") 波峰焊參數(shù)設(shè)定標(biāo)準(zhǔn)有哪些? 淺談波峰焊參數(shù)設(shè)定標(biāo)準(zhǔn)
波峰焊參數(shù)設(shè)定標(biāo)準(zhǔn)有哪些? 淺談波峰焊參數(shù)設(shè)定標(biāo)準(zhǔn)
波峰峰參數(shù)設(shè)定受不同品牌不同產(chǎn)品而略有不同,鑒于此,本文主要介紹關(guān)于波峰焊參數(shù)設(shè)定標(biāo)準(zhǔn),與君共勉。
波峰焊參數(shù)設(shè)定
每種產(chǎn)品的焊接要求都不是一樣的,所以不能以點(diǎn)蓋面.有鉛和無鉛也有差別.生產(chǎn)環(huán)境也有影響.
速度 角度 溫度 但是這幾個(gè)參數(shù)不是一成不變的,都是相輔相成的,缺一不可的.要想把產(chǎn)品焊接好,必須要熟練的掌握運(yùn)用各工藝參數(shù).還要了解你的產(chǎn)品的性質(zhì),焊接要求.
波峰焊參數(shù)基本設(shè)定標(biāo)準(zhǔn)
1、波峰焊預(yù)熱時(shí)間
波峰焊預(yù)熱時(shí)間是指印制電路板涂覆助焊劑后進(jìn)入預(yù)熱區(qū)到與焊料波接觸前的時(shí)間。通常,大型的波峰焊機(jī)預(yù)熱時(shí)間較長,有利于焊接;小型的波峰焊機(jī)預(yù)熱時(shí)間較短,在印制電路板面溫度方面不能很好保證。般情況下,要求預(yù)熱時(shí)間長些,以利于印制電路板面溫度均勻,為下步的充分潤濕做準(zhǔn)備。通常預(yù)熱時(shí)間為1~3min。
2.焊劑涂覆量
要求在印制板底面有薄薄的一層焊劑,要均勻,不能太厚,對于免清洗工藝特別要注意不能過量。焊劑涂覆量要根據(jù)波峰焊機(jī)的焊劑涂覆系統(tǒng),以及采用的焊劑類型進(jìn)行設(shè)置。焊劑涂覆方法主要有涂刷與發(fā)泡和定量噴射兩種方式。
采用涂刷與發(fā)泡方式時(shí),必須控制焊劑的比重。焊劑的比重一般控制在0.82-0.84之間(液態(tài)松香焊劑原液的比重)。焊接過程中隨著時(shí)間的延長,焊劑中的溶劑會(huì)逐漸揮發(fā),使焊劑的比重增大;其粘度隨之增大,流動(dòng)性也隨之變差,影響焊劑潤濕金屬表面,妨礙熔融的焊料在金屬表面上的潤濕,引起焊接缺陷。因此,采用傳統(tǒng)涂刷及發(fā)泡方式時(shí)應(yīng)定時(shí)測量焊劑的比重,如發(fā)現(xiàn)比重增大,應(yīng)及時(shí)用稀釋劑調(diào)整到正常范圍內(nèi);但是,稀釋劑不能加入過多,比重偏低會(huì)使焊劑的作用下降,對焊接質(zhì)量也會(huì)造成不良影響。另外,還要注意不斷補(bǔ)充焊劑槽中的焊劑量,不能低于最低極限位置。
采用定量噴射方式時(shí),焊劑是密閉在容器內(nèi)的,不會(huì)揮發(fā)、不會(huì)吸收空氣中水分、不會(huì)被污染,因此焊劑成分能保持不變。關(guān)鍵要求噴頭能夠控制噴霧量,應(yīng)經(jīng)常清理噴頭,噴射孔不能堵塞。
3.預(yù)熱溫度
預(yù)熱的作用:
1.將焊劑中的溶劑揮發(fā)掉,這樣可以減少焊接時(shí)產(chǎn)生氣體。
2.焊劑中松香和活性劑開始分解和活化,可以去除印制板焊盤、元器件端頭和引腳表面的氧化膜及其它污染物,同時(shí)起到防止金屬表面在高溫下發(fā)生再氧化的作用。
3.使印制板和元器件充分預(yù)熱,避免焊接時(shí)急劇升溫產(chǎn)生熱應(yīng)力損壞印制板和元器件。
印制板預(yù)熱溫度和時(shí)間要根據(jù)印制板的大小、厚度、元器件的大小和多少,以及貼裝元器件的多少來確定。預(yù)熱溫度在90—130℃(PCB表面溫度),多層板及有較多貼裝元器件時(shí)預(yù)熱溫度取上限。預(yù)熱時(shí)間由傳送帶速度來控制。如預(yù)熱溫度偏低或和預(yù)熱時(shí)間過短,焊劑中的溶劑揮發(fā)不充分,焊接時(shí)產(chǎn)生氣體引 起氣孔、錫珠等焊接缺陷;如預(yù)熱溫度偏高或預(yù)熱時(shí) 間過長,焊劑被提前分解,使焊劑失去活性,同樣會(huì)引起毛刺、橋接等焊接缺陷。因此,要恰當(dāng)控制頂熱溫度和時(shí)間,最佳的預(yù)熱溫度是在波峰焊前涂覆在PCB底面的焊劑帶有粘性(見表)。

4.焊接溫度和時(shí)間
焊接過程是焊接金屬表面、熔融焊料和空氣等之間相互作用的復(fù)雜過程,必須控制好焊接溫度和時(shí)間。如焊接溫度偏低,液體焊料的粘度大,不能很好地在金屬表面潤濕和擴(kuò)散,容易產(chǎn)生拉尖和橋連、焊點(diǎn)表面粗糙等缺陷。如焊接溫度過高,容易損壞元器件,還會(huì)由于焊劑被炭化失去活性、焊點(diǎn)氧化速度加快,產(chǎn)生焊點(diǎn)發(fā)烏、焊點(diǎn)不飽滿等問題。
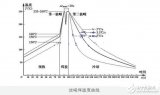
波峰溫度一般為250 ±5℃(必須測量打上來的實(shí)際波峰溫度)。由于熱量是溫度和時(shí)間的函數(shù),在一定溫度下焊點(diǎn)和元件受熱的熱量隨時(shí)間的增加而增加。波峰焊的焊接時(shí)間通過調(diào)整傳送帶的速度來控制,傳送帶的速度要根據(jù)不同型號(hào)波峰焊機(jī)的長度、預(yù)熱溫度、焊接溫度等因素統(tǒng)籌考慮進(jìn)行調(diào)整。以每個(gè)焊點(diǎn),接觸波峰的時(shí)間來表示焊接時(shí)間,—般焊接時(shí)間為3-4秒鐘。
5.印制板爬坡角度和波峰高度
印制板爬坡角度為3—7℃。是通過調(diào)整波峰焊機(jī)傳 輸裝置的傾斜角度來實(shí)現(xiàn)的。
適當(dāng)?shù)呐榔陆嵌扔欣谂懦龤埩粼诤更c(diǎn)和元件周 圍由焊劑產(chǎn)生的氣體,當(dāng)THC與SMD混裝時(shí),由于通孔比較少,應(yīng)適當(dāng)加大印制板爬坡角度。通過調(diào)節(jié)傾斜角度還可以調(diào)整PCB與波峰的接觸時(shí)間,傾斜角度越大,每個(gè)焊點(diǎn)接觸波峰的時(shí)間越短,焊接時(shí)間就短;傾斜角度越小,每個(gè)焊點(diǎn)接觸波峰的時(shí)間越長,焊接時(shí)間就長。適當(dāng)加大印制板爬坡角度還有利于焊點(diǎn)與焊料波的剝離。當(dāng)焊點(diǎn)離開波峰時(shí),如果焊點(diǎn)與焊料波的剝離速度太慢,容易造成橋接。適當(dāng)?shù)牟ǚ甯叨仁购噶喜▽更c(diǎn)增加壓力和流速有利于焊料潤濕金屬表面、流入小孔,波峰高度一般控制在印制板厚度的2/3處。
6.工藝參數(shù)的綜合調(diào)整
工藝參數(shù)的綜合調(diào)整對提高波峰焊質(zhì)量是非常重要的。
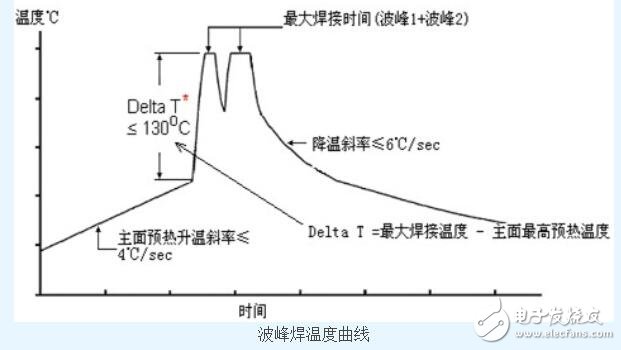
焊接溫度和時(shí)間是形成良好焊點(diǎn)的首要條件。焊接溫度和時(shí)間與預(yù)熱溫度、焊料波的溫度、傾斜角度、傳輸速度都有關(guān)系。綜合調(diào)整工藝參數(shù)時(shí)首先要保證焊接溫度和時(shí)間。雙波峰焊的第一個(gè)波峰一般在235~240℃/1s左右,第二個(gè)波峰—般在240-260℃/3s左右。
焊接時(shí)間=焊點(diǎn)與波峰的接觸長度/傳輸速度
焊點(diǎn)與波峰的接觸長度可以用一塊帶有刻度的耐高溫玻璃測試板走一次波峰進(jìn)行測量。
傳輸速度是影響產(chǎn)量的因素。在保證焊接質(zhì)量的前提下,通過合理的綜合調(diào)整各工藝參數(shù),可以實(shí)現(xiàn)盡可能的提高產(chǎn)量的目的。
波峰焊關(guān)鍵參數(shù)設(shè)定標(biāo)準(zhǔn)
板與波相互作用的中心?
制造波峰焊機(jī)的唯一目的是:讓板與焊錫波峰相互作用。你知道這個(gè)敘述是完全正確的,因?yàn)楫?dāng)你看看回流焊接爐里面時(shí)你沒有看到波峰。在回流焊接爐中,當(dāng)板經(jīng)歷加熱溫度時(shí),出現(xiàn)的是化學(xué)反應(yīng),不象在波峰焊接中。?
在波峰焊機(jī)內(nèi),當(dāng)把板送到焊錫波峰上時(shí),化學(xué)反應(yīng)與溫度是作用物。其結(jié)果,與表面貼裝的爐相比較,波峰焊機(jī)內(nèi)溫度的工藝窗口是寬松的,并且板與波峰相互作用的精確控制產(chǎn)生很大好處。?
引腳在焊錫波峰內(nèi)只是幾秒鐘或更少。焊接應(yīng)該可以在一次過中達(dá)到,不出現(xiàn)缺陷。由于這個(gè)過程是如此簡單,今天的板是如此復(fù)雜,使得電路板必須精確地通過波峰。有頭腦的工程師已經(jīng)知道,似乎很小的板與波峰過程的變化可以導(dǎo)致很大的品質(zhì)變化。
溫度曲線的限制?
那些堅(jiān)持認(rèn)為波峰焊接控制主要是溫度的人,通常選擇嚴(yán)格地依賴溫度粘結(jié)劑、高溫計(jì)或溫度曲線。雖然溫度是重要的,但它不能說明板與焊錫波峰的相互作用。???沒有板與波的精確數(shù)據(jù)的波峰焊接可能造成連續(xù)的缺陷、生產(chǎn)危機(jī)和停機(jī)時(shí)間。實(shí)際上,生產(chǎn)管理人員了解這樣的結(jié)果,看到工位上需要修理工人,承受產(chǎn)量與品質(zhì)的壓力。?
盡管有溫度管理的Herculean效應(yīng)、波峰焊機(jī)品質(zhì)的驚奇進(jìn)步、以及助焊劑與焊錫化學(xué)成分的不斷發(fā)展,波峰焊接還可能是有問題的。如果問一個(gè)制造工程師從哪里主要出現(xiàn)裝配缺陷,最常見,他或她會(huì)指向波峰焊機(jī)。?
因此,返工人員每天、每班工作只是為了修整生產(chǎn)線上的缺陷。修理現(xiàn)在的水平不是看作對生產(chǎn)失效的一個(gè)補(bǔ)償性活動(dòng),可以去掉的一樣事情,而是經(jīng)常看作生產(chǎn)線本身“可以接受的”部分。這個(gè)看法的直接結(jié)果就是允許生產(chǎn)成本的大幅增加和波峰焊接嚴(yán)重的表現(xiàn)不佳。???例如,調(diào)節(jié)預(yù)熱器永遠(yuǎn)不能消除由于太長駐留時(shí)間引起的錫橋或者由于浸錫深度太淺所引起的不焊(skipping)。這里所陳述的研究結(jié)果將表明,現(xiàn)有的波峰焊接缺陷的大多數(shù)只能通過對板與錫波相互作用的精確、直接的測量與控制才能?消除
板與錫波的相互作用???
假設(shè)板與波峰是平行的,板與波峰相互作用有三個(gè)清楚的同時(shí)發(fā)生的面,可以直接準(zhǔn)確地測量:
1.?駐留時(shí)間(dwell?time):?駐留時(shí)間是一個(gè)引腳在焊錫波內(nèi)的時(shí)間數(shù)量,需要以0.10秒的遞增來控制。????
2.?浸錫深度(immersion?depth):?浸錫深度是板浸在焊錫波內(nèi)有多深。由于最好的波峰具有
10~20-mil?之間的波峰高度變化,這個(gè)參數(shù)最好是通過其穿過一個(gè)過程窗口的通道來測量。用于本研究的設(shè)備使用12-mil的遞增量。??3.?接觸長度(contact?length):?接觸長度是一個(gè)引腳通過波峰的距離。??
圖一解釋了板的浸錫深度與接觸長度的相互關(guān)系,顯示浸錫深度直接決定接觸長度。接觸長度又直接影響駐留時(shí)間,因?yàn)椋??
駐留時(shí)間?=?接觸長度?÷?傳送帶速度??
傳送帶速度的設(shè)定將不能單獨(dú)控制在焊錫波峰上的駐留時(shí)間。必須有精確測量與控制浸錫深度的方法。
波峰形狀?
我們許多人都有在兩臺(tái)不同的波峰焊機(jī)上運(yùn)行同一個(gè)裝配的經(jīng)驗(yàn),看到的是兩個(gè)很不同的板的品質(zhì)的出現(xiàn)。在兩臺(tái)波峰焊機(jī)設(shè)定成相同的泵的速度、傳送帶速度、傳送帶角度、錫缸高度、預(yù)熱與焊接溫度;使用相同的化學(xué)品;相同的維護(hù)計(jì)劃;以及顯示相同的溫度曲線的時(shí)候,為什么波峰焊機(jī)還會(huì)產(chǎn)生不同的結(jié)果??
作為一個(gè)工業(yè),我常常已經(jīng)退而接受“不同的波峰焊機(jī)有不同的個(gè)性。”有些人責(zé)怪操作員。但是這個(gè)答案是簡單的,可測量的:
所有波峰焊機(jī)產(chǎn)生的波峰是不同形狀的。?
圖二顯示波峰形狀對接觸長度的影響。一個(gè)較寬的波意味著較長的接觸長度?-?因此,駐留時(shí)間較長?-?以相同的浸錫深度。????機(jī)器設(shè)定的限制?
控制波峰焊接過程涉及直接測量板在波峰上實(shí)際所經(jīng)歷的。波峰焊機(jī)永遠(yuǎn)不能保證可重復(fù)性。板看不到傳送帶速度;但感受到駐留時(shí)間。同樣,板不知道泵的速度,但感受到浸錫深度。還有,波峰焊機(jī)的設(shè)定不顯示波峰焊機(jī)的可變化性。因此,波峰焊接的參數(shù)必須主要基于板與波峰的相互作用,而不是波峰焊機(jī)的設(shè)定。???裝配工廠沒有必要責(zé)怪它們的波峰焊機(jī),助焊劑或操作人員,因?yàn)閷?shí)際的挑戰(zhàn)是波峰焊接工藝過程本身。波峰焊機(jī)不能測量板與波的相互作用;好的設(shè)備不是用來補(bǔ)償一個(gè)不受控的工藝。
機(jī)器設(shè)定的限制?
控制波峰焊接過程涉及直接測量板在波峰上實(shí)際所經(jīng)歷的。波峰焊機(jī)永遠(yuǎn)不能保證可重復(fù)性。板看不到傳送帶速度;但感受到駐留時(shí)間。同樣,板不知道泵的速度,但感受到浸錫深度。還有,波峰焊機(jī)的設(shè)定不顯示波峰焊機(jī)的可變化性。因此,波峰焊接的參數(shù)必須主要基于板與波峰的相互作用,而不是波峰焊機(jī)的設(shè)定。???裝配工廠沒有必要責(zé)怪它們的波峰焊機(jī),助焊劑或操作人員,因?yàn)閷?shí)際的挑戰(zhàn)是波峰焊接工藝過程本身。波峰焊機(jī)不能測量板與波的相互作用;好的設(shè)備不是用來補(bǔ)償一個(gè)不受控的工藝。??
用于研究的駐留時(shí)間基線?
一家主要的消費(fèi)電子公司讓其北美的工廠完成為期一個(gè)月的研究,以評(píng)估駐留時(shí)間優(yōu)化與可重復(fù)性的重要性。選擇了最大批量的裝配來用作研究,它代表在該地生產(chǎn)的所有電路板的19%。?
為了這個(gè)用途,使用一臺(tái)電子設(shè)備和直接板與波峰接觸傳感器。由于能夠進(jìn)行每排四個(gè)運(yùn)行,該設(shè)備可以在將數(shù)據(jù)卸載到PC之前記錄多個(gè)讀數(shù)。還有,該設(shè)備的LCD顯示器允許從波峰焊機(jī)出來時(shí)即時(shí)的數(shù)據(jù)讀數(shù),并提供浸錫高度的直接測量。下面是進(jìn)行的步驟:??
1.?測量與建立平行度。??
2.?測量現(xiàn)時(shí)板的駐留時(shí)間,以前是?1?秒。?
3.?測量現(xiàn)時(shí)板的浸錫深度,以前是?24-mil。??
4.?評(píng)估板的質(zhì)量。得出?312?ppm(parts?per?million)的缺陷率,這個(gè)被認(rèn)為在工廠內(nèi)是正常的,按工業(yè)標(biāo)準(zhǔn)也是很好的,盡管有一定量的返工數(shù)量。??5.?步驟?1?~3?對一排中的三個(gè)班次很容易地完成,每班兩次,因?yàn)樗袛?shù)據(jù)都是在通過波峰焊機(jī)的設(shè)備一次運(yùn)行中獲得的。步驟?4?是在每一班次結(jié)束時(shí)完成。??
在運(yùn)行裝配板之前,如果測量顯示不平行?-?或者駐留時(shí)間比?1?秒鐘超出?0.1?秒,或者浸錫深度不是?24-mil?-?則對波峰焊機(jī)作出調(diào)整。另外作一些測量以證實(shí)發(fā)生所希望的板與波的相互作用。始終保持那些與板-波相互作用無關(guān)的地方,包括,如,助焊劑類型、預(yù)熱設(shè)定和焊錫溫度。???在每班結(jié)束時(shí),作百萬缺陷(dpm,?defects?per?million)記錄。這個(gè)板的?dpm?持續(xù)地在312范圍。因此,達(dá)到了電路板質(zhì)量的可重復(fù)性。
駐留時(shí)間研究方法?
下一個(gè)目標(biāo)是決定是否板的缺陷率受到以不同駐留時(shí)間運(yùn)行的影響。這個(gè)計(jì)劃涉及以不同的駐留時(shí)間運(yùn)行相同類型?的板,駐留時(shí)間以半秒的遞增幅度從0.5秒增加到5.0秒,并且涉及將每個(gè)駐留時(shí)間與其產(chǎn)生的缺陷率相聯(lián)系。對每個(gè)駐留時(shí)間進(jìn)行上述的?1~5?步。?
圖三的藍(lán)線顯示該結(jié)果。對這個(gè)特定的板產(chǎn)生最低缺陷率的駐留時(shí)間是在?2.5~3?秒之間。然后進(jìn)行這個(gè)板的進(jìn)一步研究,在?2.8?秒時(shí)缺陷持續(xù)最低。因此該板現(xiàn)在只以?2.8?秒的駐留時(shí)間和?
24-mil?的浸錫深度運(yùn)行。波峰焊機(jī)的設(shè)定現(xiàn)在是非主要的,與使用的波峰焊機(jī)無關(guān)。駐留時(shí)間的優(yōu)化已經(jīng)完成,同樣達(dá)到在實(shí)際任何的波峰焊機(jī)上以可預(yù)計(jì)的品質(zhì)裝配該板的靈活性。?
對于該消費(fèi)電子公司,這些結(jié)果就是對操作員的有意的波峰焊接工藝文件、更清晰的工作指示,更大的靈活性,因?yàn)樵摪蹇梢钥煽康赝ㄟ^任何波峰焊機(jī)。該公司也可以實(shí)現(xiàn)更少的過程控制圖表中的峰值,因?yàn)樵诎暹\(yùn)行之前進(jìn)行了測量;更少的停機(jī)時(shí)間;較高的產(chǎn)量,減少對工藝工程師的壓力;以及更愉快的管理。???其它觀察包括:??
所發(fā)現(xiàn)的最佳駐留時(shí)間與以前發(fā)生的有很大的不同,但是那時(shí)沒有測量。???缺陷率隨駐留時(shí)間的不同而顯著變化。???控制浸錫深度對本研究是關(guān)鍵的,因?yàn)榻a深度的變化意味著接觸長度的變化,結(jié)果,駐留時(shí)間不受控。
逐板的優(yōu)化?
正如每鐘板在表面貼裝爐中使用其自己的溫度曲線一樣,每種板也在波峰焊機(jī)中使用其自己的板與波峰的參數(shù)。因此,上述研究也對第二種板進(jìn)行。?
圖三把結(jié)果記錄成紅線。研究發(fā)現(xiàn),對這種板的最佳駐留時(shí)間是?3.6?秒,與第一種板的?2.8?秒形成對比。注意兩種板的“駐留時(shí)間曲線”是不同的。雖然不太象第一種板所獲得的新基線那么低,但該工藝過程得到所研究的第二種板的顯著更低的缺陷率,這種板以前也是以?1?秒運(yùn)行。這些結(jié)果強(qiáng)烈地顯示諸如非最佳浸錫深度或設(shè)計(jì)問題等這些缺陷根源與駐?留時(shí)間沒有關(guān)系。
浸錫深度?
改變浸錫深度會(huì)改變接觸長度和駐留時(shí)間,這使得浸錫深度的直接和準(zhǔn)確測量成為關(guān)鍵。泵速產(chǎn)生波峰高度,它隨著錫缸的焊錫變空而消失。可是,板的實(shí)際浸錫深度決定于幾個(gè)因素,包括錫缸高度、PCB怎樣座落在傳送帶的指爪上、彎曲、破裂或變鉤的指爪、傳送帶角度、以及是否使用托盤。?
可是,控制浸錫深度?-?測量和把它保持持續(xù)不變?-?只是這個(gè)難題中的一小部分。另一個(gè)是決定在那個(gè)浸錫高度,板的品質(zhì)是最佳的。在圖四中,注意由藍(lán)條形所代表的板的缺陷率,在不同范圍上比由黃色條形所代表的板更優(yōu)化:48?mil?或甚至?36~60?mil?分別比?24~36?
mil。因此,不同板的類型最受益于不同浸錫深度。
結(jié)論
板和波峰優(yōu)化的優(yōu)點(diǎn)是很大的。在確定波峰焊接指令時(shí),需要逐一評(píng)估每個(gè)電路板。直接測量和管理董事會(huì)的實(shí)際經(jīng)驗(yàn)是關(guān)鍵。使用相同的波峰焊機(jī)設(shè)置所有面板將永遠(yuǎn)不會(huì)產(chǎn)生最佳的波峰焊接結(jié)果的各種組裝類型,以及重復(fù)性的波峰焊接機(jī)之間的相互作用,在未包裝板和波峰。它
優(yōu)化了板上實(shí)際缺陷的調(diào)整。記錄機(jī)設(shè)置和/或集中在板和波數(shù)據(jù)將不會(huì)產(chǎn)生理想的結(jié)果。波峰焊接機(jī)不一定是可重復(fù)使用的。它
開始很簡單。這個(gè)過程只需幾分鐘,并立即產(chǎn)生信息,將有助于你:
1、像往常一樣,您設(shè)置波峰焊接機(jī)的具體電路板。這樣
2…一旦建立了板與波的平行度,記錄停留時(shí)間和浸沒深度讀數(shù)。
3個(gè)中的一個(gè)。板進(jìn)行處理,以記錄波峰焊接質(zhì)量。這樣
4。作為確定最佳停留時(shí)間的第一步,將傳送帶速度降低到每分鐘0.75英尺,然后運(yùn)行該裝置以獲得新的停留時(shí)間讀數(shù)。這樣
5、再次運(yùn)行同一板型,記錄波峰焊接質(zhì)量。
如果板的質(zhì)量已經(jīng)改善,那么你已經(jīng)得到一個(gè)比你現(xiàn)在用于運(yùn)行板的駐留時(shí)間更優(yōu)越的駐留時(shí)間。你現(xiàn)在可以每天在每一次運(yùn)行該類板之前記錄駐留時(shí)間讀數(shù),以保證你的波峰焊機(jī)對你的板給予所希望的、更好的經(jīng)驗(yàn)。因此,你可用該數(shù)據(jù)來保證可重復(fù)性和最佳效果。???如果板的品質(zhì)惡化,那么增加傳送帶速度,重復(fù)相同的步驟。你將很快找到最佳的板與波相互作用參數(shù)。為了評(píng)估浸錫深度對波峰焊接品質(zhì)的影響,改變泵的速度,另外進(jìn)行相同的步驟。?
要理解的另一個(gè)重要方面是工藝窗口(process?window)。所有波峰焊機(jī)有其自己的數(shù)據(jù)變化和可重復(fù)性的正常范圍,這個(gè)只有通過在機(jī)器保持在使用的每個(gè)設(shè)定時(shí),對駐留時(shí)間和浸錫深度的直接測量來確定。理解波峰焊機(jī)的對駐留時(shí)間、浸錫深度和平行度的工藝窗口,將幫助你優(yōu)化對每個(gè)板的波峰焊接工藝。???如果你的工廠一個(gè)產(chǎn)品高度混合的工廠,那么從最普通或最棘手的板開始。對于大批量、的混合的運(yùn)作,你有機(jī)會(huì)來優(yōu)化你運(yùn)行的每一個(gè)板。對于兩類工廠,在不同的波峰焊機(jī)之間,甚至工廠位置之間可靠地移動(dòng)一種特定板的靈活性也要增加。???許多工廠已經(jīng)將可得到的技術(shù)與簡單的程序相結(jié)合,以優(yōu)化其電路板的駐留時(shí)間、控制浸錫深度和得到其波峰焊接工藝的真正可重復(fù)性。對于那些想要迅速降低成本和與波峰焊接品質(zhì)的工業(yè)規(guī)范保持步伐的工廠,這里所敘述的技術(shù)與程序值得調(diào)查研究。
總結(jié)
關(guān)于波峰焊參數(shù)設(shè)定的介紹就到這里了,由于行文所限,一些很深刻的東西并不能講清楚,因此就不再贅述了。
-
線路板
+關(guān)注
關(guān)注
23文章
1251瀏覽量
48081 -
波峰焊
+關(guān)注
關(guān)注
12文章
321瀏覽量
19054
發(fā)布評(píng)論請先 登錄
波峰焊技術(shù)入門:原理、應(yīng)用與行業(yè)標(biāo)準(zhǔn)
波峰焊原理和工藝流程_回流焊和波峰焊的區(qū)別

波峰焊溫度曲線圖及溫度控制標(biāo)準(zhǔn)介紹
波峰焊連錫的原因是什么_如何減少波峰焊連錫
一文了解波峰焊與回流焊有什么不同

波峰焊溫度如何設(shè)定_波峰焊焊接溫度標(biāo)準(zhǔn)
波峰焊對身體的危害
一文知道波峰焊焊接工藝調(diào)試技巧







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論