 激光錫焊的溫度控制原理分析
激光錫焊的溫度控制原理分析

在3C電子、光通訊器件邁向微型化的今天,焊點間距已突破0.2mm,元件熱敏性卻日益攀升。傳統激光焊接常因溫度失控導致焊盤燒穿、虛焊及熱損傷,長期制約著高端電子制造。而閉環溫控技術的出現,正將激光錫焊推向“微米級精度,±2℃恒溫”的新時代。
溫控型激光錫焊的原理:
溫度控制原理為:通過紅外檢測方式,實時檢測激光對加工件的紅外熱輻射,形成激光焊接溫度和檢測溫度的閉環控制,通過PID的計算調節,可以有效控制激光焊接溫度在設定范圍波動。由上位機將設定的溫度指令傳給單片機。單片機控制半導體激光器打開激光;通過光學耦合系統將半導體激光器輸出的激光照射到指定焊接區域,同時對激光掃射區域進行測溫。在這種焊接模式下,測溫數據形成對單片機的反饋,構成閉環控制。使焊接區域溫度在設定范圍,從而達到控溫焊接的過程。
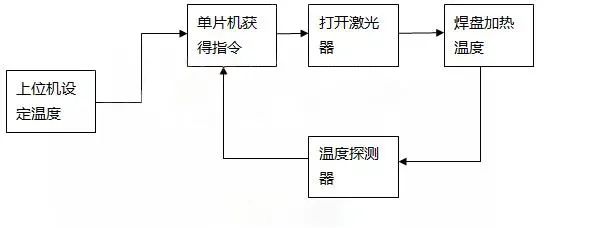
溫度控制原理圖
通過這樣一個原理介紹和圖形關系,對于溫度控制原理就不難理解了。激光對升溫速度快,而且有溫度控制的激光錫焊設備對電子產品的非接觸式錫焊的批量化生產提供了更好的保護。
閉環溫控的關鍵技術要素:
高精度、高速紅外測溫儀: 需要足夠小的測量光斑(與激光光斑匹配)、高采樣率(kHz級)、高精度(±2°C)和適當的測溫波長(通常針對錫焊熔融區域優化)。抗環境光干擾、發射率補償能力也很重要。
實時控制算法: 通常采用高性能的PID算法或其變種(如模糊PID、自適應PID),結合前饋控制,實現快速、穩定、超調小的溫度調節。
系統集成: 測溫光路與激光光路的同軸設計(確保測量點即焊接點),測溫儀、激光器、運動控制系統之間的高速、低延遲通信。
松盛光電溫度反饋精密激光焊錫系統集成度高,激光光斑更小,能量密度更高,激光透過率高達90%-95%,溫度控制準確(測溫精度±2℃),響應速度更快(≤40μs),符合電子器件廠對產品激光錫焊的各項要求。
總結:
在追求高精度、高可靠性、微型化、自動化的現代電子制造業中,閉環溫控是激光錫焊技術不可或缺的核心。它不僅是保證焊點質量(強度、外觀、可靠性)的關鍵,也是保護昂貴元器件、克服生產波動、提升良率與效率、實現復雜工藝和滿足可追溯要求的基石。可以說,沒有成熟可靠的閉環溫控技術,激光錫焊就難以充分發揮其精密、局部加熱的優勢,也無法在高端電子制造領域獲得廣泛應用。它是區分普通激光焊接設備和真正高性能、智能化激光錫焊系統的核心標志之一。
-
溫度控制
+關注
關注
7文章
294瀏覽量
38084 -
激光焊接
+關注
關注
4文章
559瀏覽量
21660 -
錫焊
+關注
關注
0文章
79瀏覽量
14477
原文標題:閉環溫控在激光錫焊領域的重要性
文章出處:【微信號:SSlaser666,微信公眾號:松盛光電】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
激光錫焊在汽車電子中控導航主板的應用

激光錫焊在連接器焊接中的優勢
激光焊接錫膏對環境溫度和濕度有什么要求

激光錫膏的應用

激光錫焊與電烙鐵錫焊的區別
松盛光電恒溫激光錫焊系統解決方案
激光錫焊技術:無線WiFi設備制造的精密工藝革命
技術革新,照亮前行:大研智造激光錫焊在LED車燈的應用





 工商網監
工商網監
評論