 電子發燒友App
電子發燒友App


逆變直流電焊機的工作原理:
逆變電焊機主要是逆變器產生的逆變式弧焊電源,又稱弧焊逆變器,是一種新型的焊接電源。是將工頻(50Hz)交流電,先經整流器整流和濾波變成直流,再通過大功率開關電子元件(晶閘管SCR、晶體管GTR、場效應管MOSFET或IGBT),逆變成幾kHz~幾十kHz的中頻交流電,同時經變壓器降至適合于焊接的幾十V電壓,再次整流并經電抗濾波輸出相當平穩的直流焊接電流。
其變換順序可簡單地表示為:
工頻交流(經整流濾波)→直流(經逆變)→中頻交流(降壓、整流、濾波)→直流。
因為逆變降壓后的交流電,由于其頻率高,則感抗大,在焊接回路中有功功率就會大大降低。
所以需再次進行整流。
這就是目前所常用的逆變電焊機的機制。
逆變電源的特點:
弧焊逆變器的基本特點是工作頻率高,由此而帶來很多優點。
因為變壓器無論是原繞組還是副繞組,其電勢E與電流的頻率f、磁通密度B、鐵芯截面積S及繞組的匝數W有如下關系:
E=4.44fBSW
而繞組的端電壓U近似地等于E,即:
U≈E=4.44fBSW
當U、B確定后,若提高f,則S減小,W減少,
因此,
變壓器的重量和體積就可以大大減小。
就能使整機的重量和體積顯著減小。
還有頻率的提高及其他因素而帶來了許多優點,
與傳統弧焊電源比較,
其主要特點如下:
1.體積小、重量輕,節省材料,攜帶、移動方便。
2.高效節能,效率可達到80%~90%,比傳統焊機節電1/3以上。
3.動特性好,引弧容易,電弧穩定,焊縫成形美觀,飛濺小。
4.適合于與機器人結合,組成自動焊接生產系統。
5.可一機多用,完成多種焊接和切割過程。
電焊機之IGBT系列焊機工作原理
一、功率開關管的比較
常用的功率開關有晶閘管、IGBT、場效應管等。其中,晶閘管(可控硅)的開關頻率最低約1000次/秒左右,一般不適用于高頻工作的開關電路。
1、效應管的特點:
場效應管的突出優點在于其極高的開關頻率,其每秒鐘可開關50萬次以上,耐壓一般在500V以上,耐溫150℃(管芯),而且導通電阻,管子損耗低,是理想的開關器件,尤其適合在高頻電路中作開關器件使用。
但是場效應管的工作電流較小,高的約20A低的一般在9A左右,限制了電路中的最大電流,而且由于場效應管的封裝形式,使得其引腳的爬電距離(導電體到另一導電體間的表面距離)較小,在環境高壓下容易被擊穿,使得引腳間導電而損壞機器或危害人身安全。
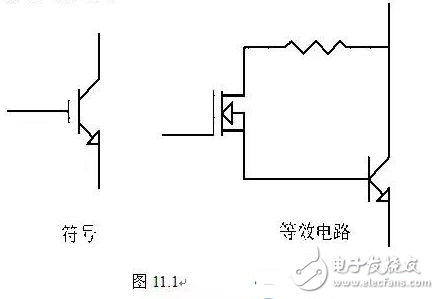
2、IGBT的特點:
IGBT即雙極型絕緣效應管,符號及等效電路圖見圖11.1,其開關頻率在20KHZ~30KHZ之間。但它可以通過大電流(100A以上),而且由于外封裝引腳間距大,爬電距離大,能抵御環境高壓的影響,安全可靠。
一、場效應管逆變焊機的特點
由于場效應管的突出優點,用場效應管作逆變器的開關器件時,可以把開關頻率設計得很高,以提高轉換效率和節省成本(使用高頻率變壓器以減小焊機的體積,使焊機向小型化,微型化方便使用。
但無論弧焊機還是切割機,它們的工作電流都很大。使用一個場效應管滿足不了焊機對電流的需求,一般采用多只并聯的形式來提高焊機電源的輸出電流。這樣既增加了成本,又降低了電路的穩定性和可靠性。
二、IGBT焊機的特點
IGBT焊機指的是使用IGBT作為逆變器開關器件的弧焊機。由于IGBT的開關頻率較低,電流大,焊機使用的主變壓器、濾波、儲能電容、電抗器等電子器件都較場效應管焊機有很大不同,不但體積增大,各類技術參數也改變了。
三、IGBT焊機工作原理:
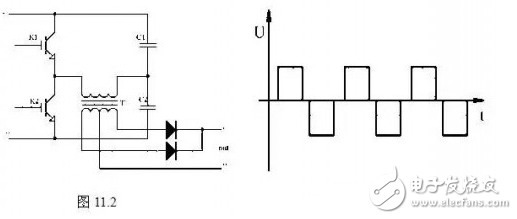
半橋逆變電路工作原理如圖11.2
工作原理:
①tl時間:開關K1導通,K2截止,電流方向如圖中①,電源給主變T供電,并給電容C2充電。
②t2時間:開關K1、K2都截止,負截無電流通過(死區)。
③t3時間:開關K1截止,K2導通,電容C2向負載放電。
④t4時間:開關K1、K2均截止,又形成死區。如此反復在負載上就得到了如圖11.3的電流,實現了逆變的目的。
2、IGBT焊機的工作原理
①電源供給:
和場效應管作逆變開關的焊機一樣,焊機電源由市電供給,經整流、濾波后供給逆變器。
②逆變:
由于IGBT的工作電流大,可采用半橋逆變的形式,以IGBT作為開關,其開通與關閉由驅動信號控制。
③驅動信號的產生:
驅動信號仍然采用處理脈寬調制器輸出信號的形式。使得兩路驅動信號的相位錯開(有死區),以防止兩個開關管同時導通而產生過大電流損壞開關管。驅動信號的中點同樣下沉一定幅度,以防干擾使開關管誤導通。
④保護電路:
IGBT焊機也設置了過流、過壓、過熱保護等,有些機型也有截流,以保證焊機及人身安全,其工作原理與場效應管焊機相似。
逆變與整流是兩個相反的概念,整流是把交流電變換為直流電的過程,而逆變則使把直流電改變為交流電的過程,采用逆變技術的弧焊電源稱為逆變焊機。逆變過程需要大功率電子開關器件,采用絕緣柵雙極晶體管IGBT作為開關器件的逆變焊機成為IGBT逆變焊機。
逆變焊機的工作過程如下:將三相或單相工頻交流電整流,經濾波后得到一個較平滑的直流電,由IGBT組成的逆變電路將該直流電變為幾十KHZ的交流電,經主變壓器降壓后,再經整流濾波獲得平穩的直流輸出焊接電流。
逆變電焊機優點:由于逆變工作頻率很高,所以主變壓器的鐵心截面積和線圈匝數大大減少,因此,逆變焊機可以在很大程度上節省金屬材料,減少外形尺寸及重量,大大減少電能損耗,更重要的是,逆變焊機能夠在微妙級的時間內對輸出電流進行調整,所以就能實現焊接過程所要求的理想控制過程,獲得滿意的焊接效果。
逆變電焊機和直流電焊機有什么區別?
以輸出電流的方式來區分交直流,較重要的焊件(如鍋爐、壓力容器和合金結構鋼等)一般選用直流焊機,它焊縫成型美觀,電弧穩定,飛濺小,空耗小,一般焊接堿性焊條(常見506、507)用直流焊機,堿性焊條的焊縫具有良好的抗裂性和力學性能,但工藝性能較差,交流焊機主要焊接低碳鋼和強度較低的低合金結構鋼的焊接,一般用焊接酸性焊條(常見422)焊接,酸性焊條能交直流兩用,焊接工藝性能較好,但焊縫的力學性能,特別是沖擊韌度較差。直流焊機設備價格稍高于交流焊機,且耐用性稍差,維護成本較高,直流焊機用ZX-(電流值)表示,交流用BX-(電流值)表示,直流的比較好。
直流焊機好交流焊機型號是BX開頭,內部結構就是一個超大型的工頻變壓器。屬于國家強制淘汰的高耗能產品。直流焊機型號一般為ZX開頭,常有的有ZX5和ZX7.目前主流的直流焊機是ZX7逆變式直流焊機。主要特點是節能,重量輕。同時也可以做碳弧氣刨用。使用方法是一樣的,接好焊鉗線和地線后,直接焊接就可以。不過直流焊機是有正反接法的,通常是焊鉗接負極,工件接正極。
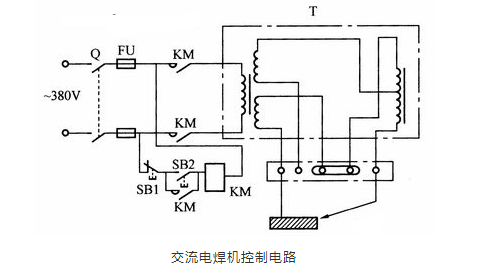
交流電焊機的優缺點:
優點1.價格便宜。2.一般不容易出故障。
缺點1.體積大笨重搬運不方便2.耗能電費得多給3.一般只能焊酸性焊條例如422等4.電流調節不方便,得使勁搖手柄5.單相供電,造成電網不平衡,影響其它設備工作。
直流電焊機的特點:直流電焊機一般分為可控硅整流和逆變兩種,現在用的較多的是逆變焊機。
逆變電焊機的優點:1.同規格400A焊機體積比交流焊機一般小一半以上,重量約為交流焊機的1/3左右,所有移動特別方便。2.同規格的逆變焊機比交流焊機節約電能1/3以上,電費省很多喲!3.酸性焊條堿性焊條都可以焊接4.電流調節很方便,只要旋一下電位器就可以,一般焊機還有電流預顯功能5.三相供電,對電網影響較小。
逆變電焊機缺點:1.價格相對較高2.維修比較復雜,一般需要專業人員維修。
逆變焊機焊接效果好,主要區別在于重量方面,重量是交流焊機的三分之一甚至更輕,移動方便,適合時代的需要。在焊接的時候,逆變焊機有熱引弧功能,起弧更方便、而且交流焊機的耗電量比直流焊機的要大得多,因此省電更是直流焊機的一大特色。












 工商網監
工商網監
評論