隨著智能儀器儀表與測試理論的不斷創新,工程應力應變測試方法與應用也不斷的發展,基于對產品性能優化與特性研究的深入,應力應變測試技術得到更廣泛的探索與應用,尤其是在汽車、電力電子、航空航天、船舶
2017-06-08 09:03:25
和反饋系統可以大大提高焊接質量和效率。
焊接后的熱處理:
一些焊接工件可能需要焊后的熱處理,以消除殘余應力和減小變形。這包括正火、回火和退火等熱處理方法。通過精確控制熱處理參數,可以降低焊接變形
2023-11-29 08:40:21
部分上,并在那里產生裂紋。考慮到在低溫下在焊接部分的外部區域中出現的裂紋延伸到隨著熱循環重復焊接部分。 在提供最佳條件的石英贔體振蕩器器件上形成的端子的配置通過模擬。為了驗證允許應力溢岀的方法
2021-03-15 12:02:01
焊接作為一個牽涉到電弧物理、傳熱、冶金和力學等各學科的復雜過程,其涉及到的傳熱過程、金屬的融化和凝固、冷卻時的相變、焊接應力和變形等是企業制造部門和設計人員關心的重點問題,采用傳統的經驗方式對于厚
2019-08-06 08:49:55
問題。在以往的DFM實踐中,DFM軟件可以有效分析如下設計導致的應力問題:· 器件/焊點和螺釘孔/加工孔的距離· 器件/焊點和分板連接點的距離(V形槽、郵票孔、連接橋)· 大尺寸BGA布局在PCB對角線
2020-09-16 11:50:29
PCB應力應變測試操作方法
2023-06-12 22:22:10
。無論是震動,扭矩轉力,熱循環,材料膨脹,或環境中的其他應力,其不可避免的結果是由累積損傷造成的機械故障。在焊接連接中,損傷表現為器件與PCB連接處的裂縫。 現行的預測焊接連接失效的方法是統計退化模型。但是
2011-12-06 12:02:15
控制系統的設計、焊后焊縫信息提取、機器識別、單片機之間的通信等關鍵技術進行分析,并結合超聲波應力消除技術,實現工業生產中全自動提取并處理焊后焊縫的功能。
2015-08-10 22:27:36
,采用激光焊接能夠焊接其它焊接方法不易達到的區域,焊接具有復雜外形、甚至是三維幾何形狀的制品。 與其他熔接方法比較,激光焊接大幅減少制品的振動應力和熱應力。這意味著制品或者裝置內部組件的老化速度更慢
2018-09-06 09:45:34
和缺陷?? 安裝應力?? 焊接應力?? 溫度?? 電極幾何形狀和類型?? 片子的幾何形狀(外形、尺寸比)?? 激勵電平?? 外殼中的氣體(壓力、氣體種類)?? 干擾模?? 離子輻射
2008-11-24 14:42:50
Strain application: 應力應用 飛機機身內的應力測量 航空工業內的應力測量 渦輪發動機(推力軸承)上的應力測試 汽車底盤/大梁的轉矩測量。 焊接自動裝置的負荷
2018-10-30 16:13:45
占用空間小。缺點:操作速度慢,可能會導致短路,需返工。 4、波峰焊波峰焊是目前最常用最有效的方法,波峰焊系統有一個足夠大的焊錫罐,可以處理你預期最大的電路板寬度。波峰焊適用于中等批量或者大批量焊接
2016-07-14 09:17:36
` 激光焊接是利用高能量密度的激光束作為熱源的一種焊接方法,即激光輻射加熱工件表面,表面熱量通過熱傳導向內部擴散,使工件熔化,形成特定的熔池。激光束通過上層透光材料,然后被下層材料吸收,激光能量被
2018-08-30 10:33:53
請教各位,我現在需要測量墻體的振動,墻體各部位的應力大小和振動大小是否有線性關系?比如應力越大的地方,振幅越小之類的
2015-05-06 15:01:40
隨著我國經濟的騰飛,公路、大跨度橋梁、大壩等大型巖土建筑數量越來越多。而地質因素、施工質量、建筑老化等問題使巖土建筑的健康狀況的監控變得日益迫切,當今主流的檢測應力方法多為人工定時持應力監測設備進行實地測量,這就難免導致數據監測的不及時,并產生人為誤差。
2019-11-06 07:31:58
Molex公司開發了新的表面焊接技術(SMT)連接方法,與傳統的SMT焊接方法相比具有更高的的疲勞強度,并降低應用成本。Solder Charge技術已經迅速被主要的OEM和合同制造商(CMs
2018-08-30 16:22:23
`1.焊接應力與變形由于焊接過程是局部加熱,不可避免地產生內應力和變形。若加熱時產生較大拉伸應力,會導致焊接裂紋或開裂。焊后的殘余應力對結構的強度、剛度、穩定性以及尺寸精度都有較大的影響。2.焊接
2018-09-04 10:03:16
詳細的闡述和分析。下面進行詳細的闡述以及分析。作為材料形成永久性制作的主要方法,焊接技術在很多行業中都有著非常廣泛的應用。焊接技術在我國航天行業中的應用更是廣泛,同時要求也非常高。我國現行的焊接技術
2018-03-15 11:18:40
的引腳設計在所有工業應用中是必要的。 應力消除措施 即使信號與電源引腳的設計足以增加焊接過程的完整性,別停止您對該連接器的評價。畢竟,您不希望所有的接插力都完全依賴著信號引腳在pcb板上的附著力
2018-09-17 17:46:58
的情況, 這個問題也是可以解決的,它就是Ridgetop-Group SJ-BIST. 有哪些因素可造成焊接連接失效呢? 常見失效原因: 1)應力相關的失效--針對工作中的器件 對工作中的器件,造成焊接
2012-10-11 15:10:32
所用鋁材在容器接觸的介質條件下確有明顯的應力腐蝕敏感性,需要通過焊后熱處理以消除較高的焊接應力,來使容器上的應力降低到產生應力腐蝕開裂的臨界應力以下,這時應由容器設計文件提出特別要求,才進行焊后消除
2009-05-05 09:01:49
進行電氣連接。圖4. CVMP的背面(灰色陰影部分為測試點,請勿對這些測試點進行電氣連接)。 提高焊點可靠性 焊接工藝的有效性通過焊點可靠性來評估。焊點可靠性衡量焊點在一定時間內、在指定
2018-09-12 15:03:30
功率半導體器件應用手冊——彎腳及焊接應注意的問題本文將向您介紹大家最關心的有關TSE功率半導體器件封裝的兩個問題:一、 怎樣彎腳才能不影響器件的可靠性?二
2008-09-08 09:39:22 22
22 第五章 預應力混凝土工程 考試由于預應力混凝土結構在房屋建筑中應用較少,要求學生了解預應力混凝土的優越性,熟悉預應力張拉方法中的先張法、后張法和無黏結
2009-03-16 10:38:1113 由于工件經過振動時效處理以后其殘余應力降低,所以測定工件振動時效前后殘余應力的變 化量也是判斷振動時效效果的方法之一。
2009-12-21 10:34:4510 為了消除超大不銹鋼焊接底板的殘余應力,研究了采用振動時效(VSR)的方法消除焊接殘余應力。應用JB / T5926 - 91標準對振動時效工藝進行了定性的評價。通過對焊后和振動時效后底板
2010-01-26 14:58:125 殘余應力是材料及其制品內部存在的一種內應力。在焊接過程中產生的殘余應力對焊接結構的脆性斷裂、疲勞斷裂、失穩破壞及應力腐蝕破壞均有很大的影響,因此測定結構件焊縫
2010-01-26 15:31:3914 采用有限元法對相同溫度場的焊縫與母材強度和線膨脹系數匹配影響焊接殘余應力的規律進行了數值模擬。計算結果表明:等強等脹匹配的焊縫區縱向殘余拉應力水平高達母材的屈
2010-01-26 15:48:5810 磁記憶檢測技術在鍋爐壓力容器焊接殘余應力測量中的應用分析
針對目前焊接殘余應力常用的幾種無損測量方法進行了簡單介紹和比較。提出了一種新的無
2010-03-20 13:54:0915 應力儀的選擇。測試原理玻璃制品應力檢查儀是應用偏振光干涉原理檢查玻璃內應力或晶體雙折射效應的儀器。由于儀器備有靈敏色片,并應用1/4波片補償方法,因此本儀器不僅可以
2023-12-12 15:24:46
焊接接頭系數是指對接焊接接頭強度與母材強度之比值。用以反映由于焊接材料、焊接缺陷和焊接殘余應力等因素使焊接接頭強度被削弱的程度,是焊接接頭力學性能的綜合反映。
2011-11-30 14:09:50 3633
3633 
焊接是通過加熱、加壓,或兩者并用,使同性或異性兩工件產生原子間結合的加工工藝和聯接方式。焊接應用廣泛,既可用于金屬,也可用于非金屬。
2011-12-06 10:31:420 焊接作為現代制造業必不可少的工藝,在材料加工領域一直占有重要地位。焊接是一個涉及到電弧物理、傳熱、冶金和力學等各學科的復雜過程,其涉及到的傳熱過程、金屬的融化和凝固、冷卻時的相變、焊接應力和變形等是企業制造部門和設計人員關心的重點問題。
2018-05-24 16:15:0022455 
激光焊接應用于塑料部件熔接的優點包括:焊接精密、牢固和密封不透氣和不漏水,焊接過程中樹脂降解少、產生的碎屑少,制品的表面能夠在焊縫周圍嚴密地連接在一起。激光焊接沒有殘渣的優點,使它更適用于國家食品藥品監督管理局管制的醫藥制品及電子傳感器等。
2018-10-19 08:08:0026772 局部應力:局部應力包含了由幾何缺口產生的峰值應力。在可以定義參考截面的情況下,可以通過采用名義應力乘以應力集中因子的方法計算局部應力。然而,局部應力法通常采用能反映構件真實幾何形狀的實體模型利用有限元方法計算得到。局部應力法適用于所有構件。局部應力說明如下,參見FKM規范Figure0.3-3:
2019-03-12 11:37:255884 
焊接接頭的不完整性稱為焊接缺欠,主要有焊接裂紋、未焊透、夾渣、氣孔和焊縫外觀缺欠等。這些缺欠會減少焊縫截面積,降低承載能力,產生應力集中,引起裂紋;降低疲勞強度,易引起焊件破裂導致脆斷。其中危害最大的是焊接裂紋和氣孔。
2019-05-14 16:48:2423143 互連應力測試又稱直流電感應熱循環測試,IST是對PCB成品板進行熱應力試驗的快速方法,用于評估PCB板互連結構的完整性,為了適應無鉛焊接的要求,其溫度可以設定到260℃。IST測試是一種客觀、綜合的測試,其測試速度快,它可反映PCB板在組裝、返工和*終使用環境條件下的可靠性。
2019-05-30 15:49:055404 通常是焊縫金屬中硫含量過高,焊接應力過大,火焰能率小,焊縫熔合不良等。
2019-07-05 17:22:522918 焊接裂紋是焊接件中最常見的一種嚴重缺陷。在焊接應力及其他致脆因素共同作用下,焊接接頭中局部地區的金屬原子結合力遭到破壞而形成的新界面所產生的縫隙。
2019-10-25 10:14:069851 在焊接過程中對焊件進行了局部的、不均勻的加熱是產生焊接應力及變形的原因。焊接時焊縫和焊縫附近受熱區的金屬發生膨脹,由于四周較冷的金屬阻止這種膨脹,在焊接區域內就發生壓縮應力和塑性收縮變形,產生了不同程度的橫向和縱向收縮。由于這兩個方向的收縮,造成了焊接結構的各種變形。
2019-11-15 15:03:4119085 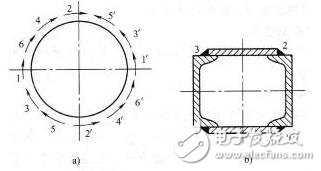
薄板焊接變形的質量控制在于鋼板切割、裝夾、點固焊、施焊、焊后處理;其中還要考慮所采用的焊接方法、有效的控制變形等措施。
2019-12-27 10:08:338013 面積較大,接縫較多,注意焊接順序,原則從中間焊縫向外焊接,讓變形向外擴展。不要產生過大的拘束應力。
2019-12-27 10:59:144489 焊接過程中焊件受到的不均勻局部加熱和冷卻是導致焊接應力和變形產生的根本原因。
2020-02-04 15:15:5610734 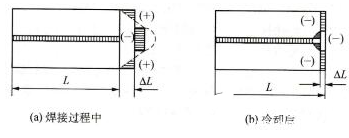
在焊接時,不同的焊接熱循環的作用引起局部金屬的金相組織發生轉變,隨著金相組織發生變化而出現體積變化,當這種體積變化受到阻礙便產生了應力。
2020-02-04 15:25:3215038 
選擇合理的焊接順序和方向確定焊接順序應盡量使焊縫能比較自由地收縮,先焊收縮量較大的焊縫,從而使焊接殘余應力減小。
2020-02-04 15:33:0911653 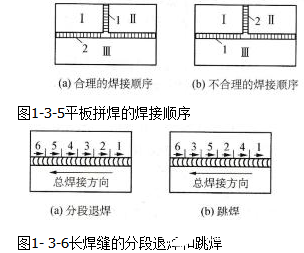
將焊件整體放入加熱爐中,加熱至-一定溫度,碳鋼加熱到600--650“C,奧氏體不銹鋼加熱到850”C以上,保溫一-定時間(一般每毫米厚5分鐘,不少于--小時),然后在空氣中緩慢冷卻。此法可消除焊接應力的80--90%。
2020-02-04 15:39:0417260 焊接殘余應力是指焊接件在焊接熱過程中因變形受到約束而產生的殘留在焊接結構中的內應力。
2020-02-04 15:51:157421 
對結構剛度的影響當外載產生的應力與結構中某區域的殘余應力疊加之和達到屈服點時,這一區域的材料就會產生局部塑性變形,喪失了進一步承受外載的能力,造成結構的有效截面積減小,結構的剛度也隨之降低。
2020-02-04 16:14:314611 焊接殘余應力是構件還未承受荷載而早已存在構件截面上的初應力,在構件服役過程中,和其他所受荷載引起的工作應力相互疊加,使其產生二次變形和殘余應力的重新分布。
2020-02-04 16:21:114468 熱處理法是利用材料在高溫下屈服點下降和蠕變現象來達到松馳焊接殘余應力的目的,同時熱處理還可以改善接頭的性能。
2020-02-04 16:39:1310550 再熱裂紋是指一些含有釩、鉻、鉬、硼等合金元素的低合金高強度鋼、耐熱鋼的焊接接頭,在加熱過程中(如消除應力退火、多層多道焊及高溫工作等),發生在熱影響區的粗晶區,沿原奧氏體晶界開裂的裂紋,也有稱其為消除應力退火裂紋(SR裂紋)。
2020-02-05 07:36:112899 焊前把鑄件預熱到600~700℃,焊接過程保持在400℃以上,焊后緩慢冷卻至室溫。采用熱焊法可有效減小焊接接頭的溫差,從而減小應力,同時還可以改善鑄件的塑性,防止出現白口組織和裂紋。
2020-02-05 09:15:2215297 通常情況下,焊接機器人產生焊接變形的基本形式有:收縮變形、角變形、彎曲變形、波浪變形和扭曲變形等等。在焊接機器人從事焊接生產過程中,對焊件進行不均勻加熱和冷卻是產生焊接應力和變形的根本原因。
2020-10-12 14:14:292740 Coherent相干公司(納斯達克:COHR)與II‐VI 高意集團(納斯達克:IIVI)近日正式宣布已簽訂供貨協議,將攜手共進,為汽車行業的焊接應用提供更高效的工藝開發和更精簡的生產服務
2020-12-18 14:21:562161 激光焊接技術能夠滿足紐扣電池的加工技術多樣性,例如異種材料(不銹鋼、鋁合金、鎳等)焊接、不規則的焊接軌跡、優秀的焊接外觀,牢固的焊縫、更細致的焊接點以及更精準的定位焊接區域等。不僅如此,激光焊接還能使產品的一致性高并且降低對電池的傷害性,避免原料的浪費。
2020-12-25 20:05:31912 為了保障駕駛安全,在汽車的制造中,汽車的很多零部件都需要通過焊接的方式來保證車體的牢固,因此,汽車制造對于焊接設備的選擇是十分重要的,而相較于傳統焊接設備,金屬激光焊接機擁有著眾多加工優勢,于是得到了大量的汽車零部件焊接應用。
2021-04-12 10:17:15990 焊接機器人是用于焊接作業的自動化機械設備,在工程機械制造、汽車制造、五金建材、煤礦、冶金等領域中應用廣泛,可焊材質包括不銹鋼、鋁合金、鎂及鎂合金、碳鋼、鐵、錫等,可根據客戶需求定制合適的焊接方案,焊接機器人對于鋁合金的焊接應用較廣,帶您了解。
2021-07-13 16:59:541488 為了保障駕駛安全,在汽車的制造中,汽車的很多零部件都需要通過焊接的方式來保證車體的牢固,因此,汽車制造對于焊接設備的選擇是十分重要的,而相較于傳統焊接設備,焊接機擁有著眾多加工優勢,于是得到了大量的汽車零部件焊接應用。
2021-07-22 10:36:16915 QA Harwin Datamate應力消除夾/釘 一些Harwin Datamate連接器(如M80-8661022)會隨附一套類似長訂書釘或夾子的東西。大家對于這些夾子的用途可能并不太了解。那么
2021-10-19 11:22:033484 如何檢驗焊接機器人焊接質量?焊接機器人是用于焊接作業的自動化機械設備,在焊接應用中,能夠提升焊接效率,明確產品的生產周期,在提高焊接速度的情況下穩定焊接質量,我們都說焊接機器人的焊接質量好,判定
2021-12-09 17:06:201694 本應用筆記主要從三個方面探討“如何在反激式轉換器啟動過程中有效消除 MOSFET 的過應力”:第一,具有立锜專有嵌入式軟啟動功能的反激式控制器設計;其次,系統反饋穩定性與開關MOSFET應力的關系
2022-04-20 16:59:123958 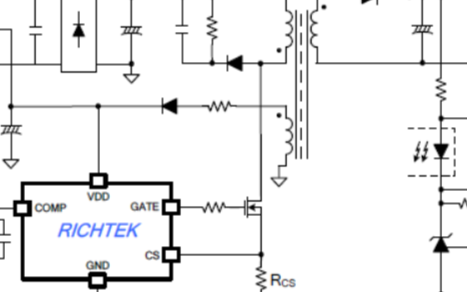
表面熱處理強化包括表面感應淬火、滲碳、滲氮和復合處理等,可得到軟(高韌性)的心部、硬的表層,在表層還存在殘余壓應力,由此降低應力集中的影響。
2022-04-21 10:09:571540 焊接件焊接應力如何消除?消除焊接應力的方法消除焊接應力的方法主要有:熱處理法、機械法、振動法和自然時效。焊后熱處理(退火)是消除殘余應力的有效方法,也是廣泛采用的方法。它可分為整體熱處理和局部熱處理。最簡單的辦法是時效處理。
2022-07-14 11:59:231 預熱是焊接珠光體耐熱鋼焊接冷裂紋和消除應力的重要工藝措施,為了確保焊接質量,不論是點固焊或焊接過程中,都應預熱并保持一定的溫度范圍。
2022-07-26 15:05:521004 在焊接行業中,激光跟蹤焊接機器人是近幾年比較流行的焊接方法,激光跟蹤焊接機器人在實際焊接應用中可以提升焊接效率,穩定焊接質量,在焊接中能夠提升用戶的生產效益,正確的操作流程可以穩定焊接質量,小編帶您了解激光跟蹤焊接機器人的操作流程。
2022-08-15 17:05:421492 
不同金屬材料焊接是解決構件同時滿足多方面性能要求的有效途徑。不同材料激光焊接機制復雜。比如,焊接材料熱物性隨溫度變化差異;不同金屬對于激光的吸收率差異及其隨溫度變化特性;熔池形成及演化機制;凝固過程
2022-09-02 10:20:291439 焊接熱應力導致的焊點開裂,一般具有非常鮮明的分布特征和斷裂特征斷點均勻分布在四角或斜對角且從 IMC層斷開,而機械應力導致的開裂焊點則一般為非對稱分布。
2022-09-02 10:33:591732 自20世紀60年代起,激光激光技術完成了飛躍式發展,激光錫球焊接機應用已普遍,涉及各個工業領域,形成了十幾種應用工藝,因其可實現局部加熱,元件不易產生熱效應,重復操作穩定性佳,加工靈活性好,易實現
2022-10-19 09:41:11902 
。測試工序包括:分板應力、插件應力、貼片應力、焊錫應力、點膠應力、組裝應力、ICT應力、FCT應力、跌落應力、震蕩應力、堆疊應力等。 ? 測試方法: 一、應變測試對象選擇 1、BGA類器件 ?要求選取27*27mm以上的BGA,包含但不限于FCBGA、CBGA。如果板上沒有大于27*27mm的BGA,
2022-11-06 15:22:133578 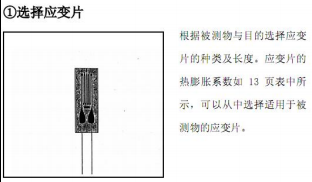
深圳市品控科技開發有限公司,是一家專業研發制造應力測試儀器的廠家。公司主要生產應力測試儀器、應變片。為3C產業、汽車電子、半導體行業提供PCB應變測試解決方案。主營產品:TSK應力測試儀(TSK-8
2022-11-16 15:28:061297 
過程中材料的不均勻受熱、板厚方向的熱梯度、材料的局部非協調塑性應變以及焊接殘余應力的作用是產生各種焊接變形的根本原因。預防焊接變形的方法有以下幾種。
2022-11-25 11:22:264141 這些文章介紹了焊接接頭疲勞行為相對于傳統材料疲勞行為的特殊性,利用名義應力和結構應力方法評估焊接接頭疲勞壽命的共性與區別,并且通過具體實例介紹了利用二維有限元模型計算結構應力的具體方法及預測壽命與實驗壽命的對比。
2022-12-08 09:29:441594 如今,在越來越多的工業應用中,激光器已被視為一種用于直接將塑料/復合材料與金屬進行焊接的替代解決方案,這種非接觸式的加工手段提供了最高的工藝靈活性。近年來隨著自動化進程的推進,傳統的手工焊錫工藝被機器所取代,其中就包括手機內部的精密電子零部件、天線等,用錫膏激光焊接機進行焊接。
2022-12-08 11:31:27374 消防滅火器具是一類平常通常被別人忽略,需要時大展身手的消防安全必需的東西。傳統式的焊接方法焊接消防滅火器氣瓶焊接大,非常容易對焊接商品附近導致形變,且焊后有焊接內應力存有,會造成出氣孔、焊瘤,不宜
2023-02-07 15:53:46465 
激光焊接在電子工業,特別是微電子精密零件中得到了廣泛的應用。 激光焊接由于熱影響小、加熱集中快、熱應力低,在集成電路和半導體器件外殼的封裝中顯示出獨特的優勢。 傳感器或溫控器中的彈性薄壁波紋板厚度
2023-04-19 13:30:28420 由于激光焊接熱影響區小、加熱集中迅速、熱應力低,因而在集成電路和半導體器件殼體的封裝中,在焊接精密微元件顯示出獨特的優越性,下面介紹激光焊接技術在焊接精密微元件的工藝優點。
2023-04-25 14:11:40396 二強玻璃應力儀SLP-2000是一種利用光彈性力學原理,測量應力變化的光彈性應力分析計,可用于測量化學強化玻璃的強化深度與內部應力分布。對于表面有鉀離子層的產品,可以使用PMC軟件與應力計測量的表面應力值數據相結合,準確分析判斷玻璃內部應力分布。
2023-05-23 10:30:57372 
。與傳統的焊接方法相比,激光焊在能量密度、精度、焊縫深寬比、適應性、可達性等方面優勢明顯。能量密度高加熱速度快,熱影響區域小,焊接應力和形變小,易于實現深熔焊和高速焊,
2022-02-08 18:03:28489 
“近年來,協作機器人的應用領域不斷滲透和延伸,尤其是工業領域的應用。海默協作機器人本身具有安全、易用、柔性的特點,針對工藝路徑復雜、點位排列要求高的焊接應用,海默機器人提出了完整的針對焊接的協作
2021-12-31 16:34:10483 
鐳拓激光科普手持式激光焊接應該怎么選擇編輯:鐳拓激光在工業領域,特別是制造業中,焊接是一項至關重要的技術。而手持式激光焊接機作為一種新型的焊接設備,近年來受到了越來越多的關注。但是,如何選擇一款適合
2023-06-16 11:32:45338 
機器人焊接應用越來越廣泛,應用越來越多,技術不斷更新。視覺焊接已應用于焊接,激光檢測、跟蹤校正等技術使機器人焊接越來越自動化和智能化。今天專業工業機器人集成商無錫金紅鷹將為大家介紹機器人焊接系統的組成,詳細介紹機器人焊接系統的各個組成部分。
2023-07-07 16:38:51645 焊接使用傳統焊接難以焊接的材料,如結構鋼,鋁,銅等金屬,且能夠焊接各種形式的焊縫。下面介紹激光焊接技術在精密焊接應用的特點。
2023-07-20 15:27:02287 超聲波金屬焊接設備的初始投資相對于其他焊接工藝(例如電阻焊、壓接以及機械連接)較高,但低于激光焊接設備。那么,為什么這項技術主導了線束制造,并成為電動汽車、混合動力汽車電池和配電系統的必需品呢?
2023-07-25 10:01:22321 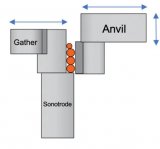
由于新能源電動汽車的快速發展,鋰離子電池需求也不斷增加,對銅箔和鋁箔的超聲波焊接應用顯著增加。
2023-07-27 11:47:502309 
焊接接頭系數Φ是指對接焊接接頭強度與母材強度之比值,用以反映由于焊接缺陷和焊接殘余應力等因素使焊接接頭強度被削弱的程度,是焊接接頭力學性能的綜合反映。
2023-08-08 11:49:581863 深圳市品控科技有限公司供應阿克蒙德TSK系列應力測試儀、應變片。可用于分板\ICT\FCT\BGA等PCBA應力應變測試,PCB板通用應變測試儀,電子廠通用測試儀,應變片,擁有多年豐富應力測試經驗
2022-02-12 15:00:581051 
焊接殘余應力是由于焊接引起焊件不均勻的溫度分布,焊縫金屬的熱脹冷縮等原因造成的,所以伴隨焊接施工必然會產生殘余應力。
2023-09-09 14:57:56536 一、創想焊縫跟蹤系統功能與優勢 創想焊縫跟蹤系統是一種先進的自動化焊接解決方案,通過視覺識別技術結合機器人控制,實現對焊縫的高精度跟蹤和自動化焊接。以下是該系統的主要功能和優勢: 1.精準焊縫跟蹤
2023-10-20 14:42:27178 我司專業針對PCB電路板開發設計的TSK、DL系列應力測試儀 。可實時監測PCB板各個工序應力應變變化,為廣大PCB廠家排除電路板生產過程的應力故障。測試工序包括:分板應力、插件應力、貼片應力、焊錫應力、點膠應力、組裝應力、ICT應力、FCT應力、跌落應力、震蕩應力、堆疊應力等。
2023-10-30 14:37:32894 
? ? ? ?激光焊接是利用高能量密度的激光束作為熱源的一種高效精密焊接方法。激光焊接是激光材料加工技術應用的重要方面之一。下面簡單介紹一下幾種工藝方法。 ? ? ? 1 . 板對板焊接
2023-12-08 12:59:15678 重新組合的過程。 一、焊接殘余應力產生的機理 在焊接過程中,隨著高溫焊接熱源的移動,工件受熱極不均勻,焊縫區以及附近區域溫度極高,焊接母材甚至會發生熔融現象,距離焊縫較遠的區域,溫度隨距離的增加而出現梯度性下
2023-12-14 15:55:08128 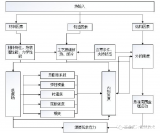
焊(MIG焊)和熔化極活性氣體保護電弧焊(MAG焊)以及激光焊接。 壹晨激光手持焊機 激光焊接技術作為光機電一體化的先進焊接技術,與傳統的汽車車身焊接技術相比,具有能量密度高、焊接速度快、焊接應力和變形小、柔性好等優勢。 汽車
2024-03-22 09:37:0633 
 電子發燒友App
電子發燒友App














 工商網監
工商網監
評論