 鋁絲鍵合的具體步驟
鋁絲鍵合的具體步驟

文章來源:學習那些事
原文作者:前路漫漫
本文主要講述鋁絲鍵合的步驟。
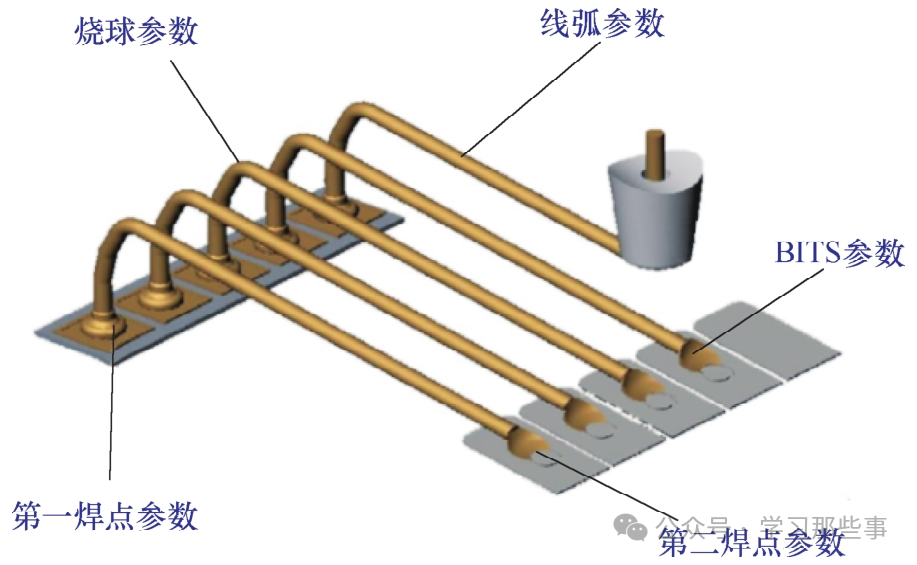
鋁絲鍵合常借助超聲楔焊技術,通過超聲能量實現鋁絲與焊盤的直接鍵合。由于鍵合所用劈刀工具頭為楔形,使得鍵合點兩端同樣呈楔形,因而該技術也被叫做楔形壓焊。超聲焊工藝較為復雜,鍵合劈刀的運動、線夾動作,以及工藝參數的施加時序,需相互協同配合,才能完成單根鋁絲的鍵合過程。在此過程中,劈刀作為傳遞超聲波功率、壓力等關鍵工藝參數的媒介,其運動軌跡還對線弧的形狀起著決定性作用。
具體步驟
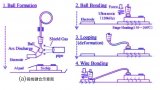
1.穿絲與定位:將鋁絲穿過超聲換能器上的小孔,接著從劈刀尖端穿出,并讓鋁絲伸出劈刀一定長度作為尾絲。隨后,把劈刀調整到第一鍵合點的正上方。
2.形成第一鍵合點:劈刀向下移動,以特定壓力將鋁絲壓在焊盤表面,同時施加一定時長的超聲波功率,由此形成第一個鍵合點。
3.線夾打開與劈刀上升:線夾打開,劈刀上升至預先設定的弧線高度。
4.移動至第二鍵合點:劈刀移動到第二鍵合點的上方。
5.送線準備:送線電磁螺線管啟動,線夾向后移動,為壓完第二鍵合點后送出鋁絲,開展下一個鍵合循環做準備。
6.形成第二鍵合點:劈刀再次向下移動,將鋁絲壓在焊盤表面,同時施加超聲能量與壓力,完成第二個鍵合點的制作。
7.扯斷引線:劈刀壓住已形成的第二個鍵合點,隨后扯線電磁閥啟動,線夾向后移動,在第二鍵合點的根部扯斷引線。
8.復位與循環準備:劈刀提升,線夾移至復位高度,扯線及送線電磁閥斷電,復位彈簧使線夾回到初始位置,并將線尾送進劈刀內。重復上述循環步驟,進行下一根引線的鍵合。
總體來看,在超聲楔焊過程中,鋁絲與焊盤的鍵合界面吸收了由劈刀傳遞的充足超聲能量,進而實現界面間的固態焊接。首先,楔形劈刀將鋁絲按壓在焊盤上,使鋁絲和焊盤產生初始形變。接著,開啟超聲波能量,產生超聲波振動。
經過特定時間,鋁絲與焊盤之間形成高強度焊接,隨后關閉超聲波能量。之后,劈刀牽引鍵合絲形成線弧,并靠近第二鍵合點,重復上述鍵合過程,形成第二鍵合點。最后,扯斷鋁絲尾線(若是粗鋁絲,則使用切刀切斷尾線)。通常,鋁絲形成一個鍵合點僅需10到100ms。
關鍵參數
鋁絲超聲鍵合的質量與鍵合壓力、鍵合表面溫度、超聲功率及超聲時間息息相關。這些關鍵工藝參數之間相互關聯、相互影響,呈現出復雜的非線性關系。
鍵合壓力主要發揮兩方面作用:一是確保引線與焊區緊密接觸,增大兩者接觸面積;二是促使引線發生塑性變形,破壞表面氧化層以暴露新鮮金屬表面,為形成可靠鍵合點創造條件。在超聲功率恒定的情況下,增大鍵合壓力可提升鍵合質量;但壓力過大會導致引線嚴重變形,反而降低鍵合強度。
不同的超聲功率,意味著向界面輸入能量的速率有所不同。而改變鍵合時間,本質上也是在改變輸入的能量。當施加超聲載荷時,從宏觀層面來看,會導致材料軟化以及金屬變形;從微觀層面來講,則會產生位錯網絡,這些都使得界面擴散變得更加容易。互擴散的原子或原子團在材料中會產生固溶強化效應,進而促使鍵合強度得以生成。具體而言,在超聲功率較小的情況下,鍵合強度對鍵合時間的變化較為敏感;而當超聲功率較大時,鍵合強度對鍵合時間的敏感性則會降低。倘若鍵合參數設置不當,常常會引發諸如鋁絲鍵合焊點跟部斷裂、焊盤坑陷、起皮以及鍵合脫鍵等不良現象。
超聲時間指在劈刀上施加鍵合壓力與超聲功率的持續時長,用于控制超聲作用產生的能量。適宜的超聲時間有助于清除鋁絲表面氧化層,增強鍵合效果;時間過短會導致鍵合點狹窄或鋁絲剝離,過長則可能造成根部斷裂。
研究發現,鍵合強度與超聲功率的關系大致呈開口向下的拋物線:當超聲功率較小時,適當增大功率有助于提升鍵合強度,這是因為此時的功率條件利于鋁絲軟化、變形,進而形成微焊點和鍵合區;但當超聲功率超過一定閾值后,繼續增大功率反而會導致鍵合強度下降,且同一功率條件下不同樣品的鍵合強度離散度也會增加。其原因在于,過大的超聲功率會對鍵合點跟部產生切跟現象,且過量的超聲能量會破壞鍵合界面,最終造成鍵合強度降低。
鍵合順序通常為首次鍵合至芯片、二次鍵合至基板,即正向鍵合,因其不易受焊線與芯片間邊緣短路的影響。特殊情況下,為降低封裝厚度(需減小線弧高度),可采用反向鍵合。鍵合順序同樣會對封裝性能產生影響。
超聲鍵合界面
有研究借助透射電子顯微(TEM)技術,對超聲作用前后鋁表面位錯的生長情況展開了細致觀察。發現超聲作用促使鋁表面產生了大量的新生位錯,進而形成了位錯簇。
依據擴散理論,在較低溫度條件下,固體材料沿著位錯的擴散系數要大于沿晶格的擴散系數(即體擴散)。位錯擴散屬于短路擴散的范疇,其擴散速度遠比體擴散快得多。因此,在鋁絲超聲鍵合的過程中,短路擴散起到了主導作用。
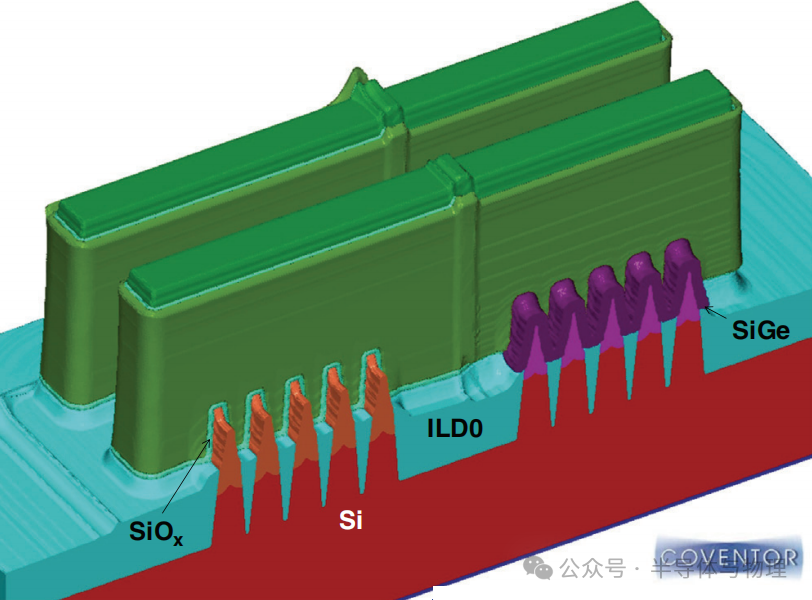
在硅基芯片中,焊盤通常采用鋁焊盤。鋁作為一種化學性質較為活潑的金屬,一旦與空氣中的氧氣接觸,便會迅速發生氧化反應,在其表面形成一層氧化膜。最初生成的氧化膜會在一定程度上阻礙鋁的進一步氧化。倘若鋁層質地致密,當氧化膜達到一定厚度后,氧化過程就會停止。然而,過厚的Al?O?氧化膜會對金絲與鋁焊盤之間的鍵合造成嚴重阻礙,甚至導致無法實現鍵合。所以,在芯片的制作、切片、清洗以及運輸等一系列過程中,應盡可能減少其與空氣的接觸,尤其要避免人為因素導致的額外接觸,因為這些都可能加劇鋁焊盤表面的氧化程度。
針對鍵合界面的結合機制,眾多學者進行了大量的研究,并由此提出了多種不同的假說。但無論如何,超聲能量的運用,顯著降低了鍵合界面原子擴散的難度,使得原子擴散更易于實現。
-
芯片
+關注
關注
459文章
52494瀏覽量
440674 -
焊盤
+關注
關注
6文章
591瀏覽量
38887 -
鍵合
+關注
關注
0文章
82瀏覽量
8103
原文標題:鋁絲鍵合
文章出處:【微信號:bdtdsj,微信公眾號:中科院半導體所】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
混合鍵合工藝介紹

打開FSP配置器界面的具體步驟
銅線鍵合IMC生長分析
引線鍵合的基礎知識

晶圓鍵合膠的鍵合與解鍵合方式

鋁帶鍵合點根部損傷研究

鋁帶鍵合點根部損傷研究:提升半導體封裝質量
金絲鍵合工藝溫度研究:揭秘鍵合質量的奧秘!






 工商網監
工商網監
評論