 氣焊的使用方法
氣焊的使用方法

氣焊的使用方法
1、焊前清理
氣焊前必須清理工件坡口及其兩側和焊絲表面的油污、氧化物等臟物。去油污可用汽油、丙酮、煤油等溶劑清洗,也可用火焰烘烤;除氧化物可用砂紙、鋼絲刷、銼刀、刮刀、角向砂輪機等機械方法清理,也可用酸或堿溶解金屬表面氧化物。清理后用清水沖洗干凈,用火焰烘干。
2、持炬
一般是右手拿焊炬,左手拿焊絲,右手大拇指位于乙炔開關處,食指位于氧氣開關處,便于隨時調節氣體的流量,其他三指握住焊炬柄,便于焊嘴擺動、調節輸入到熔池中的熱量、變更焊接的位置,以及改變焊嘴與焊件的夾角。
3、定位焊
焊接時,首先應將焊件進行定位焊。如果焊件是薄板,可由中間開始,向兩頭進行焊接,定位焊焊縫的長度一般為5~7mm,間隔為50~100mm;如果焊件較厚(板厚》4mm),則定位焊可從兩頭開始,向中間進行焊接,定位焊焊縫的長度為20~30mm,間隔為200~300mm。定位焊焊縫要有一定的熔深,以保證連接牢固。
如果氣焊管材,則應根據管徑的大小,采用不同數量的定位焊焊縫定位,一般不少于3點。隨著管徑的加大,定位焊焊縫也要增多。應該說明,不論管徑大小,氣焊時起焊點都應在兩定位焊焊縫中間開始。
4、預熱
在焊接開始時,由于焊件的溫度低,因此要對焊件進行預熱。預熱時,應將火焰對準接頭起點進行加熱,為了縮短加熱時間,且盡快形成熔池,可將火焰中心(焊炬噴嘴中心)垂直于工件并使火焰往復移動,以保證起焊處加熱均勻。如果焊件厚度不同,火焰應稍微偏向厚板,使溫度保持基本一致。加熱過程中,應注意觀察熔池的形成,在焊件表面開始發紅時將焊絲端部置于火焰中進行預熱,當熔池即將形成時,將焊絲伸向熔池同時進行加熱,如圖6-2a所示。

5、焊接
加熱結束后,傾斜火焰中心,待焊絲熔滴填滿熔池,便可移動火焰和焊絲連續進行焊接。在焊接過程中,火焰傾斜角可根據焊件厚度在20°~60°之間選擇。圖6-3所示為焊接低碳鋼時,火焰傾斜角度與焊件厚度的關系。所焊材料不同,焊嘴傾角不同,如焊銅時,焊嘴傾角α為80°;焊鋁時,焊嘴傾角α為10°。焊接的同時要操縱焊炬使火焰作斜上方的擺動,斷續地對熔池和焊絲加熱,不斷形成新的熔池和焊絲熔滴,使焊接得以連續進行。
6、接頭
焊接至中途停頓后再續焊時,應用火焰把原熔池和接近熔池的焊縫重新熔化,在形成新熔池后再送入焊絲。焊接重要工件時,每次續焊應與前次焊重疊8~10mm,以保證得到優質的接頭。
7、收尾
當焊接結束時,為了使焊縫成形良好,要將最終的弧坑填滿。這時應減小火焰中心的傾斜角,并使火焰擺動,以防止燒壞焊件,同時要增加焊接速度并多添加一些焊絲,直到填滿弧坑為止。為了防止氧氣和氮氣等進入熔池,可用外焰對熔池保護一定的時間,見其表面已不發紅后再移開。
8、焊后處理
焊后殘存在焊縫及其附近的熔劑和焊渣要及時清理干凈,否則會腐蝕焊件。清理的方法為先在60~80℃熱水中用硬毛刷洗刷焊接接頭,重要構件洗刷后再放入60~80℃、質量分數為2%~3%的鉻酐水溶液中浸泡5~10min,然后再用硬毛刷仔細洗刷,最后用熱水沖洗干凈。
-
焊接
+關注
關注
38文章
3420瀏覽量
61438 -
氣焊
+關注
關注
0文章
10瀏覽量
2718
發布評論請先 登錄
錫膏的儲存及使用方法詳解


快速了解電源模塊的使用方法
示波器高壓探頭使用方法
毫伏表的使用方法和注意事項
探針頭型使用方法有哪些
光纖收發器的使用方法和注意事項


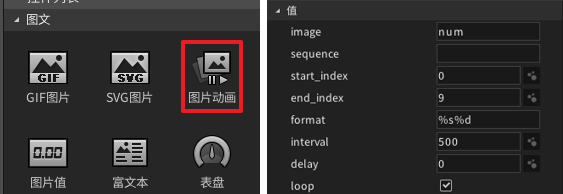
圖片動畫控件和Video image控件的使用方法





 工商網監
工商網監
評論