") 粗糙度的濾波值是怎么設(shè)置的?
粗糙度的濾波值是怎么設(shè)置的?

引言
在表面粗糙度測(cè)量中,濾波處理是分離表面輪廓中不同頻率成分的關(guān)鍵步驟,而濾波值的設(shè)置直接影響粗糙度參數(shù)計(jì)算的準(zhǔn)確性。合理設(shè)置濾波值,能夠有效剔除表面輪廓中的形狀誤差和波紋度成分,保留真實(shí)反映表面微觀不平度的信息。本文將詳細(xì)探討粗糙度濾波值的設(shè)置方法與依據(jù)。
濾波原理與類型
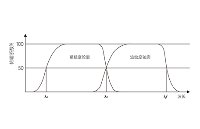
表面輪廓包含了形狀誤差、波紋度和粗糙度等不同尺度的幾何特征,濾波的本質(zhì)是通過(guò)數(shù)學(xué)算法對(duì)輪廓數(shù)據(jù)進(jìn)行頻率分離。常見(jiàn)的濾波類型有高斯濾波、2RC 濾波等 。高斯濾波基于高斯函數(shù)對(duì)輪廓數(shù)據(jù)進(jìn)行加權(quán)平均,能夠平滑輪廓曲線且較好地保留真實(shí)粗糙度特征;2RC 濾波則模擬了電子電路中的 RC 濾波特性,通過(guò)設(shè)定時(shí)間常數(shù)來(lái)實(shí)現(xiàn)對(duì)不同頻率成分的衰減。不同濾波類型的特性差異,決定了其在濾波值設(shè)置上的不同要求。
濾波值設(shè)置依據(jù)
國(guó)家標(biāo)準(zhǔn)與規(guī)范
各國(guó)及國(guó)際標(biāo)準(zhǔn)化組織(如 ISO、GB 等)制定的標(biāo)準(zhǔn)是濾波值設(shè)置的重要依據(jù)。以 ISO 11562 標(biāo)準(zhǔn)為例,其明確規(guī)定了不同加工工藝、表面特性下推薦的截止波長(zhǎng)(與濾波值相關(guān)) 。對(duì)于車削加工的金屬表面,根據(jù)加工精度和表面要求,標(biāo)準(zhǔn)會(huì)給出相應(yīng)的截止波長(zhǎng)范圍,指導(dǎo)測(cè)量時(shí)濾波值的選擇,以確保測(cè)量結(jié)果的一致性和可比性。
加工工藝與表面特征
不同加工工藝產(chǎn)生的表面特征不同,濾波值設(shè)置需與之適配。磨削加工后的表面,微觀輪廓較為規(guī)則,粗糙度頻率成分相對(duì)集中,可選用較小的濾波截止波長(zhǎng),保留更多微觀細(xì)節(jié);而銑削加工表面,可能存在較大尺度的波紋,需采用較大截止波長(zhǎng)的濾波值,先去除波紋度影響,突出粗糙度特征 。此外,表面紋理方向和材料特性也會(huì)影響濾波效果,如各向異性材料的表面,濾波值設(shè)置需考慮紋理方向?qū)喞l率成分的影響。
測(cè)量?jī)x器特性
測(cè)量?jī)x器的分辨率、采樣頻率等特性限制了濾波值的設(shè)置范圍。若濾波截止波長(zhǎng)過(guò)小,儀器可能無(wú)法準(zhǔn)確采集到高頻粗糙度成分;若過(guò)大,則可能過(guò)度平滑輪廓,丟失重要信息。例如,觸針式粗糙度儀的觸針半徑和采樣間距,決定了其對(duì)表面輪廓高頻成分的采集能力,在設(shè)置濾波值時(shí)需充分考慮這些因素,避免因?yàn)V波不當(dāng)導(dǎo)致測(cè)量誤差 。
濾波值設(shè)置方法
在實(shí)際操作中,常采用試錯(cuò)法與標(biāo)準(zhǔn)推薦值相結(jié)合的方式設(shè)置濾波值。先參考標(biāo)準(zhǔn)給出的截止波長(zhǎng)推薦值,對(duì)測(cè)量數(shù)據(jù)進(jìn)行濾波處理;然后觀察濾波后的輪廓曲線,判斷是否有效分離了形狀誤差和波紋度,若未達(dá)到理想效果,則調(diào)整濾波值重新處理 。同時(shí),隨著計(jì)算機(jī)技術(shù)的發(fā)展,部分先進(jìn)的粗糙度測(cè)量軟件具備自動(dòng)濾波功能,通過(guò)算法分析表面輪廓特征,智能推薦合適的濾波值,但仍需測(cè)量人員結(jié)合實(shí)際情況進(jìn)行驗(yàn)證和調(diào)整。
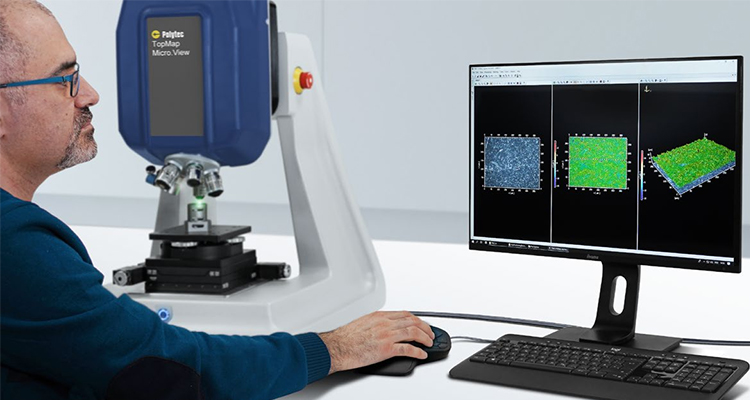
TopMap Micro View白光干涉3D輪廓儀
一款可以“實(shí)時(shí)”動(dòng)態(tài)/靜態(tài) 微納級(jí)3D輪廓測(cè)量的白光干涉儀
1)一改傳統(tǒng)白光干涉操作復(fù)雜的問(wèn)題,實(shí)現(xiàn)一鍵智能聚焦掃描,亞納米精度下實(shí)現(xiàn)卓越的重復(fù)性表現(xiàn)。
2)系統(tǒng)集成CST連續(xù)掃描技術(shù),Z向測(cè)量范圍高達(dá)100mm,不受物鏡放大倍率的影響的高精度垂直分辨率,為復(fù)雜形貌測(cè)量提供全面解決方案。
3)可搭載多普勒激光測(cè)振系統(tǒng),實(shí)現(xiàn)實(shí)現(xiàn)“動(dòng)態(tài)”3D輪廓測(cè)量。
實(shí)際案例
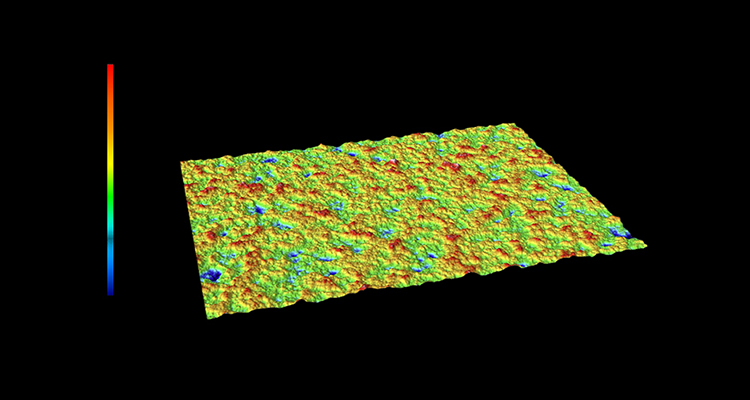
1,優(yōu)于1nm分辨率,輕松測(cè)量硅片表面粗糙度測(cè)量,Ra=0.7nm
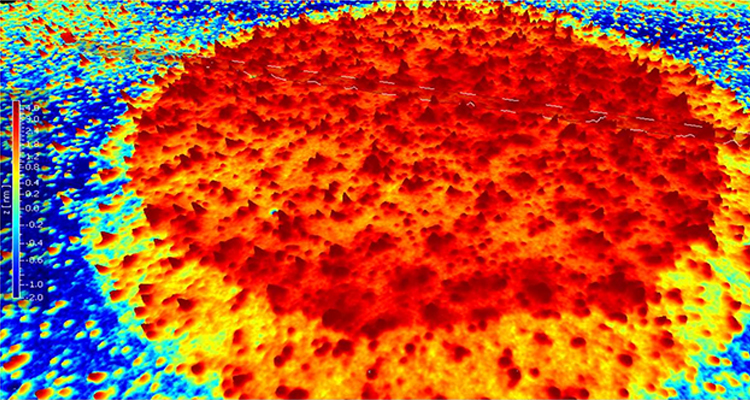
2,毫米級(jí)視野,實(shí)現(xiàn)5nm-有機(jī)油膜厚度掃描
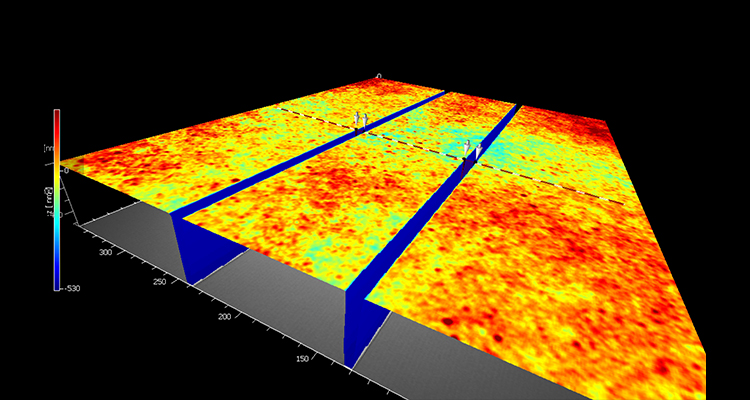
3,卓越的“高深寬比”測(cè)量能力,實(shí)現(xiàn)光刻圖形凹槽深度和開(kāi)口寬度測(cè)量。
審核編輯 黃宇
-
濾波
+關(guān)注
關(guān)注
10文章
681瀏覽量
57245
發(fā)布評(píng)論請(qǐng)先 登錄
高霧度FTO基板透光率精準(zhǔn)調(diào)控,鈣鈦礦太陽(yáng)能電池效率提升新路徑

大量程粗糙度輪廓儀適用于哪些材質(zhì)和表面?
大量程粗糙度輪廓儀適用于哪些材質(zhì)和表面?
優(yōu)可測(cè)白光干涉儀AM系列:量化管控納米級(jí)粗糙度,位移傳感器關(guān)鍵零件壽命提升50%
白光干涉儀:表面形貌分析,如何區(qū)分波紋度與粗糙度?
氧化鎵襯底表面粗糙度和三維形貌,優(yōu)可測(cè)白光干涉儀檢測(cè)時(shí)長(zhǎng)縮短至秒級(jí)!
關(guān)于粗糙度輪廓儀一體機(jī)的常見(jiàn)提問(wèn)及回答
粗糙度輪廓儀的測(cè)量原理是怎樣的

lmx2531lq1910e的環(huán)路濾波器推薦的相位裕度為什么設(shè)計(jì)在70度?
使用SIDesigner進(jìn)行銅箔粗糙度建模及仿真分析
測(cè)量表面粗糙度:白光共聚焦顯微鏡的優(yōu)點(diǎn)
測(cè)量表面粗糙度:白光共聚焦顯微鏡的優(yōu)點(diǎn)

高斯濾波和雙邊濾波的區(qū)別
如何測(cè)曲面粗糙度:一體型輪廓儀提供精確的測(cè)量解決方案






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論