") 雙軸肩攪拌摩擦焊你知道多少?
雙軸肩攪拌摩擦焊你知道多少?

攪拌摩擦焊接作為一種新型固相連接方法,有效地克服了鋁合金熔化焊接頭的氣孔、裂紋等缺陷,且具有接頭殘余應(yīng)力和變形小、環(huán)保無污染等優(yōu)點(diǎn),雙軸肩攪拌摩擦焊,作為常規(guī)攪拌摩擦焊的補(bǔ)充,有效解決了常規(guī)攪拌摩擦焊頂鍛力大、背部未焊透及根部缺陷等問題。
雙軸肩攪拌摩擦焊技術(shù)自其發(fā)明以來,得到了國內(nèi)外的廣泛關(guān)注,此焊接技術(shù)在船舶帶筋板、列車空調(diào)板、火箭燃料貯箱、飛機(jī)壁板等制造領(lǐng)域具有很強(qiáng)的應(yīng)用背景。下面我們來了解一下雙軸肩攪拌摩擦焊技術(shù)!
1、原 理
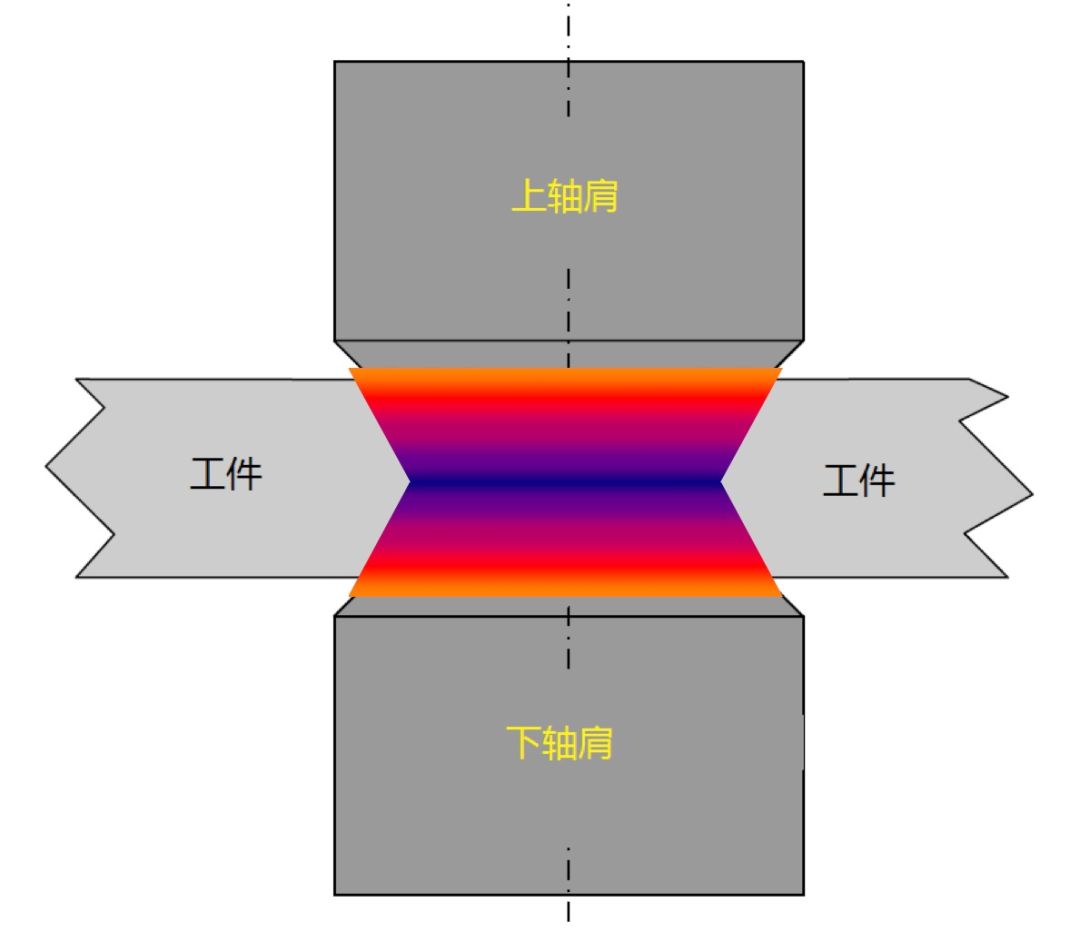
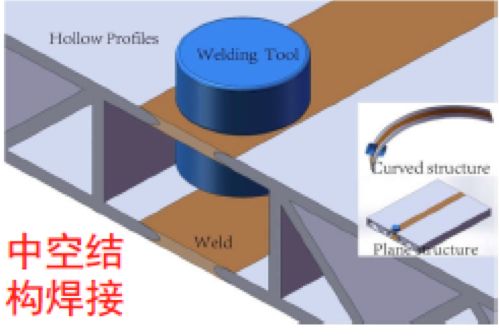
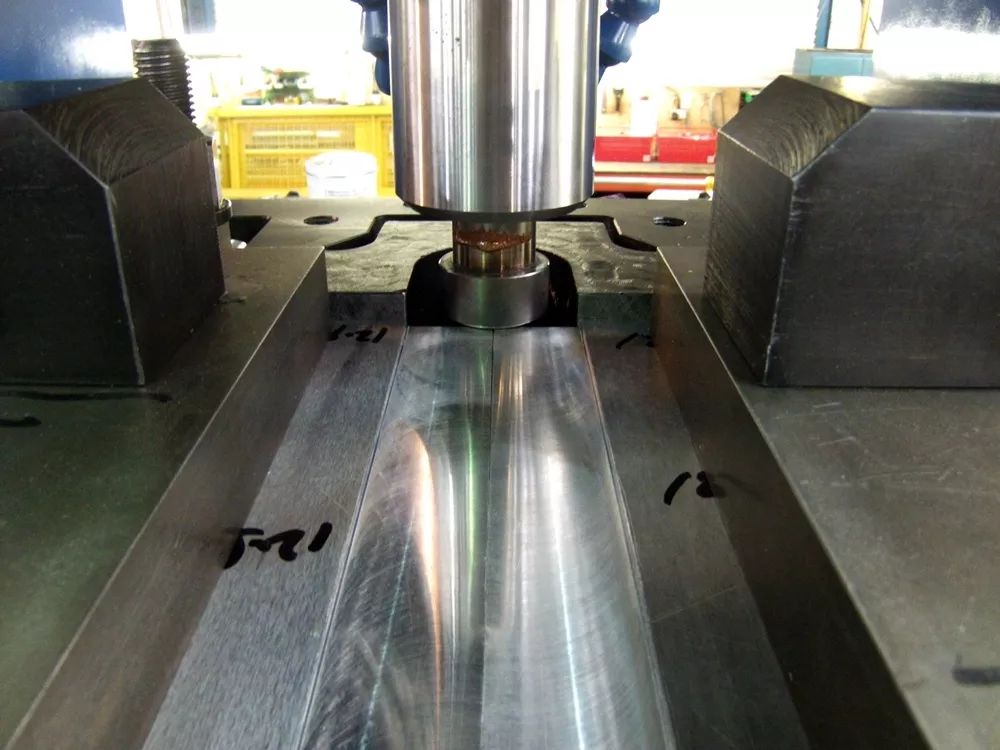
雙軸肩攪拌摩擦焊采用帶有上、下兩個(gè)軸肩的攪拌工具,上軸肩(在試板上方)和下軸肩(在試板下方)通過與試板厚度相當(dāng)?shù)臄嚢栳樝噙B接,焊接過程中上、下軸肩與攪拌針共同旋轉(zhuǎn)并與被焊材料表面相互作用而實(shí)現(xiàn)焊接。
2、分 類
雙軸肩攪拌摩擦焊又稱自支撐攪拌摩擦焊,即采用下軸肩進(jìn)行自支撐,在目前工程化應(yīng)用中,以夾持柄狀態(tài)分類主要分為固定式和浮動(dòng)式雙軸肩攪拌摩擦焊。固定式雙軸肩攪拌摩擦焊即夾持柄固定不動(dòng),但對板厚不均勻的試驗(yàn)件焊接控制要求較高;賽福斯特技術(shù)團(tuán)隊(duì)與英國焊接研究所合作開發(fā)了浮動(dòng)式雙軸肩攪拌摩擦焊技術(shù),大大降低了焊接過程中的控制問題。
3、接頭組織
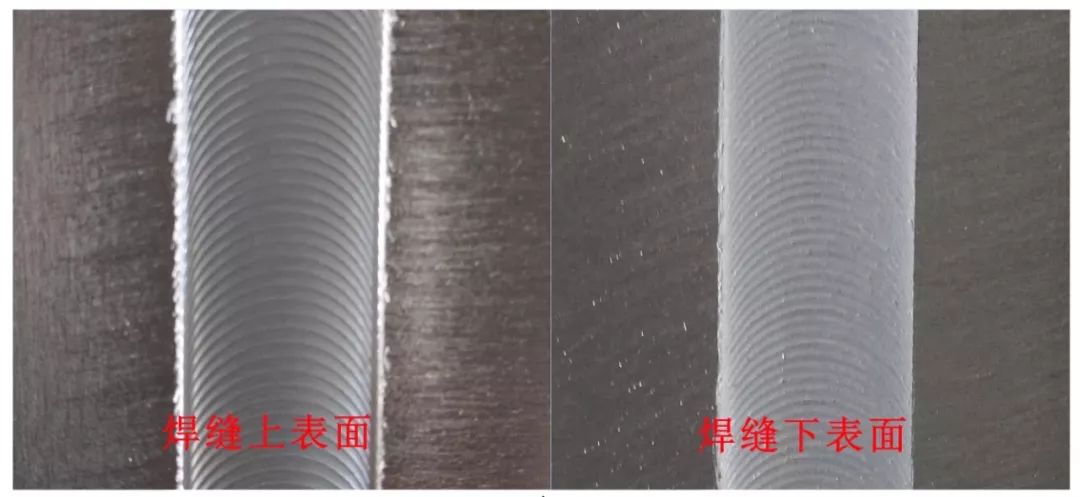
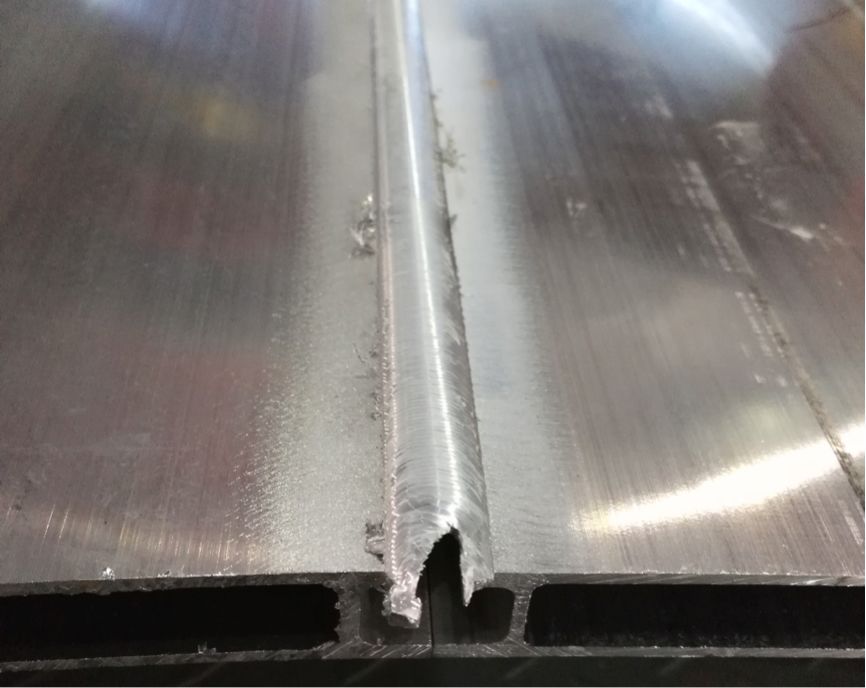
雙軸肩攪拌摩擦焊由上、下軸肩與攪拌針共同旋轉(zhuǎn)并與被焊材料表面相互作用而實(shí)現(xiàn)焊接,因此焊縫分上、下表面。接頭的熱輸入由試樣上、下表面向中心傳遞,熱輸入量均勻,厚度方向熱梯度小。雙軸肩焊縫接頭宏觀形貌呈啞鈴型,上、下表面寬,中間窄,接頭與常規(guī)攪拌摩擦焊一致,也分為母材區(qū)(BM)、熱影響區(qū)(HAZ)、熱力影響區(qū)(TMAZ)及焊核區(qū)(WNZ)。

4、優(yōu)缺點(diǎn)
雙軸肩攪拌摩擦焊優(yōu)點(diǎn):
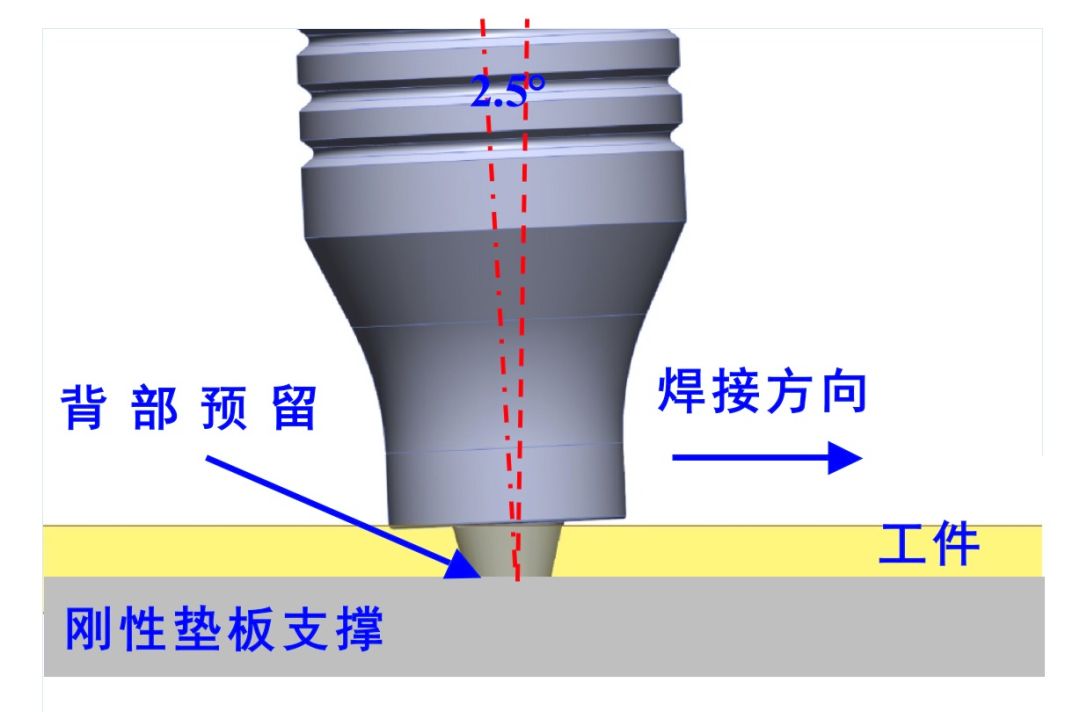
① 無需背部剛性墊板支撐;
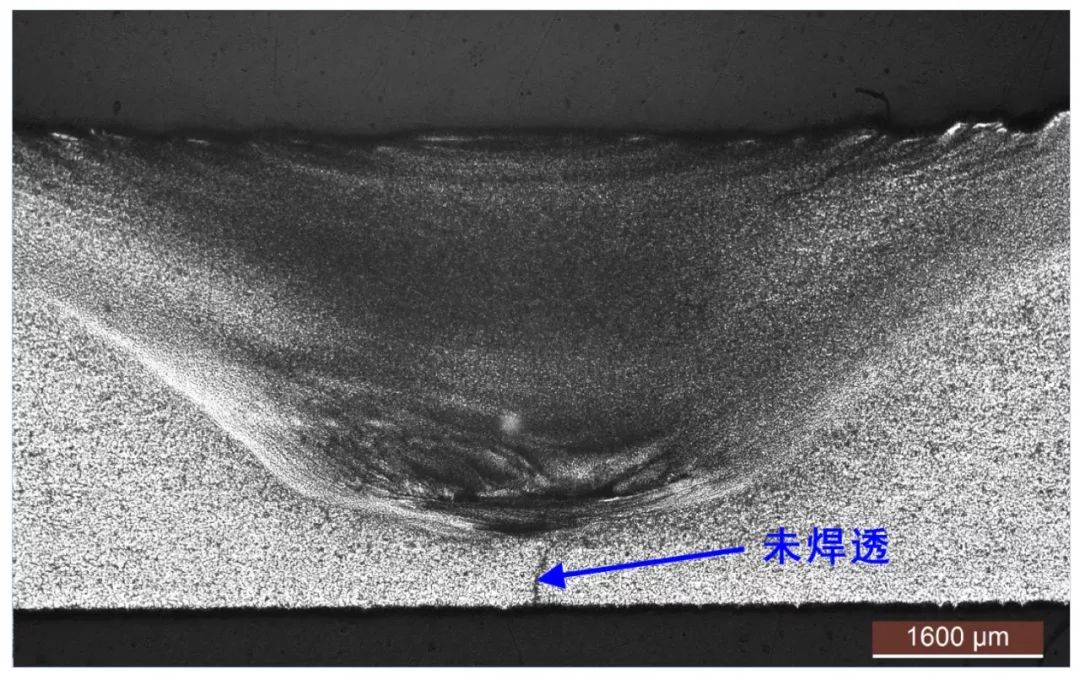
② 避免接頭根部未焊透缺陷;
③ 雙面摩擦、接頭產(chǎn)熱和受力均勻,應(yīng)力變形小;
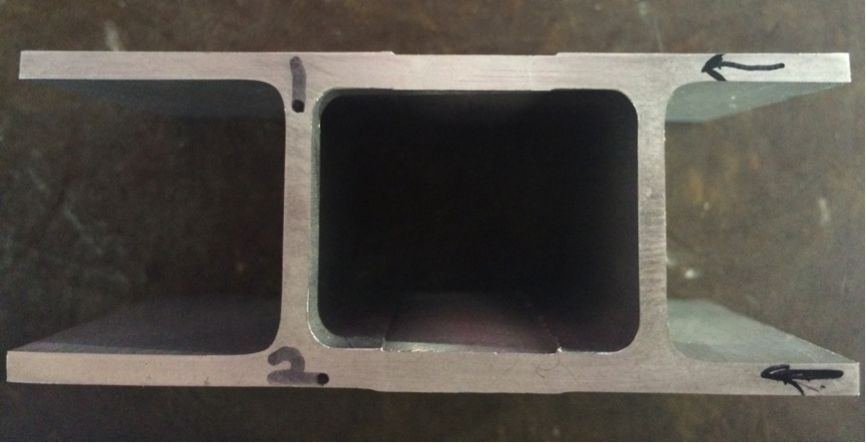
④ 易實(shí)現(xiàn)貯箱結(jié)構(gòu)的環(huán)縫和狹小、空腔等復(fù)雜型面結(jié)構(gòu)的型材的焊接;
⑤ 曲線或雙曲率的機(jī)身壁板進(jìn)行三維焊接;
⑥ 焊接無傾角,施焊靈活、易于實(shí)現(xiàn)自動(dòng)化;
雙軸肩攪拌摩擦焊的缺點(diǎn):
雙軸肩焊接的攪拌工具,是一個(gè)共用的攪拌針連接兩個(gè)軸肩,每個(gè)軸肩分別與試件的上、下兩個(gè)表面接觸,下軸肩代替了背部的剛性支撐墊板,降低了焊接過程中的鍛壓力,并且節(jié)省了制造剛性裝置的成本,但對雙軸肩攪拌工具的要求大大提高,雙軸肩攪拌工具的制造更為復(fù)雜,成本更高,不易實(shí)現(xiàn)2mm以下薄板和30mm以上厚板的焊接。
5、雙軸肩攪拌摩擦焊的應(yīng)用
國外已將雙軸肩攪拌摩擦焊用于火箭貯箱環(huán)縫的焊接,接頭性能與常規(guī)攪拌摩擦焊相近。國內(nèi)已有技術(shù)團(tuán)隊(duì)將此技術(shù)在部分船板鋁合金和列車車體鋁合金結(jié)構(gòu)部件上得到了推廣應(yīng)用。雙軸肩攪拌摩擦焊技術(shù)在輕合金結(jié)構(gòu)件的制造領(lǐng)域具有普遍適用性和廣闊的市場前景。
審核編輯 :李倩
-
焊接
+關(guān)注
關(guān)注
38文章
3415瀏覽量
61323 -
攪拌
+關(guān)注
關(guān)注
0文章
4瀏覽量
12765
原文標(biāo)題:雙軸肩攪拌摩擦焊你知道多少?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
攪拌機(jī)霍爾元件應(yīng)用
攪拌軸熱處理變形的控制
鋁合金摩擦攪拌焊接焊區(qū)的I II型復(fù)合斷裂研究
飛機(jī)制造工程中的攪拌摩擦焊研究
紫金橋監(jiān)控組態(tài)軟件在摩擦焊領(lǐng)域中的應(yīng)用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論