 泓川科技小量程光譜共焦傳感器雙探頭對射法實現4-5mm玻璃鏡片大厚度1μm 精度測量案例
泓川科技小量程光譜共焦傳感器雙探頭對射法實現4-5mm玻璃鏡片大厚度1μm 精度測量案例
一、引言
在光學元件制造領域,玻璃鏡片的厚度精度直接影響光學系統的成像質量與性能穩定性。隨著精密光學儀器的發展,對 4-5mm 厚度玻璃鏡片的測量精度要求已提升至 1μm 以內。傳統接觸式測量方法存在劃傷鏡片表面、測量效率低等問題,而單一光譜共焦傳感器因量程限制(通常僅 2.6mm)無法直接覆蓋 4-5mm 厚度范圍。本案例基于 LTC2600 系列激光位移傳感器,提出雙探頭對射測量方案,通過機械結構優化與精密標定,實現了 1μm 以內的測量精度,為同類厚度光學元件的高精度檢測提供了可行解決方案。
二、測量挑戰與需求分析
(一)核心測量需求
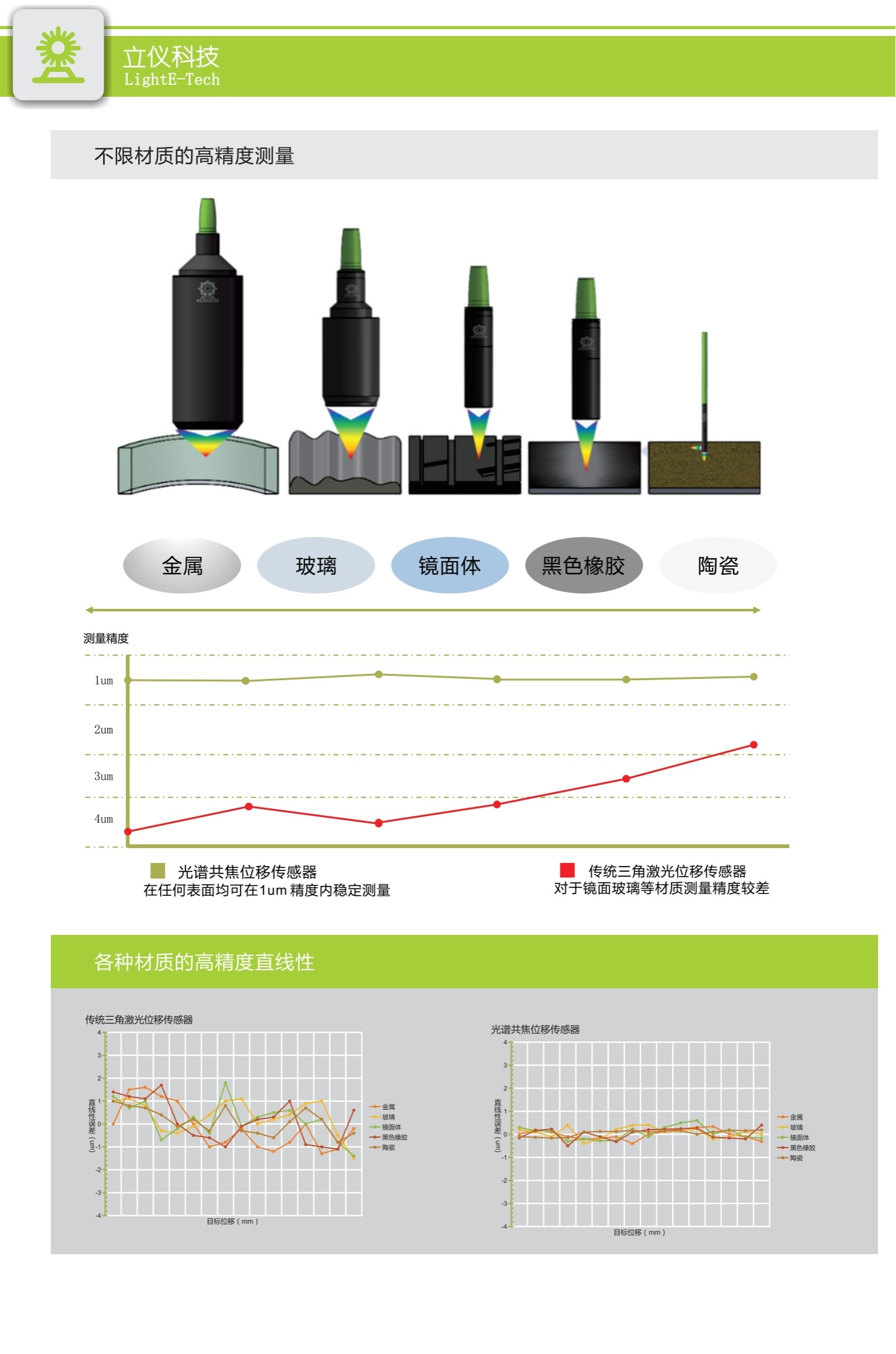
測量對象:4-5mm 厚度玻璃鏡片,表面光潔度高,需避免接觸式測量損傷。
精度要求:整體測量誤差控制在 1μm 以內,滿足精密光學元件的質量管控標準。
效率需求:需實現自動化測量,適配生產線快速檢測場景。
(二)技術難點
量程與精度的矛盾:單臺光譜共焦傳感器量程(2.6mm)無法覆蓋 4-5mm 厚度,而 LTC2600 雖具備 15mm 量程,但直接單探頭測量需搭配復雜位移機構,難以保證微米級精度。
雙探頭對射誤差重疊:傳統雙探頭對射方案中,兩探頭測量光束的對心精度不足會導致測量值疊加誤差,若光束偏移 1μm,厚度測量誤差將直接體現為 2μm(雙向偏移)。
系統標定復雜性:不同探頭的線性誤差、溫度漂移需同步補償,且中間介質(玻璃鏡片)的折射率影響需通過標定消除。
三、解決方案設計
(一)硬件方案選型
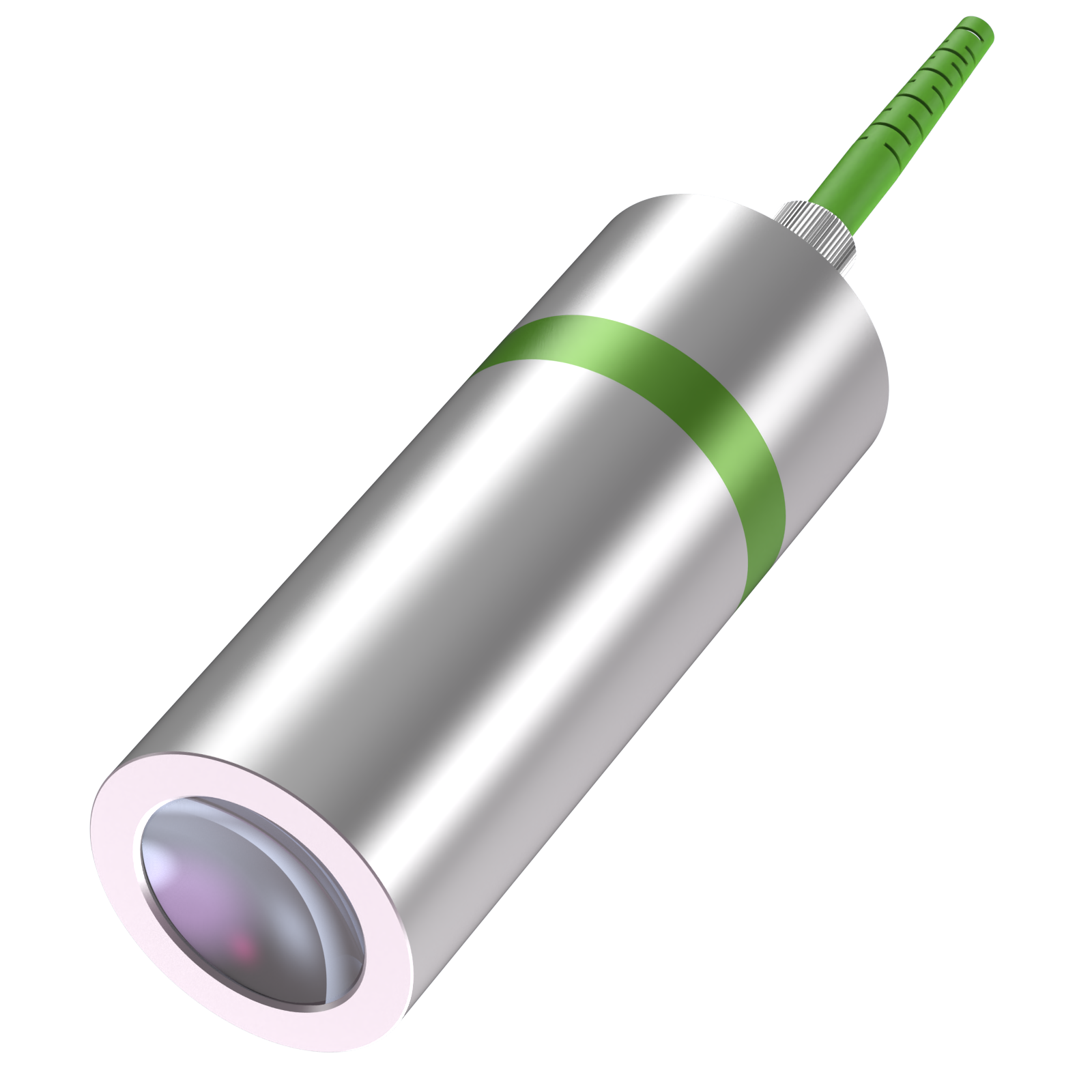
傳感器選型:采用 LTC2600 激光位移傳感器(參數見表 1),其 ±0.3μm 的重復精度與 0.05μm 線性誤差滿足高精度要求,15mm 量程為雙探頭對射提供冗余空間。
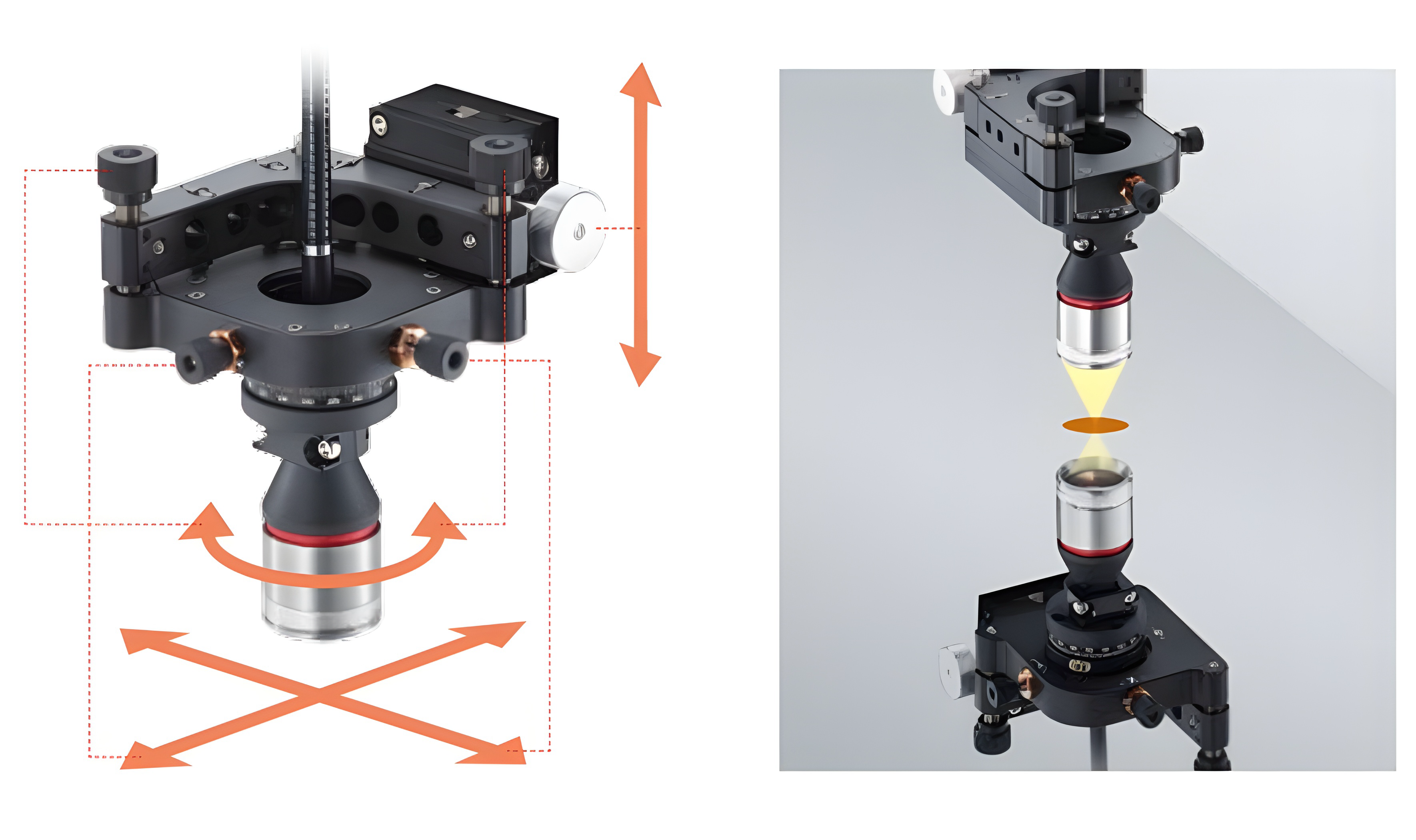
機械結構:定制雙探頭對射夾具,包含:
Z 軸精密調節機構(精度 ±1μm),用于調節兩探頭間距;
光束對心校準裝置(基于亞微米級運動平臺),確保兩探頭光束同軸對準;
恒溫底座(控溫精度 ±0.5℃),抑制溫度漂移(傳感器溫度特性 < 0.03% F.S./℃)。
控制器與軟件:搭配 8 通道 LT-CCH 控制器(最高采樣頻率 21kHz),集成配套測控軟件與 C# 開發包,實現數據實時采集與分析。
| 參數項 | LTC2600 指標 |
|---|---|
| 量程 | 15mm |
| 重復精度 | <±0.3μm |
| 線性誤差 | 0.05μm |
| 溫度特性 | <0.03%F.S./℃ |
| 光束直徑 | 聚焦點 Φ9μm |
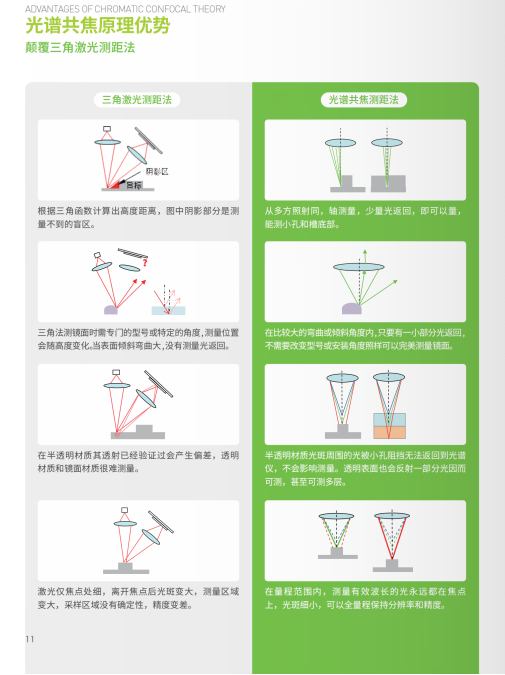
(二)測量原理與方案創新
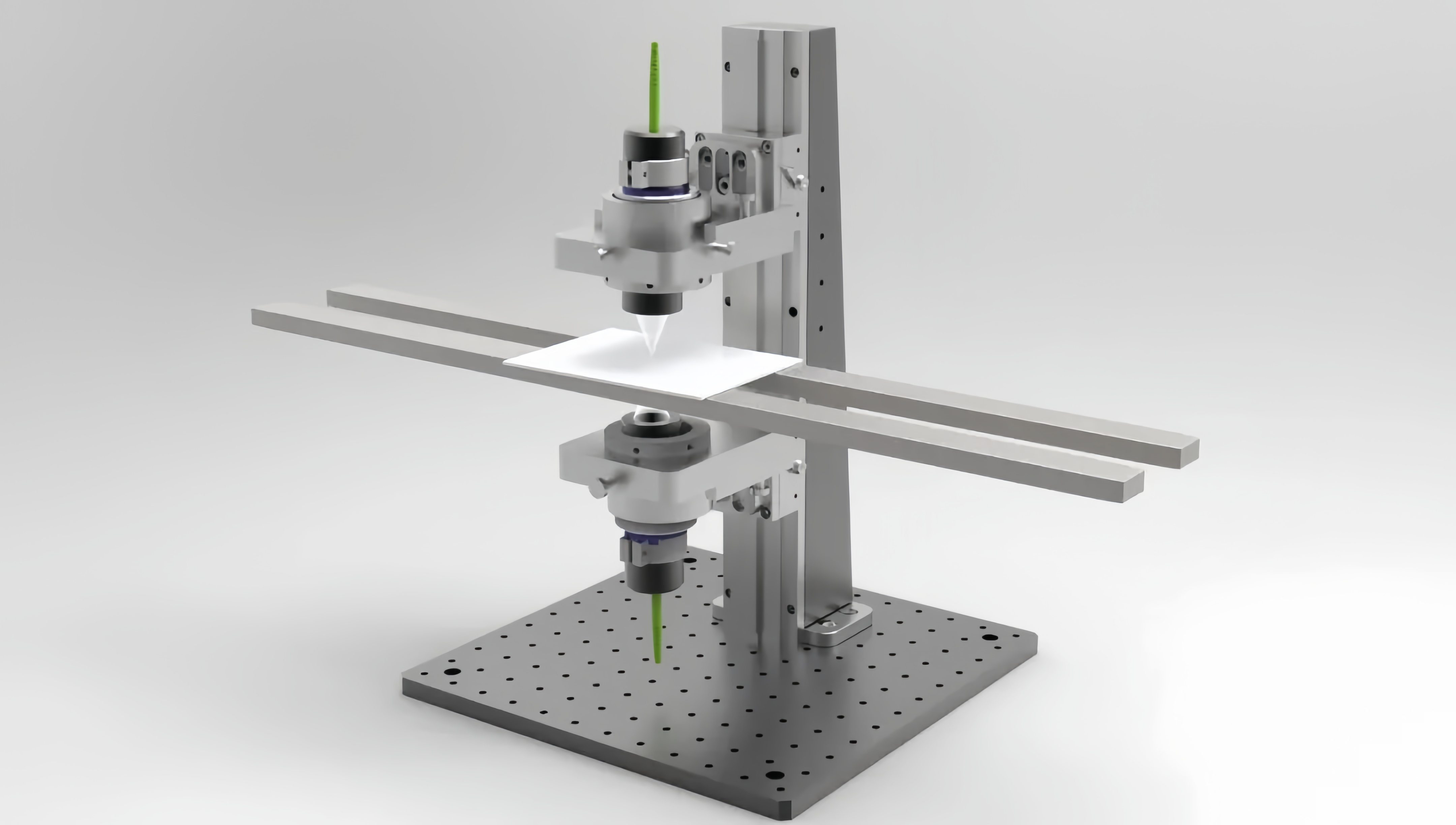
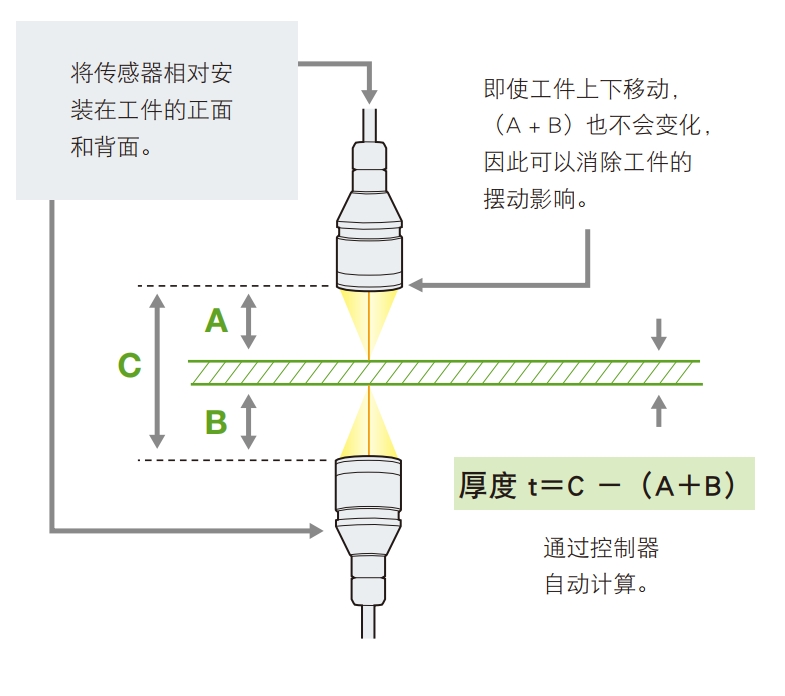
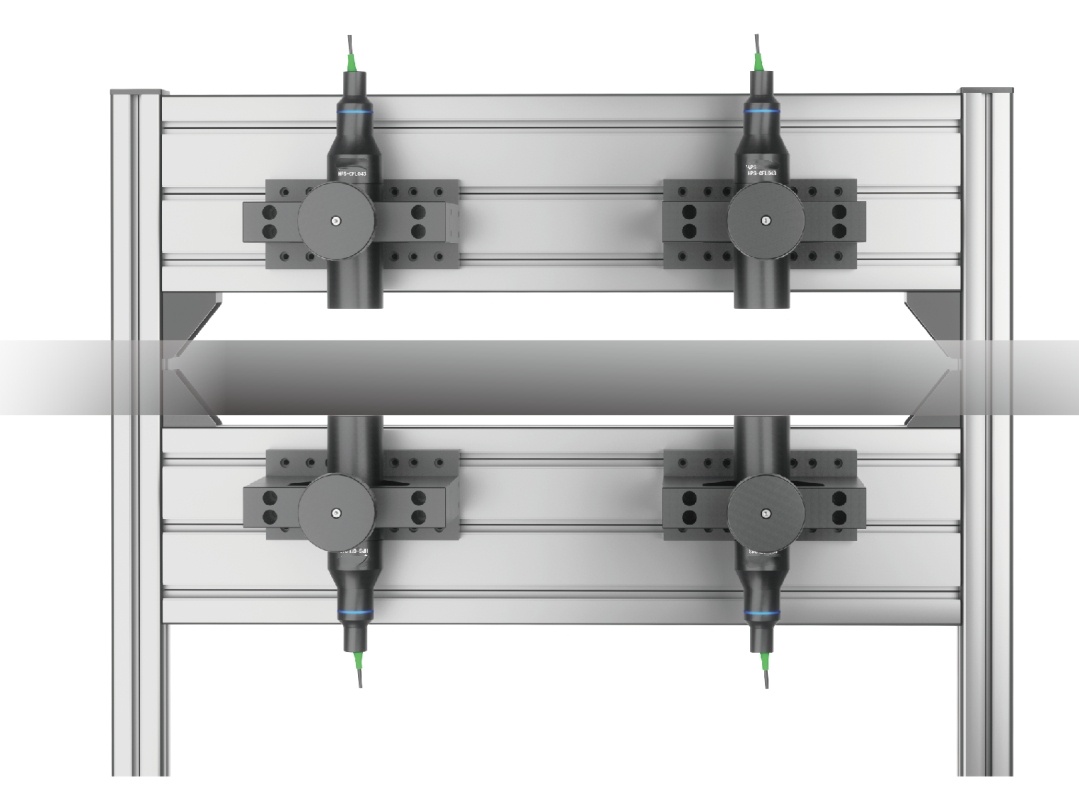
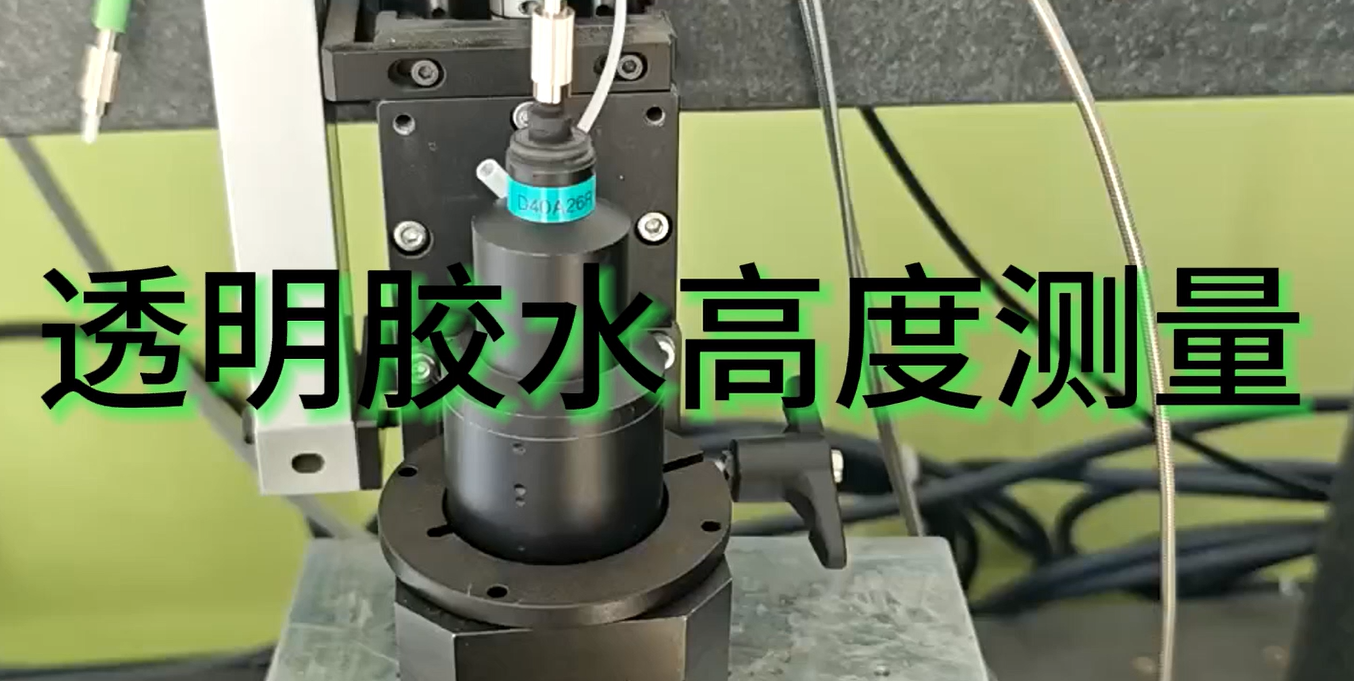
雙探頭對射測量原理如圖 1 所示:兩傳感器分別從鏡片兩側發射激光,光束穿透鏡片后由對側傳感器接收,通過計算兩傳感器測量值之差(D1-D2)得到鏡片厚度。創新點在于:
重疊區域校準:先將兩探頭置于重疊區域(間距 < 2.6mm),通過標準鍍銀膜反射鏡校準光束對心,確保光點偏移 < 0.5μm;
量程擴展策略:利用 Z 軸調節機構將兩探頭間距拉開至 6-8mm(超出單探頭量程但在雙探頭組合量程內),通過機械精度保證光束對心不受影響;
標準件動態標定:使用 4mm 和 5mm 標準厚度玻璃(精度 ±0.5μm)進行實時標定,補償系統誤差與折射率影響。
四、實施步驟與標定流程
(一)硬件安裝與調試
夾具安裝:將雙探頭固定于 Z 軸調節機構,確保兩傳感器光軸同軸度偏差 < 10μrad;
初始對心:在重疊區域(間距 2mm)放置銳利玻璃邊緣,通過亞微米定位平臺(精度 ±0.1μm)調整探頭位置,使兩傳感器光斑中心重合(基于激光干涉儀驗證);
間距調節:啟動 Z 軸機構,將兩探頭間距緩慢增至 6.5mm,記錄調節量(機械精度 ±1μm)。
(二)系統標定流程
標準件準備:選取 4mm(標準值 4.000mm)和 5mm(5.000mm)石英玻璃標準片,表面平整度 <λ/10(λ=633nm);
零點校準:在兩探頭間無介質時,采集 1000 組數據取均值,設定為基準零點(D0=0);
厚度標定:
放置 4mm 標準片,采集數據并計算厚度值 T1,若實測值為 4.002mm,則標定系數 K1=4.000/4.002=0.9995;
更換 5mm 標準片,同理計算 K2=5.000/T2,取 K1 與 K2 均值作為系統標定系數 K=0.9996;
溫度補償:在 25℃±5℃范圍內測試,建立溫度 - 誤差修正模型(如 ΔT=1℃時,修正值 ΔD=0.03%×15mm×1℃=0.0045mm=4.5μm)。
(三)實際測量流程
鏡片放置:將待測玻璃鏡片置于兩探頭中間,確保表面與光軸垂直(傾斜角 <±0.5°);
數據采集:啟動 LT-CCH 控制器,以 10kHz 采樣頻率連續采集 100 組數據,剔除異常值后取均值;
厚度計算:實測厚度 T=K×(D1-D2),其中 D1、D2 為兩傳感器測量值;
誤差修正:根據環境溫度實時修正測量值(如溫度 28℃時,修正值 = 4.5μm×(28-25)=13.5μm,實測值需減去該修正量)。
五、測量結果與精度驗證
(一)重復性測試
對 4mm 標準片進行 10 次重復測量,結果如下:
| 測量次數 | 實測值(mm) | 誤差(μm) |
|---|---|---|
| 1 | 4.0005 | +0.5 |
| 2 | 3.9998 | -0.2 |
| 3 | 4.0003 | +0.3 |
| 4 | 4.0001 | +0.1 |
| 5 | 3.9999 | -0.1 |
| 平均誤差 | —— | ±0.22 |
(二)全量程精度驗證
在 4-5mm 范圍內選取 5 個厚度點(4.0mm、4.2mm、4.5mm、4.8mm、5.0mm),每個點測量 20 次,結果顯示:
最大絕對誤差:0.8μm(4.5mm 處);
標準偏差:0.35μm;
線性度誤差:0.05μm(與參數表一致)。

(三)對比傳統方案優勢
| 方案類型 | 量程(mm) | 精度(μm) | 測量效率 | 對鏡片影響 |
|---|---|---|---|---|
| 單探頭光譜共焦 | 2.6 | 1.0 | 低(需位移) | 無 |
| 雙探頭對射 | 15(組合) | 0.8 | 高(實時) | 無 |
| 接觸式千分尺 | 0-25 | 5.0 | 中 | 可能劃傷 |
六、結論與應用拓展
本案例通過 LTC2600 激光位移傳感器雙探頭對射方案,成功解決了 4-5mm 玻璃鏡片 1μm 精度的測量難題。方案核心優勢在于:
量程與精度的平衡:利用 15mm 量程傳感器組合,通過機械調節與標定突破單探頭量程限制,同時保證微米級精度;
誤差抑制策略:重疊區域對心校準、標準件動態標定與溫度補償多管齊下,將系統誤差控制在 0.8μm 以內;
工程化適配:配套控制器與軟件支持自動化采集,21kHz 采樣頻率滿足生產線快速檢測需求。
該方案可拓展至其他透明 / 半透明板材厚度測量(如藍寶石襯底、光學棱鏡等),或通過多探頭陣列實現三維輪廓檢測。實際應用中需注意環境振動控制(建議安裝隔振平臺)與光路防塵(IP40 防護等級需配合防塵罩),以持續保證測量精度。
審核編輯 黃宇
-
傳感器
+關注
關注
2564文章
52727瀏覽量
764823 -
探頭
+關注
關注
0文章
1262瀏覽量
42503 -
光譜
+關注
關注
4文章
909瀏覽量
35976
發布評論請先 登錄
技術指南丨深視智能點光譜共焦位移傳感器測量透明物體厚度操作指南

光譜共焦位移傳感器十大品牌排名盤點--各品牌優勢產品型號推薦
泓川科技光譜共焦傳感系統在電磁鋼板厚度檢測中的多模態協同控制研究
基于海伯森線光譜共焦技術的光學鏡片檢測


立儀光譜共焦傳感器-半導體元器件、面板顯示點膠、3C通訊、新能源汽車等領域的厚度測量






 工商網監
工商網監
評論