PMC功能指令:數(shù)控編程旋轉(zhuǎn)如何使用
推薦 + 挑錯(cuò) + 收藏(0) + 用戶評(píng)論(0)
1.ROT(旋轉(zhuǎn)控制:SUB6)
用于回轉(zhuǎn)控制,如刀架、ATL、旋轉(zhuǎn)工作臺(tái)等,且有如下功能。
(a)選擇短路徑的回轉(zhuǎn)方向。
(b)計(jì)算由當(dāng)前位置到目標(biāo)位置的步數(shù)。
(c)計(jì)算目標(biāo)前一位置或到目標(biāo)位置前一位置的步數(shù)。
指令格式:
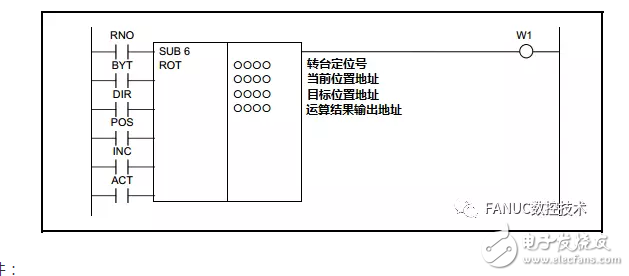
控制條件:
(a) 指定轉(zhuǎn)臺(tái)的起始號(hào)(RNO)
RN0=0:轉(zhuǎn)臺(tái)的位置號(hào)由0開(kāi)始。
RN0=1:轉(zhuǎn)臺(tái)的位置號(hào)由1開(kāi)始。
(b) 指定要處理的數(shù)據(jù)位置數(shù)據(jù)的位數(shù)**(BYT)**
BYT=0:兩位BCD碼。
BYT=1:四位BCD碼。
(c) 是否由短路徑選擇旋轉(zhuǎn)方向**(DIR)**
DIR=0:不選擇,旋轉(zhuǎn)方向僅為正向。
DIR=1:進(jìn)行選擇,旋轉(zhuǎn)方向的詳細(xì)情況見(jiàn)W1。
(d) 指定操作條件**(POS)**
POS=0:計(jì)算目標(biāo)位置。
POS=1:計(jì)算目標(biāo)前一位置。
(e) 指定位置或步數(shù)**(INC)**
INC=0:計(jì)算位置。如要計(jì)算目標(biāo)位置的前一位置,指定INC=0和POS=1。
INC=1:計(jì)算步數(shù)。如要計(jì)算當(dāng)前位置與目標(biāo)位置之間的差距,指令I(lǐng)NC=1和POS=0。
(f) 執(zhí)行指令**(ACT)**
ACT=0:不執(zhí)行ROT指令。W1不改變。
ACT=1:執(zhí)行ROT指令。一般地設(shè)置ACT=0,如需要操作結(jié)果,設(shè)置ACT=1。
(a) 轉(zhuǎn)臺(tái)定位號(hào)
指定轉(zhuǎn)臺(tái)定位號(hào),即位置數(shù)目。
(b) 當(dāng)前位置地址
指定存儲(chǔ)當(dāng)前位置的地址。
(c) 目標(biāo)位置地址
指定存儲(chǔ)目標(biāo)位置的地址。如存儲(chǔ)CNC輸出的T代碼的地址。
(d) 運(yùn)行結(jié)果輸出地址
計(jì)算轉(zhuǎn)臺(tái)要旋轉(zhuǎn)的步數(shù),到達(dá)目標(biāo)位置或前一位置的步數(shù)。當(dāng)要使用計(jì)算結(jié)果時(shí),總要檢測(cè)ACT是否為1。
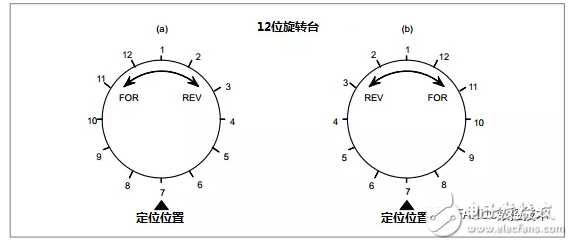
旋轉(zhuǎn)方向結(jié)果輸出**(W1)**
經(jīng)由短路徑旋轉(zhuǎn)的方向輸出至W1,當(dāng)W1=0時(shí)方向?yàn)檎颍‵OR);W1=1時(shí)為反向(REV)。FOR及REV的定義如圖所示。當(dāng)轉(zhuǎn)臺(tái)號(hào)增加方向?yàn)镕OR,減少方向?yàn)镽EV。W1的地址可任意選定。然而,要使用W1的結(jié)果時(shí),總是要檢測(cè)ACT=1的條件。
非常好我支持^.^
(0) 0%
不好我反對(duì)
(0) 0%
下載地址
PMC功能指令:數(shù)控編程旋轉(zhuǎn)如何使用下載
相關(guān)電子資料下載
- 數(shù)控加工計(jì)算機(jī)輔助編程步驟 21
- CNC數(shù)控編程加工常用計(jì)算公式 259
- 數(shù)控編程入門知識(shí)科普 655
- 數(shù)控編程G代碼詳解分享 1045
- 幾步讓你成為數(shù)控機(jī)床編程高手! 206
- 如何更好的使用數(shù)控機(jī)床 2288
- CNC數(shù)控編程軟件你用過(guò)哪些? 5263
- 數(shù)控編程中的技能處理 1564
- PLC和數(shù)控編程誰(shuí)更容易學(xué) 9156
- PLC跟數(shù)控編程哪個(gè)好 11449