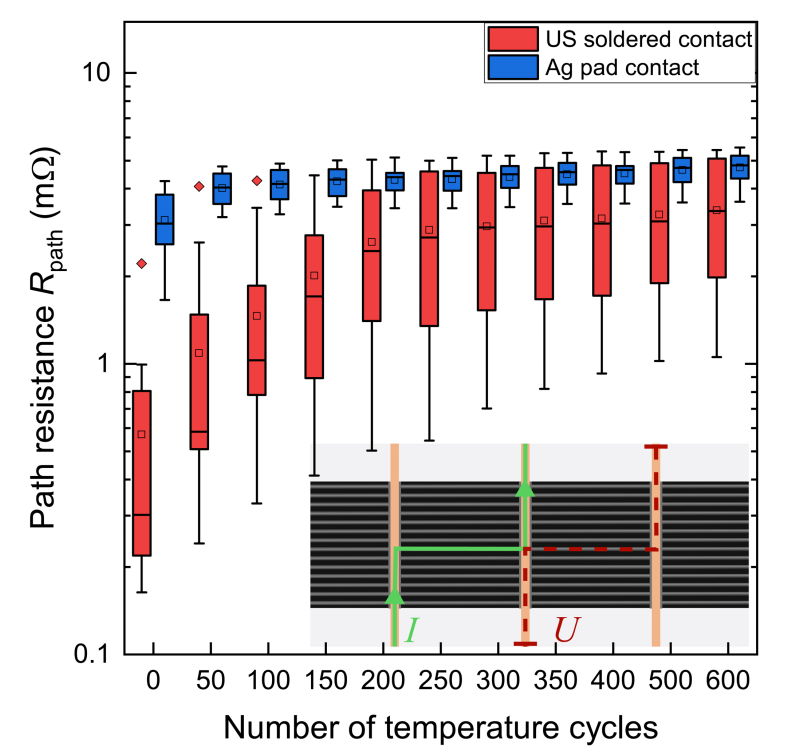
超聲波鍍錫與銀焊盤的路徑電阻老化對(duì)比初始狀態(tài)下,超聲波鍍錫接觸的路徑電阻(0.3 mΩ)顯著低于銀焊盤(3 mΩ),因 Al/Ag 復(fù)合層電阻率高。經(jīng)600 次熱循環(huán)后,鍍錫接觸電阻升至 2.5 mΩ,仍低于銀焊盤的4.5 mΩ,證明其長期導(dǎo)電性更優(yōu)。
組件性能
Millennial Solar
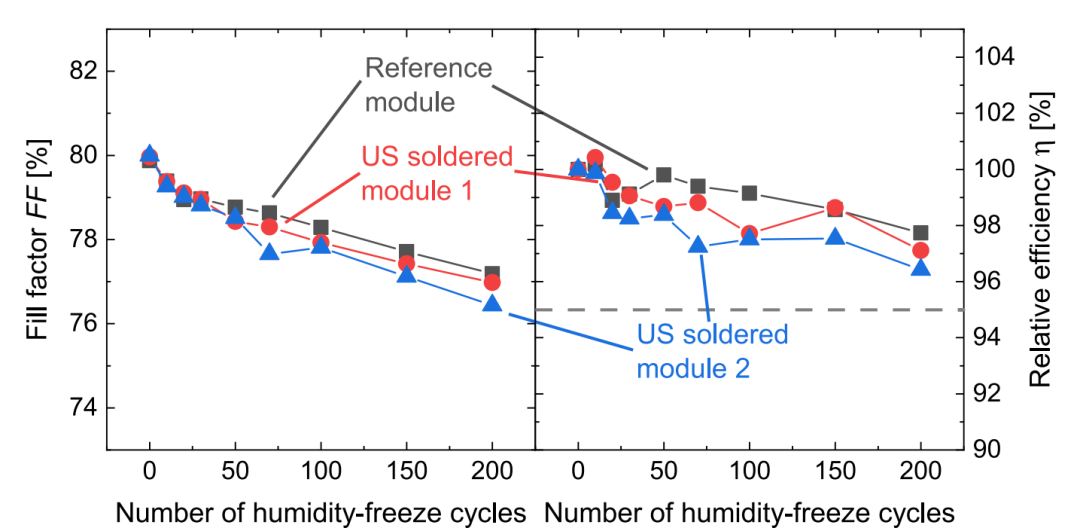
組件在濕度 - 凍結(jié)(HF)循環(huán)下的效率和填充因子老化
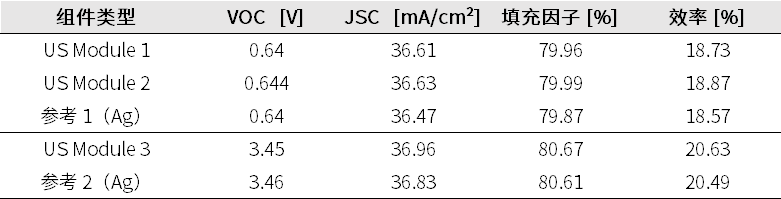
超聲波鍍錫組件與參考組件的 I-V 特性對(duì)比對(duì)比超聲波鍍錫組件(US Module 1/2)與銀焊盤參考組件(Reference 1)的老化表現(xiàn)。經(jīng)200 次 HF 循環(huán)后,鍍錫組件效率損失 < 3.6%,符合 IEC 標(biāo)準(zhǔn)(≤5%),證明抗?jié)駸崂匣芰_(dá)標(biāo)。超聲波鍍錫組件在初始光電性能上不劣于傳統(tǒng)銀焊盤組件,甚至因串聯(lián)電阻降低而略有提升。
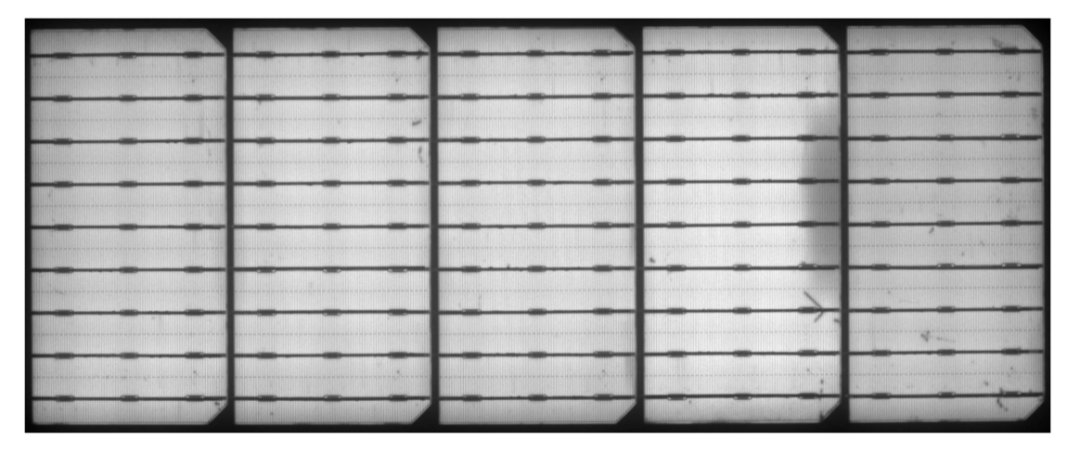
US Module 3 的電致發(fā)光(EL)圖像顯示5片9BB 半切電池組成的組件,邊緣區(qū)域因手動(dòng)焊接出現(xiàn)小裂紋(右側(cè)第二片電池暗區(qū)),提示需優(yōu)化接觸位置(如采用連續(xù)母線設(shè)計(jì))以減少破損風(fēng)險(xiǎn)。
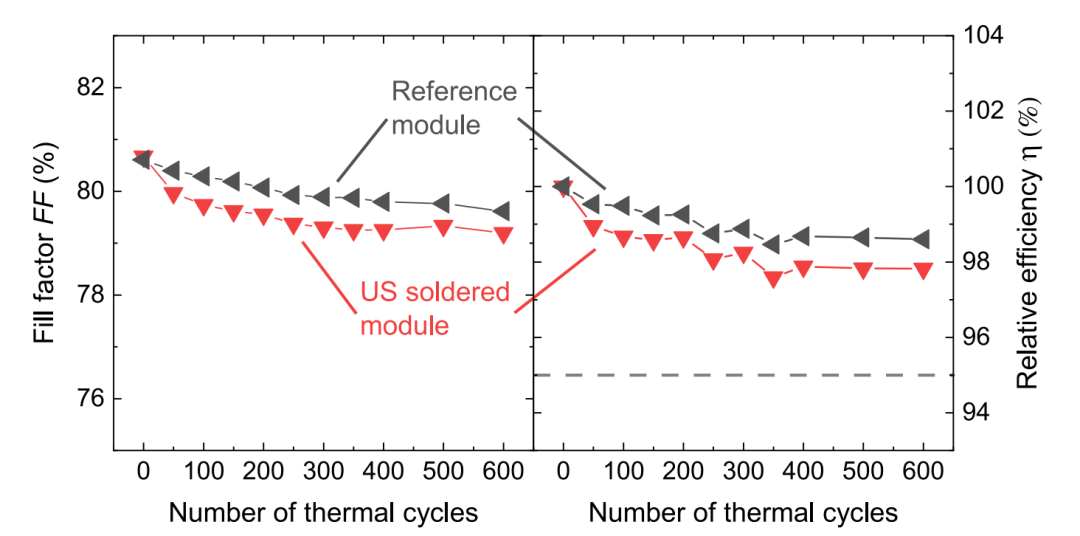
組件在熱循環(huán)(TC)下的效率和填充因子老化對(duì)比超聲波鍍錫組件(US Module 3)與銀焊盤參考組件(Reference 2)的熱循環(huán)穩(wěn)定性。經(jīng)600次TC循環(huán)后,鍍錫組件效率損失< 2.2%,遠(yuǎn)低于標(biāo)準(zhǔn)限值,驗(yàn)證了長期機(jī)械和電氣可靠性。超聲波鍍錫工藝憑借其在機(jī)械強(qiáng)度、電氣性能和抗老化能力等方面的出色表現(xiàn),成功實(shí)現(xiàn)了雙面 PERC + 太陽能電池背面的無銀、無鉛互連,不僅顯著降低了貴金屬消耗,還提升了組件性能。在機(jī)械可靠性層面,180°剝離力測(cè)試顯示,超聲波鍍錫焊盤的附著力中位數(shù)可達(dá) 3N/mm,遠(yuǎn)超 DIN EN 50461 標(biāo)準(zhǔn)要求的 1N/mm,且 95% 的斷裂發(fā)生在鋁母線漿料與硅基底界面,證明焊接界面強(qiáng)度已超越傳統(tǒng)銀焊盤方案。
美能拉脫力綜合測(cè)試儀
Millennial Solar

美能拉脫力綜合測(cè)試儀ME-CELL-CTT根據(jù)光伏行業(yè)研發(fā)的,專用于光伏行業(yè)硅晶片、硅料、電池組件等相關(guān)產(chǎn)品的剝離力、抗拉強(qiáng)度等測(cè)試的專用測(cè)試設(shè)備。本設(shè)備為臥立式一體電池片測(cè)試儀同時(shí)兼具臥式 180° 剝離強(qiáng)度測(cè)試和立式電池片彎曲測(cè)試。
- 臥式測(cè)試模塊可達(dá)到28個(gè)傳感器同時(shí)使用
- 立式測(cè)試模塊可用于成品電池或材料的拉伸壓縮、彎曲等試驗(yàn)
- 符合CB/T16491-2009,CB/T16491-96與JB/T17797-95國家標(biāo)準(zhǔn)
通過使用美能拉脫力綜合測(cè)試儀對(duì)超聲波鍍錫后的電池互連進(jìn)行拉脫力測(cè)試,我們進(jìn)一步驗(yàn)證了該技術(shù)的可靠性。結(jié)果顯示,超聲波鍍錫后的互連在不同工藝參數(shù)下均展現(xiàn)出優(yōu)異的機(jī)械性能,拉脫力遠(yuǎn)高于行業(yè)標(biāo)準(zhǔn)要求的1N/mm,最高可達(dá)3N/mm,這為大規(guī)模生產(chǎn)中的應(yīng)用提供了堅(jiān)實(shí)的基礎(chǔ)。
原文參考:Ultrasonic Tinning of Al Busbars for a Silver-FreeRear Side on Bifacial Silicon Solar Cells
*特別聲明:「美能光伏」公眾號(hào)所發(fā)布的原創(chuàng)及轉(zhuǎn)載文章,僅用于學(xué)術(shù)分享和傳遞光伏行業(yè)相關(guān)信息。未經(jīng)授權(quán),不得抄襲、篡改、引用、轉(zhuǎn)載等侵犯本公眾號(hào)相關(guān)權(quán)益的行為。內(nèi)容僅供參考,若有侵權(quán),請(qǐng)及時(shí)聯(lián)系我司進(jìn)行刪除。
-
超聲波
+關(guān)注
關(guān)注
63文章
3108瀏覽量
139972 -
工業(yè)
+關(guān)注
關(guān)注
3文章
2021瀏覽量
47758 -
焊接
+關(guān)注
關(guān)注
38文章
3401瀏覽量
61049
發(fā)布評(píng)論請(qǐng)先 登錄
超聲波氣泡檢測(cè)換能器:守護(hù)工業(yè)安全的“隱形衛(wèi)士”
工業(yè)化超聲波清洗設(shè)備的五大關(guān)鍵特性

工業(yè)化超聲波清洗設(shè)備的基礎(chǔ)知識(shí):原理、優(yōu)勢(shì)與應(yīng)用

超聲波清洗的原理是什么?超聲波清洗是如何起作用的?

超聲波指紋模組靈敏度飛升!低溫納米燒結(jié)銀漿立大功
降銀耗新技術(shù):銀包銅漿料的低成本、高可靠性與環(huán)境適應(yīng)性分析

零主柵(0BB)技術(shù)降低銀耗的路徑:IFC工藝與焊接型方案的對(duì)比研究
少銀化技術(shù)路徑解析:從銀漿低固含到銅電鍍的技術(shù)突破,推動(dòng)行業(yè)邁向零銀耗時(shí)代
超聲波焊接技術(shù)原理
銀耗銳減93%,銅電鍍革新TOPCon電池邁向1mg/W新時(shí)代





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論