 波峰焊對比傳統手工焊接優勢
波峰焊對比傳統手工焊接優勢

 核心優勢對比表
核心優勢對比表
| 對比維度 | 波峰焊 | 烙鐵手工焊 | 優勢差值 |
|---|---|---|---|
| 產能 | 500-1500焊點/分鐘 | 20-60焊點/分鐘(不可控,嚴重依賴員工熟練度) | ↑20-25倍 |
| 單點成本 | ¥0.003-0.008 | ¥0.10-0.30 | ↓33-37倍 |
| 焊點缺陷率 | 3000-6000 DPPM(優化后) | 50000-80000 DPPM | ↓13-16倍 |
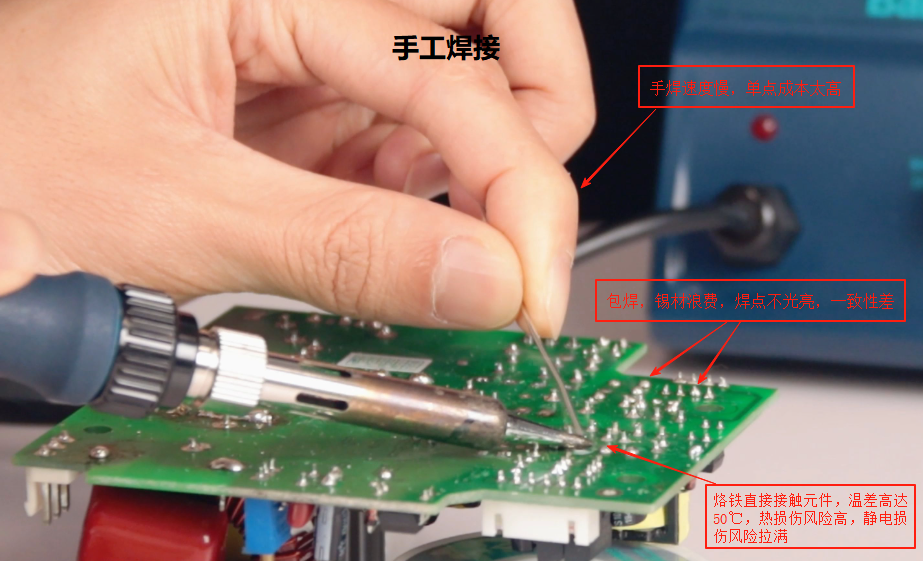
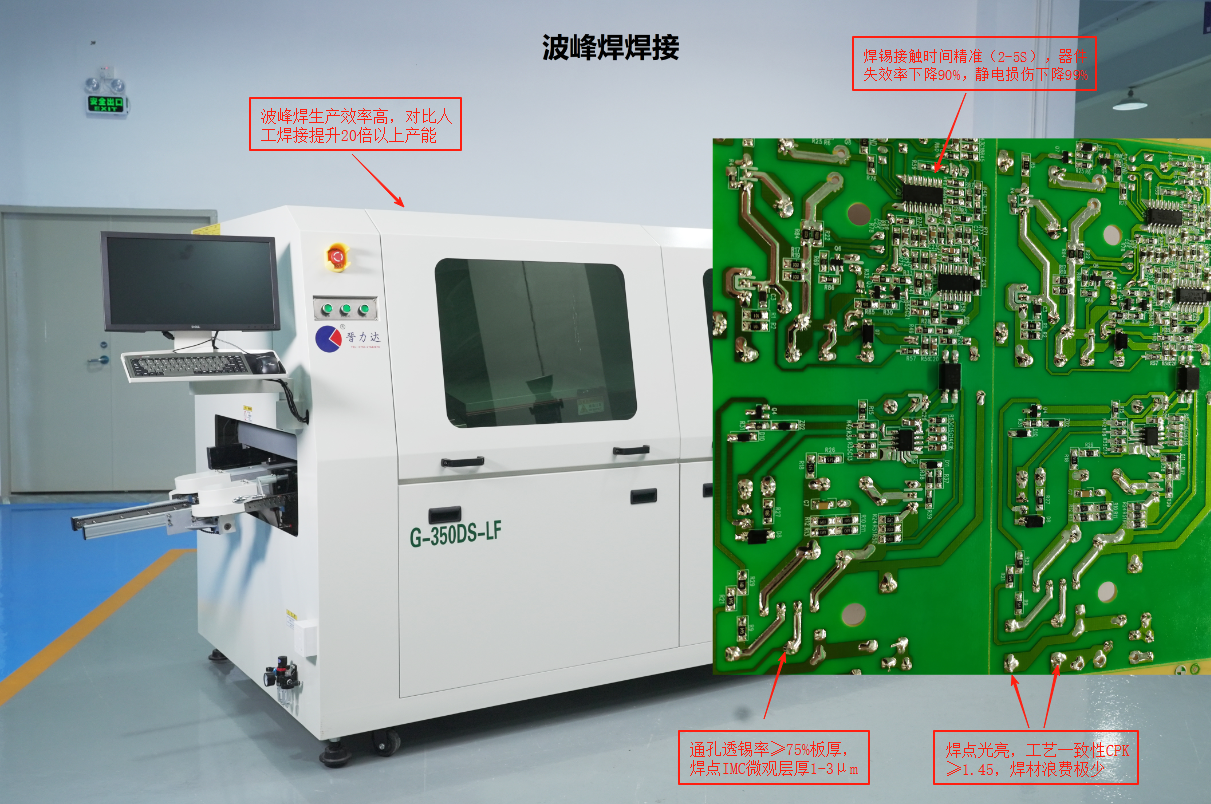
| 熱損傷風險 | 接觸時間精準(2-5s) | 依賴操作者(3-15s) | 器件失效率↓90% |
| 工藝一致性 (CPK) | ≥1.45(自動參數控制) | ≤0.8(人為波動大) | 波動減少75% |
| ESD防護 | 非接觸式焊接 | 烙鐵直接接觸元件 | 靜電損傷↓99% |
技術優勢深度解析
1. 碾壓式效率提升
·批量****焊接 :
單板200個通孔焊點 → 波峰焊15-20秒完成 vs 手工焊需6分鐘以上
·產線****自動化 :
可對接SMT+DIP產線實現全自動生產(如:SMT貼片工藝 → 自動插件 → 波峰焊 → 在線AOI→在線ICT→打包出貨)
2. 質量可靠性突破
| 指標 | 波峰焊 | 手工焊缺陷風險 |
|---|---|---|
| 通孔透錫率 | ≥75%板厚(IPC Class 3) | 常低于30%(虛焊隱患) |
| 溫度均勻性 | 錫爐波峰液面溫差≤±3℃ | 烙鐵頭溫差>±50℃ |
| 焊點微觀表現 | IMC層厚度均勻(1-3μm) | 局部過厚/過薄(0.5-5μm) |
3. 成本結構優化(年產100萬臺)****
| 成本項 | 波峰焊 | 手工焊 | 年節省額 |
|---|---|---|---|
| 人力成本 | 1人監控2臺設備 | 需50名焊工 | ¥2,800,000 |
| 焊料損耗 | 錫渣率10% | 焊錫絲浪費率30% | ¥650,000 |
| 返修成本 | 0.5% | 8% | ¥1,200,000 |
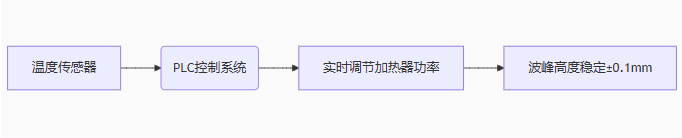
4. 工藝控制精度
·參數數字化 :
手工焊不可替代的場景
盡管波峰焊優勢顯著,但以下情況仍需手工焊****接 :
1.維修返工 :更換單個故障元件
3.特殊材料 :金線鍵合/陶瓷基板等低溫工藝
4.原型驗證 :小批量設計迭代階段
波峰焊升級方案(應對傳統痛點)
| 手工焊痛點 | 波峰焊解決方案 | 技術效果 |
|---|---|---|
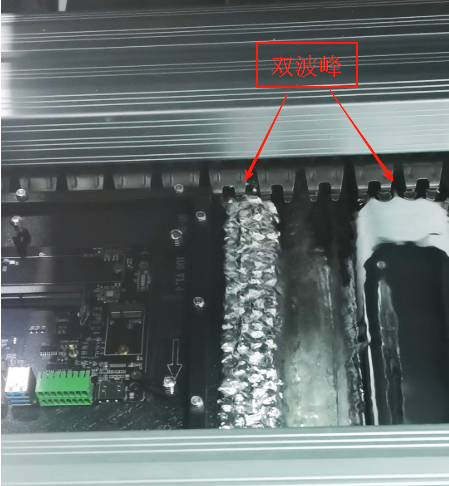
| 橋連缺陷 | 雙波峰設計(沖擊波+平流波) | 橋連率↓95% |
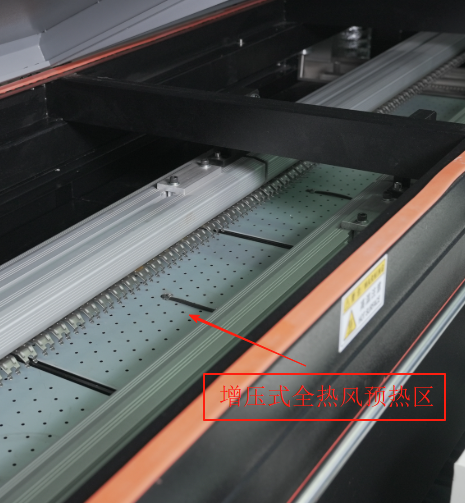
| 透錫不足 | 底部+頂部全熱風預熱 | 填充率↑至98% |
| 熱敏感器件損傷 | 分區溫控+氮氣保護 | 峰值溫度波動≤±2℃ |
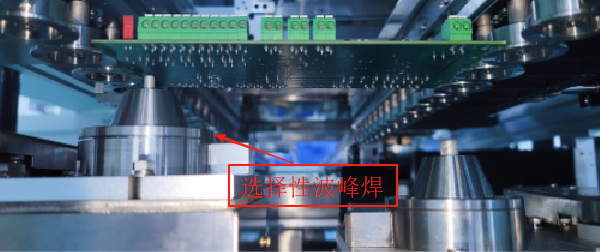
| 選擇性焊接 | 機器人+波峰焊/選擇性波峰焊機 | 精度達±0.05mm |
決策建議:何時選擇波峰焊?
批量生產 :日產量>500片
DIP元件多 :單板>30個通孔焊點
質量嚴苛 :汽車/醫療/軍工/航天級產品
成本敏感 :邊際成本壓至<¥0.01/焊點
典型案例 :
東莞市竟成電子有限公司生產開關電源產品導入我司 晉力達2條DIP自動插件線+波峰焊+皮帶線后:
· 手工產能從2000片/天 → 12000片/天
· 焊點缺陷率從52000 DPPM → 3500 DPPM
· 人力成本下降 ¥3.2萬/月

終極價值
波峰焊不僅是設備升級,更是 制造理念的進化 :從依賴技工手感 → 基于數據的過程控制從個體焊點質量 → 系統性工藝能力從高可變成本 → 規模效益驅動成本優化
在消費電子、工業設備、汽車電子等領域,波峰焊已成為通孔插件焊接工藝的黃金標準 ,其技術經濟性在規模化生產中無可替代。
以下為國內某著名電視品牌企業出口產品采用我司晉力達10條插件焊接產線。
審核編輯 黃宇
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
smt
+關注
關注
43文章
3029瀏覽量
71874 -
波峰焊
+關注
關注
12文章
326瀏覽量
19138
發布評論請先 登錄
相關推薦
熱點推薦
波峰焊設備的維護和保養方法
波峰焊設備作為電子制造的關鍵設備,其性能的穩定與否直接影響焊接質量和生產效率。深圳市晉力達設備的波峰焊憑借諸多優勢,在保障焊接效果的同時,也
PCBA 加工必備知識:選擇性波峰焊和傳統波峰焊區別大揭秘
一站式PCBA加工廠家今天為大家講講PCBA加工選擇性波峰焊與傳統波峰焊有什么區別?選擇性波峰焊與傳統波
一文搞懂波峰焊工藝及缺陷預防
效果,需要考慮焊料配方、助焊劑、元件和PCB的匹配、工裝設計及過程控制參數等因素。但是,當出現焊接不良時,可能有多個原因導致。下面介紹一些常見的波峰焊焊接不良、產生原因的分析方法及改善建議。
一
發表于 04-09 14:44
波峰焊點拉尖現象的成因與解決策略
在電子制造領域,波峰焊是一種常見的焊接工藝,廣泛應用于印刷電路板(PCB)的組裝。然而,在波峰焊過程中,點拉尖現象是影響焊接質量的一個常見問題。點拉尖是指焊點上的焊料呈現乳石狀或水柱形
發表于 03-27 13:43
波峰焊在PCBA加工中的應用與選擇要點,一文讀懂!
一站式PCBA智造廠家今天為大家講講波峰焊在PCBA生產中的應用有哪些?PCBA加工選擇波峰焊的注意事項。在PCBA生產過程中,波峰焊是一種廣泛應用的焊接工藝,尤其適用于雙面插件(DI
PCBA加工必備知識:回流焊VS波峰焊,你選對了嗎?
一站式PCBA智造廠家今天為大家講講PCBA加工回流焊與波峰焊有什么區別?PCBA加工回流焊與波峰焊的區別。在印刷電路板組裝(PCBA)過程中,焊接
回流焊與波峰焊的區別
在電子制造領域,焊接技術是連接電路板上各個元件的關鍵步驟。回流焊和波峰焊是兩種廣泛使用的焊接方法,它們各有特點和適用場景。 一、回流焊 回流
揭秘波峰焊治具:如何助力PCBA加工提升生產效率
一站式PCBA智造廠家今天為大家講講PCBA加工中波峰焊治具有什么作用?波峰焊治具的優點及作用。在PCBA加工過程中,波峰焊技術以其高效和可靠性廣受青睞。本文將深入探討波峰焊治具的優點
分析波峰焊時產生連錫(短路)的原因以及解決辦法
隨著我國高科技產品的不斷發展,現在機械設備中的線路板工藝設計越來越復雜,引線腳之間的間距越來越密集,很容易導致焊接之后產生連錫現象,也就是短路。為此,我們應該如何分析波峰焊連錫的原因以及找到相對

波峰焊VS選擇性波峰焊:技術差異與應用對比
這兩種設備之間的差異。 工作原理 波峰焊設備,作為傳統且廣泛應用的焊接技術,其工作原理是將熔化的軟釬焊料(如鉛錫合金)通過電動泵或電磁泵噴流成設計要求的焊料波峰。預先裝有元器件的印制板
解析波峰焊與選擇性波峰焊的技術差異與應用場景
的對比、焊接效率與速度的差異,以及設備配置與成本效益的分析,系統而深入地剖析這兩種焊接技術的區別與特性。 應用領域的差異 波峰焊,作為一種廣泛應用的
安帕爾:氧分析儀在回流焊波峰焊的應用
、HT-LA462本文主要講以上多款氧分析儀在回流焊和波峰焊的應用。 首先是回流焊介紹:回流焊技術在電子制造領域并不陌生,我們電腦內使用的各種板卡上的元件都是通過這種工藝
波峰焊與回流焊有哪些區別
波峰焊與回流焊是電子制造業中兩種常見的焊接技術,它們在原理、過程、適用對象、工藝特點以及應用場景等方面存在顯著的區別。以下是對這兩種焊接技術的詳細比較和分析。





 工商網監
工商網監
評論