 采用PLC和變頻技術實現全自動焊接與安全性能
采用PLC和變頻技術實現全自動焊接與安全性能
1、引言
焊接技術的發展水平是衡量一個國家機械制造和科學技術發展水平的標志之一。世界現代焊接技術以高效、節能、優質及其工藝過程數字化、自動化、智能化控制為特征,在國內,無論是從目前焊接設備和材料產量構成比的發展趨勢,還是從焊接設備和材料的制造技術和發展方向上看,我國現化焊接技術都已有很大發展,部分產品技術已達到或接近國外先進水平,特別是成套焊接設備以及規模生產技術。
近幾年來,隨著工業過程自動化程度的提高,人們對環保節能意識的增強,特別是隨著中國加入WTO以后,焊接行業的競爭更加日趨激烈,并對產品的質量提出更高的要求。促使我國成套、專用焊接設備整體制造能力與水平得以較大提高,為了全面提高產品的焊接質量,確保產品的質量,引進某公司生產的成套焊接設備,不但提高了產品的焊接質量,提高了工作效率,而且還節約大量的能源,保護工人的身體健康。該設備可廣泛應于鍋爐,壓力容器,石油化工,機械等制造行業中。該中心結構先進,功能齊全,控制靈活,操作方便。既可實現全自動焊接,又可實現全自動保護。對提高焊接質量有可靠的保證,是提高焊接質量和實現焊接自動化的理想設備。
2、系統的結構組成和主要技術參數
2.1系統的結構組成
ZGBM型自動焊接中心是由YM-350KR2型自動MAG焊機,立柱式操作機,焊接滾輪架和電氣控制裝置組合而成的,如圖1所示。
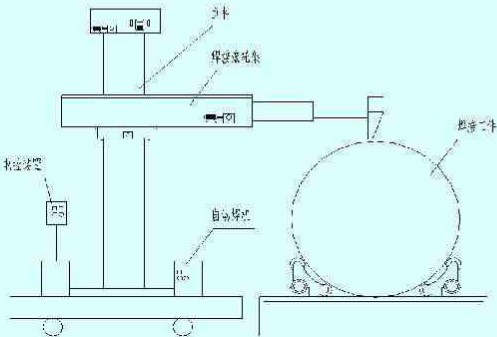
圖1系統結構簡圖
2.2系統的主要參數
2.2.1YM-350KR2型MAG焊機
YM-350型MAG自動焊機由電源YD350KR2、送絲裝置YW-35KB和焊槍構件YT-35組成,具有優良的工作性能。它的焊接電源具有收弧電壓電流參數的設定,能夠適應不同的焊接規范、焊接位置和焊絲種類的需求;焊機機頭由送絲機構、導電部分、焊機頭、焊絲盤等組成。該機構具有維護簡單、工作可靠、無躁聲、效率高、壽命長等特點。并配合焊架、滾輪架,選取最佳焊接規范,獲得最佳焊接質量。控制裝置由電控箱和遙控盒兩部分組成。電控箱內有兩個控制板,一個是接觸器控制板,該板由熔斷器、控制變壓器、接觸器、PLC系統及接線端子等組成。該部分主要控制各電機通斷,實現各部分動作;另一塊板,主要由變頻器及其控制元件組成。主要是對大臂電機、滾輪電機進行控制和保護。以上各部分既相互聯系,可實現自動焊接,又可相互獨立進行單獨操作。其主要參數有:
額定焊接電流 350A
電源電壓 ~380V,50Hz
空載電壓 52V
焊接電流調節范圍 60~350A
焊絲直徑 Φ1.0,1.2 mm ;額定負載持續率 50%
額定功率 18.1kVA
2.2.2立柱式焊接操作機
立柱式焊接操作機由升降機構,橫臂伸縮機構,回轉機構,行走機構及十字微調機構等部分組成。為了確保安全和焊接質量,當橫臂伸縮時,就是在進行行走焊縫焊接時,升降,回轉,行走均被鎖定。此外,升降,行走與回轉之間也是互相鎖定的。大臂升降機構用交流電機驅動,交流電機由變頻器供電,能在較寬的范圍內實行無級調速,以滿足焊機獲得最佳焊接范圍的需要。
十字微調機構用來在焊接過程中,隨時調節焊機頭與焊縫間的相對位置。其ZGBM自動焊接中心的主要參數如表1所示。
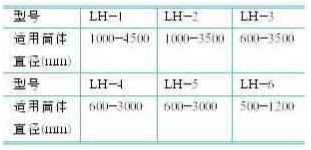
表1ZGBM自動焊接中心的主要參數
2.2.3焊接滾輪架
焊接滾輪架分為可調式和自調式兩種,每套焊接滾輪架,主動、被動機座各一只。主動輪運轉的兩個蝸輪減速器為同步運轉。減速器由通過調速電機和減速裝置實現電機無調速。每只滾輪外包橡膠層,摩擦系數大,以確保工件不打滑,運轉平穩。其主要參數如表2所示。
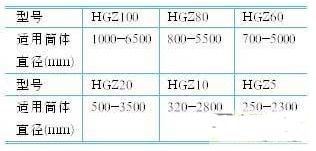
表2焊接滾輪架主要參數
3、控制系統的設計
電控箱面板上有大臂速度指示、滾輪速度指示、電源指示、電源開關按鈕、臺車進退按鈕、立柱回轉按鈕、橫臂升降按鈕及控制大臂的報警和報警消除等。遙控盒面板上有電源指示燈、橫臂升降開關、滾輪正反轉開關、橫臂伸縮開關、十字調節機構微調、焊啟、焊停按鈕等。
通過電控箱和遙控盒,可以對該中心的各個機構進行調試和操作。既可以近控,又可以遠控,操作靈活,使用方便。該焊接中心在保證自動焊接的同時,還設計了自動保護系統。正在焊接時,若焊機部分出現故障,整個系統停止工作。若焊架,滾輪架或控制電源出現故障,焊機立即自動停止焊接。能有效地實現自動保護。停止后,保護部分又自動復位,為下一次焊接作好準備,這樣可有效的避免起焊和收焊時產生的弧坑,確保焊縫在連接處的平滑過渡。
3.1PLC系統
該系統主要完成橫臂伸縮和滾輪正、反向動作的控制,配合交流變頻器完成“段速/調速”的相關控制功能;若在“調速 ”狀態下,橫臂或滾輪可以實現無級調速,并且在焊接啟動后,自動啟動橫臂或滾輪的動作,在焊接過程中可根據焊接規范調節焊接速度;若需要段速焊接時,只要將開關切換到“段速”狀態,再在電氣控制柜面板上設定各種段速組合,在打開電源后,設定單元上顯示:該畫面為焊接時的正式畫面,“當前組合”可通過“+”,“-”鍵選擇,對每一種組合,對應兩個值:當前焊點的長度、焊點的間隔,二者均以時間為單位,以滿足不同的焊接速度;右上角的“設定”鍵,用于切換如下畫面:通過該畫面設定焊接所需要的焊縫種類,最大可設100種組合,設定完畢,可進行“長度設定”進入焊點參數設定畫面:在此畫面上設定各種數據,注意單位為0.1s,最后按動“顯示”畫面回到正常焊接顯示畫面。PLC系統簡圖見圖2所示。
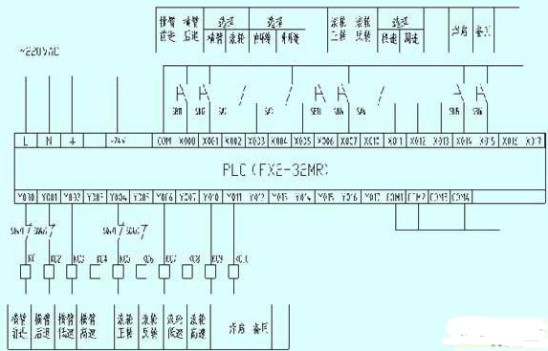
圖2 PLC系統簡圖
3.2大臂變頻器參數設定
大臂變頻器參數設定如表3所示:
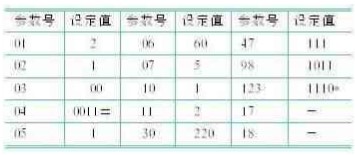
表3大臂變頻器參數設定
注:設定值帶#號的參數為數據保護參數,需在其它參數設定完畢后設置。設定值帶*的參數要第一個設定。第17,18號參數現場設定,除上表所列參數外,其它參數與N2系列使用手冊所列出廠設定值一致。
3.3數顯表顯示值
數顯表顯示值如表4所示。
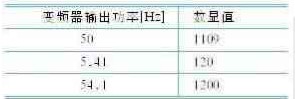
表4數顯表顯示值
3.3.1大臂數顯值的調節方法
調試時,旋動電控箱面板上的RP1多圈電位器旋鈕使變頻器輸出為50Hz,再調節電器箱內RP2多圈電位器,使面板旋動電控箱面板上的數顯值與上表所列數顯值一致。
3.3.2滾輪數顯值的調節方法
調試時,旋動電控箱面板上的RP3至最大,然后調節電器箱內的RP4多圈電位器,使面板滾輪數顯表的顯示值為1000。滾輪的數顯范圍100-1000[mm]。
4、當前應用效果
該套自動成套焊接中心自02年投入運行以來,使用效果較好,和傳統焊接相比,優勢較明顯,具體表現在以下幾方面:
(1)生產效率大大提高
直接通過電控箱或遙控箱進行操作,減少現場人為干預,通過統計,生產效率比以前提高近5倍,同時大大減少了現場的操作人員的數量。
(2)系統可靠性大大提高
由于系統PLC、變頻器等均采用進口器件,并經過嚴格篩選,系統工作幾年來一直運行穩定,大大減少設備維護的費用。
(3)綠色設計和人性化設計得到充分體現
進入二十一世紀后,隨著生活水平的提高,人們的環保意識明顯增強,綠色設計技術作為一門新興課題正在各行各業快速應用。正是由于該系統充分利用綠色設計這一先進思想,使得系統投入運行后取得許多事前人們意想不到的效果。
(4)產品質量和合格率明顯提高
應生產工藝需要,通過系統設定好參數后,生產過程嚴格采用自動控制,避免了人為因素的干擾,從而大大地提高了產品的質量和合格率。
(5)工藝控制平穩、穩定
系統中采用變頻控制,并對系統參數實行最優計算,焊接誤差控制在±1%范圍內,并能平穩地工作。
(6)節能效果顯著
節能效果顯著,經核算,系統中電機功率為5.5kW,實際工作中,采用變頻調速功率只達到55~60%之間,平均每臺可節省功率2.0 kW,按300×24=7200h/年臺算,這樣該系統每年可節省7200×2.0×1=1.44萬元/年(按電費1元/ kW. H計算),同時還減少電機啟動對電網造成的沖擊。
5、結束語
通過現場多年的使用情況來看:其一,系統的可靠性好,解決了以前立焊的難題;其二,系統的焊接精度高,有效地保證產品的焊接質量;其三,大大提高工作效率,減輕工人的勞動強度,維護了工人的身心健康;其四,節能效果顯著;其五,環境污染程度低。總之,該系統自投產以來不但保證了產品的質量和產量,同時又克服了環境污染問題,為企業創造良好的經濟效益。
-
變壓器
+關注
關注
162文章
7741瀏覽量
138589 -
plc
+關注
關注
5031文章
13781瀏覽量
472482 -
電位器
+關注
關注
14文章
1017瀏覽量
67701
發布評論請先 登錄
有了這幾款設備,焊接容易多了
全自動貼裝工藝技術
全自動變頻調壓PLC控制系統
基于LAN的汽車安全性能自動測控系統研制
使用全自動焊接設備的注意事項有哪些
全自動焊接機器人是如何實現自動焊接的?

如何選好全自動光纖線激光焊接機
全自動平臺焊接機:從汽車制造到航空航天的全方位焊接解決方案






 工商網監
工商網監
評論