完善資料讓更多小伙伴認(rèn)識(shí)你,還能領(lǐng)取20積分哦,立即完善>
標(biāo)簽 > 數(shù)控

數(shù)控是數(shù)字控制的簡稱,數(shù)控技術(shù)是利用數(shù)字化信息對(duì)機(jī)械運(yùn)動(dòng)及加工過程進(jìn)行控制的一種方法。
數(shù)控是數(shù)字控制的簡稱,數(shù)控技術(shù)是利用數(shù)字化信息對(duì)機(jī)械運(yùn)動(dòng)及加工過程進(jìn)行控制的一種方法。
早期時(shí)有兩個(gè)版本:
NC(Numerical Control):代表舊版的、最初的數(shù)控技術(shù)。
CNC(Computerized Numerical Control):計(jì)算機(jī)數(shù)控技術(shù)——新版,數(shù)控的首選縮寫形式。
NC可能是CNC,但CNC絕不是指老的數(shù)控技術(shù)。
早期的數(shù)控系統(tǒng)是由硬件電路構(gòu)成的稱為硬件數(shù)控(Hard NC),1970年代以后,硬件電路元件逐步由專用的計(jì)算機(jī)代替而稱為計(jì)算機(jī)數(shù)控系統(tǒng),一般是采用專用計(jì)算機(jī)并配有接口電路,可實(shí)現(xiàn)多臺(tái)數(shù)控設(shè)備動(dòng)作的控制。因此現(xiàn)在的數(shù)控一般都是CNC(計(jì)算機(jī)數(shù)控),很少再用NC這個(gè)概念了。
數(shù)控是數(shù)字控制的簡稱,數(shù)控技術(shù)是利用數(shù)字化信息對(duì)機(jī)械運(yùn)動(dòng)及加工過程進(jìn)行控制的一種方法。
早期時(shí)有兩個(gè)版本:
NC(Numerical Control):代表舊版的、最初的數(shù)控技術(shù)。
CNC(Computerized Numerical Control):計(jì)算機(jī)數(shù)控技術(shù)——新版,數(shù)控的首選縮寫形式。
NC可能是CNC,但CNC絕不是指老的數(shù)控技術(shù)。
早期的數(shù)控系統(tǒng)是由硬件電路構(gòu)成的稱為硬件數(shù)控(Hard NC),1970年代以后,硬件電路元件逐步由專用的計(jì)算機(jī)代替而稱為計(jì)算機(jī)數(shù)控系統(tǒng),一般是采用專用計(jì)算機(jī)并配有接口電路,可實(shí)現(xiàn)多臺(tái)數(shù)控設(shè)備動(dòng)作的控制。因此現(xiàn)在的數(shù)控一般都是CNC(計(jì)算機(jī)數(shù)控),很少再用NC這個(gè)概念了。
加工路線的確定
數(shù)控車床進(jìn)給加工路線指車刀從對(duì)刀點(diǎn)(或機(jī)床固定原點(diǎn))開始運(yùn)動(dòng)起,直至返回該點(diǎn)并結(jié)束加工程序所經(jīng)過的路徑,包括切削加工的路徑及刀具切入、切出等非切削空行程路徑。
精加工的進(jìn)給路線基本上都是沿其零件輪廓順序進(jìn)行的,因此,確定進(jìn)給路線的工作重點(diǎn)是確定粗加工及空行程的進(jìn)給路線。
在數(shù)控車床加工中,加工路線的確定一般要遵循以下幾方面原則。
①應(yīng)能保證被加工工件的精度和表面粗糙度。
②使加工路線最短,減少空行程時(shí)間,提高加工效率。
③盡量簡化數(shù)值計(jì)算的工作量,簡化加工程序。
④對(duì)于某些重復(fù)使用的程序,應(yīng)使用子程序。

廣州數(shù)控設(shè)備有限公司(簡稱:廣州數(shù)控)成立于1991年,歷經(jīng)創(chuàng)業(yè)、創(chuàng)新、創(chuàng)造。面向數(shù)控機(jī)床行業(yè)、自動(dòng)化控制領(lǐng)域、注塑制品行業(yè)。中國南方數(shù)控產(chǎn)業(yè)基地,廣...
2019-08-24 標(biāo)簽:數(shù)控數(shù)控系統(tǒng) 17.5萬 0
世界上的數(shù)控系統(tǒng)種類繁多,形式各異,組成結(jié)構(gòu)上都有各自的特點(diǎn)。但在當(dāng)今世界廣為使用的有以下十大數(shù)控系統(tǒng)。
2019-08-24 標(biāo)簽:數(shù)控數(shù)控系統(tǒng) 4.2萬 0
根據(jù)工件的材料及其大小,判斷編程師開粗或光刀程序選用刀具之合理性,若發(fā)現(xiàn)刀具應(yīng)用不合理,應(yīng)立即通知編程師作出相應(yīng)改動(dòng),以便提高加工效率及工件加工精度。
PCB鉆孔是PCB制版的一個(gè)過程,也是非常重要的一步。主要是給板子打孔,走線需要,要打個(gè)過孔,結(jié)構(gòu)需要,打個(gè)孔做定位什么的;多層板子打孔不是一次打完的,...
進(jìn)給驅(qū)動(dòng)系統(tǒng)和主軸驅(qū)動(dòng)系統(tǒng)故障的原因及處理方法詳解
硬件報(bào)警現(xiàn)象:包括高壓報(bào)警(電網(wǎng)電壓不穩(wěn)定)、大電流報(bào)警(晶閘管損壞)、電壓過低報(bào)警(大多為輸入電壓低于額定值的85%或電源線聯(lián)結(jié)不良)、過載報(bào)警(機(jī)械...
簡易數(shù)控穩(wěn)壓電源設(shè)計(jì)方案
本文介紹一種適于電子愛好者自制的簡易數(shù)控穩(wěn)壓電源,該電源可以輸出0~31V的電壓,步長為1V(可擴(kuò)展為0.5V),輸出電流2A,內(nèi)阻10mΩ以下。該電源...
數(shù)控加工和傳統(tǒng)機(jī)加工的區(qū)別
數(shù)控加工工藝源于常規(guī)加工工藝,是常規(guī)加工工藝、計(jì)算機(jī)數(shù)控技術(shù)、計(jì)算機(jī)輔助設(shè)計(jì)和輔助制造技術(shù)的有機(jī)結(jié)合。由于技術(shù)的不斷發(fā)展,現(xiàn)代制造業(yè)中需要精密加工的零件...
數(shù)控加工已成為制造業(yè)的一大支柱。越來越多的機(jī)器商店在他們的操作中采用這種加工形式。雖然許多機(jī)械師已經(jīng)習(xí)慣了這種加工形式,但并不是所有的人都知道其背后的邏輯。
2019-10-03 標(biāo)簽:數(shù)控機(jī)床數(shù)控 9430 0
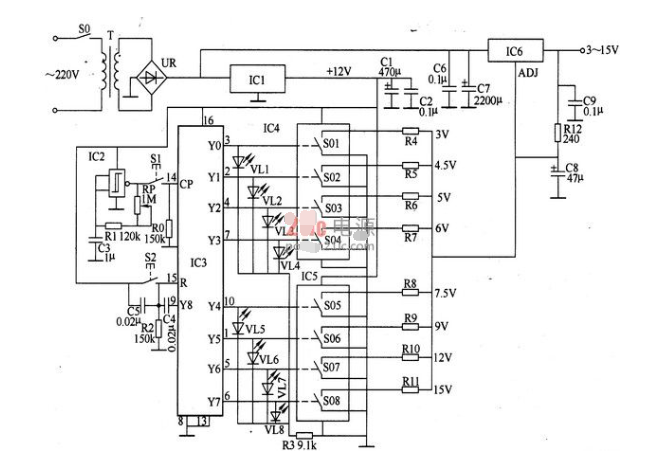
以下介紹的數(shù)控直流穩(wěn)壓電源電路,采用控制按鈕和數(shù)字集成電路,采用LED發(fā)光二極管來指示輸出電壓值,輸出電壓為3-+15V共8檔可調(diào)。最大輸出電流為1·5A。
2023-07-21 標(biāo)簽:穩(wěn)壓電源電路數(shù)控直流穩(wěn)壓電源 8949 0
B-63950EN_02(FANUC 31i參數(shù)說明書)立即下載
類別:產(chǎn)品手冊 2016-07-12 標(biāo)簽:數(shù)控FANUCB-63950EN
類別:數(shù)控技術(shù)論文 2018-01-22 標(biāo)簽:數(shù)控
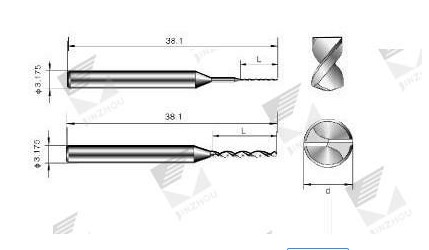
PCB鉆頭的特點(diǎn)、材質(zhì)及使用注意事項(xiàng)分析
PCB鉆孔是PCB制版的一個(gè)過程,也是非常重要的一步。主要是給板子打孔,走線需要,要打個(gè)過孔,結(jié)構(gòu)需要,打個(gè)孔做定位什么的;多層板子打孔不是一次打完的,...
為了充分發(fā)揮數(shù)控機(jī)床的作用,減少故障的發(fā)生,延長機(jī)床的平均無故障時(shí)間。數(shù)控機(jī)床的編程、操作和維修人員必須經(jīng)過專門的技術(shù)培訓(xùn),要有機(jī)械加工工藝、液壓、測量...
2023-04-26 標(biāo)簽:數(shù)控機(jī)床數(shù)控機(jī)床 1.1萬 0
正常鉆削技術(shù)所生產(chǎn)的孔,其孔深極少超過5倍直徑,而在深孔鉆削中,此比例可高達(dá)150﹕1,并且任何孔深大于5倍直徑都應(yīng)稱為深孔。
電子負(fù)載是通過控制內(nèi)部功率(MOSFET)或晶體管的導(dǎo)通量(量占空比大小),依靠功率管的耗散功率消耗電能的設(shè)備。它能夠準(zhǔn)確檢測出負(fù)載電壓,精確調(diào)整負(fù)載電...
數(shù)控系統(tǒng)的原理及組成一、項(xiàng)目編號(hào):二、實(shí)驗(yàn)課時(shí):2課時(shí)三、主要內(nèi)容及目的1、了解數(shù)控系統(tǒng)的特點(diǎn)、基本組成和應(yīng)用;2、了解數(shù)控系統(tǒng)常用部
2008-12-30 標(biāo)簽:數(shù)控 7280 0
變壓器T 1原邊串接在開關(guān)電源主變壓器原邊回路中, 通過實(shí)驗(yàn)選擇合理的變壓器原副邊匝數(shù)比, 感應(yīng)開關(guān)電源變換時(shí)的原邊電流值, 經(jīng)二極管V1 ~ V4 整...
2011-09-20 標(biāo)簽:開關(guān)電源保護(hù)電路過流保護(hù) 7224 1

G代碼及其功能G00------快速定位G01------直線插補(bǔ)G02------順時(shí)針方向圓弧插補(bǔ)G03------逆時(shí)針方向圓弧插補(bǔ)G04----...
詳細(xì)了解一下傳統(tǒng)旋壓技術(shù)的分類
美國 制造旋壓機(jī)床的能力最強(qiáng),產(chǎn)量最大,在航空航天領(lǐng)域應(yīng)用也最多。如“民兵”固體導(dǎo)彈第一級(jí)發(fā)動(dòng)機(jī)殼體、“大力神ⅢC”固體發(fā)動(dòng)機(jī)端蓋、登月艙燃料箱封頭、航...
2020-11-04 標(biāo)簽:數(shù)控機(jī)床數(shù)控機(jī)床 6912 0
工業(yè)機(jī)器人的優(yōu)點(diǎn)和應(yīng)用領(lǐng)域
工業(yè)機(jī)器人從誕生開始,就在很多工業(yè)領(lǐng)域里邊得到了廣泛應(yīng)用,主要是有些工廠的勞作環(huán)境對(duì)人的身體要求太極端了,人的血肉之軀無法勝任,或者對(duì)某些工種的工藝要求...
CNC插銑加工大幅提高切削效率和刀具壽命 在提高金屬切削效率上所取得的許多重大進(jìn)展,都是刀具制造商、機(jī)床制造商和軟件開發(fā)商共同努力的結(jié)果。插銑(Z軸銑削...
 換一批
換一批
編輯推薦廠商產(chǎn)品技術(shù)軟件/工具OS/語言教程專題
| 電機(jī)控制 | DSP | 氮化鎵 | 功率放大器 | ChatGPT | 自動(dòng)駕駛 | TI | 瑞薩電子 |
| BLDC | PLC | 碳化硅 | 二極管 | OpenAI | 元宇宙 | 安森美 | ADI |
| 無刷電機(jī) | FOC | IGBT | 逆變器 | 文心一言 | 5G | 英飛凌 | 羅姆 |
| 直流電機(jī) | PID | MOSFET | 傳感器 | 人工智能 | 物聯(lián)網(wǎng) | NXP | 賽靈思 |
| 步進(jìn)電機(jī) | SPWM | 充電樁 | IPM | 機(jī)器視覺 | 無人機(jī) | 三菱電機(jī) | ST |
| 伺服電機(jī) | SVPWM | 光伏發(fā)電 | UPS | AR | 智能電網(wǎng) | 國民技術(shù) | Microchip |
| Arduino | BeagleBone | 樹莓派 | STM32 | MSP430 | EFM32 | ARM mbed | EDA |
| 示波器 | LPC | imx8 | PSoC | Altium Designer | Allegro | Mentor | Pads |
| OrCAD | Cadence | AutoCAD | 華秋DFM | Keil | MATLAB | MPLAB | Quartus |
| C++ | Java | Python | JavaScript | node.js | RISC-V | verilog | Tensorflow |
| Android | iOS | linux | RTOS | FreeRTOS | LiteOS | RT-THread | uCOS |
| DuerOS | Brillo | Windows11 | HarmonyOS |
關(guān)注我們的微信

下載發(fā)燒友APP

電子發(fā)燒友觀察

版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長沙市望城經(jīng)濟(jì)技術(shù)開發(fā)區(qū)航空路6號(hào)手機(jī)智能終端產(chǎn)業(yè)園2號(hào)廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1