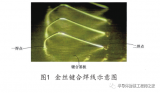
 銀線二焊鍵合點剝離失效原因:鍍銀層結合力差VS銀線鍵合工藝待優化!
銀線二焊鍵合點剝離失效原因:鍍銀層結合力差VS銀線鍵合工藝待優化!

銀線二焊鍵合點剝離LED死燈的案子時常發生,大家通常爭論是鍍銀層結合力差的問題,還是鍵合線工藝問題,而本案例,客戶在貼片完后出現死燈,金鑒接到客訴后立即進行了初步分析,死燈現象為支架鍍銀層脫落導致,請分析死燈真實原因。
檢測結論
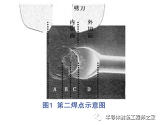
燈珠死燈失效死燈現象為支架鍍銀層脫落導致是由二焊引線鍵合工藝造成。焊點剝離的過程相當于一次“百格試驗”,如果切口邊緣有剝落的鍍銀層,證明支架電鍍有質量問題,如果未有剝落現象,則表明引線鍵合質量有問題。金鑒工程師對支架上二焊點剝離位置支架鍍銀層進行FIB定點切片,我們發現剝離焊點附近鍍銀層與鎳層沒有裂縫,這表明鍍銀層結合力良好。
同時我們發現在焊點位置的鎳層的厚度比非焊點位置的要厚,表明焊點鎳層在熱超聲焊接過程中發生重接晶,晶粒變大,晶層變厚。變大的鎳層晶粒與銀層晶格不匹配,結合力變差。鎳層晶粒變大超過一定度的時候,鍍銀層在后期其使用封裝膠的膨脹力下,鍵合引線拉扯,導致鍍銀層與鎳層剝離失效。
本案例使用的是金包銀鍵合線,銀的硬度比金要大。很多焊線機是根據金線設計的,換成銀線,焊線的工藝和參數要根據線的材質本身的特性進行調整,燒球的電流、功率和時間,銀線與金線是有差別的,建議客戶進一步優化二焊鍵合工藝參數。
檢測數據分析
工程師取失效燈珠,機械方法去掉封裝膠,SEM下觀察發現二焊點與支架鍍銀層剝離,對剝離位置進行EDS分析,未發現異常元素。針對LED領域,金鑒實驗室提供包括EDS分析等一站式服務,涵蓋各個環節,滿足客戶多元化的需求。
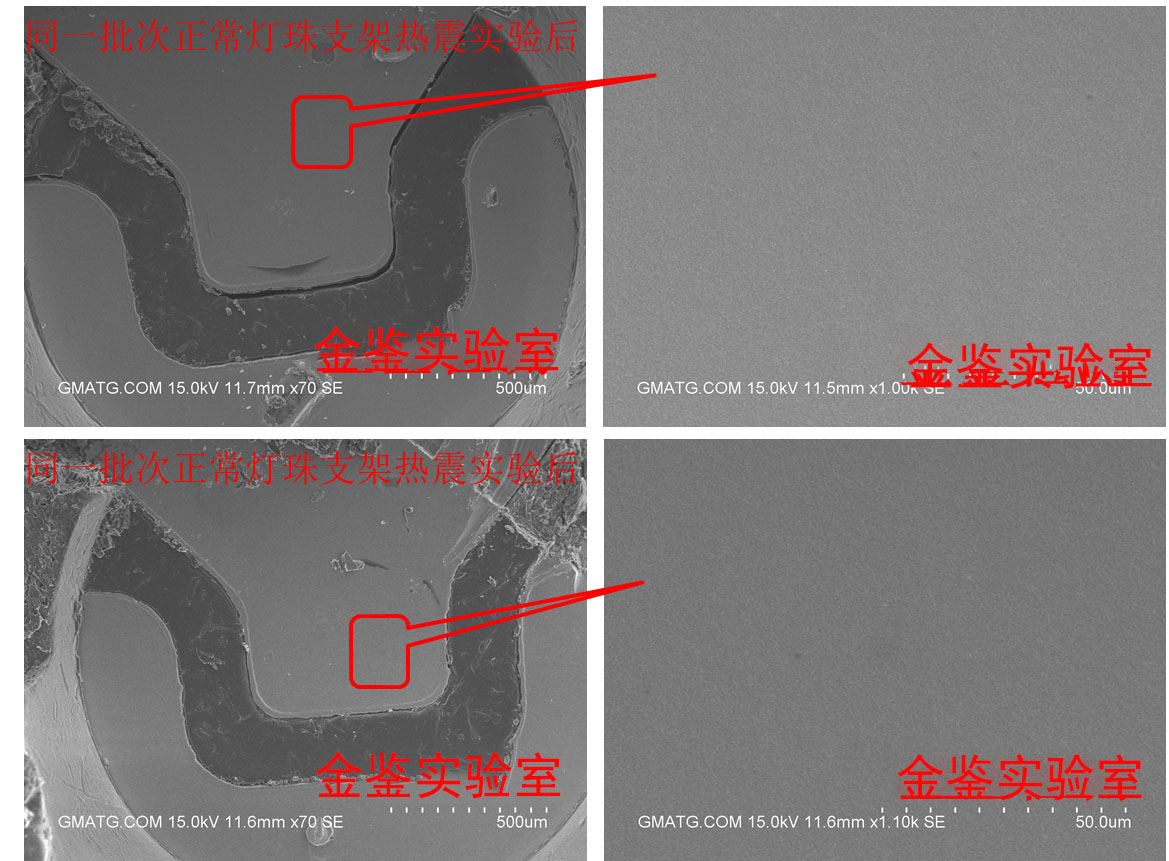
為檢測鍍銀層附著強度,根據標準GB/T 5270-2005的試驗方法,取委托單位送測的同一批次正常燈珠,物理方法去掉封裝膠后進行鍍銀層附著強度試驗。
試驗方法: 將支架置于250℃環境中30min,然后浸入室溫水中驟冷,取出后, 檢查鍍層是否有起泡或脫落。 熱震實驗后,在SEM下觀察支架鍍層形貌,均未發現有起泡或脫落現象。
為了避免銀的延展性導致機械制樣誤差,采用FIB截面切割,SEM測量鍍層厚度,結果顯示鍍銀層厚度約1.917μm,鍍鎳層厚度約357.3nm。金鑒實驗室在此領域的深厚積累,使我們能夠為客戶提供專業的建議和解決方案。
對失效燈珠鍵合線進行FIB定點切片,SEM-EDS分析結果顯示失效燈珠鍵合線采用金包銀合金。如果對銀金厚度比計算,還可精確地算出金含量。
-
led
+關注
關注
242文章
23785瀏覽量
672336 -
死燈
+關注
關注
0文章
4瀏覽量
5768
發布評論請先 登錄
鋁帶鍵合點根部損傷研究

功率模塊銅線鍵合工藝參數優化設計方案
優化封裝之鍵合線封裝中的兩個主要不連續區
金絲鍵合第二焊點補球工藝的可靠性分析


晶圓鍵合膠的鍵合與解鍵合方式

引線鍵合的基礎知識





 工商網監
工商網監
評論