") 激光切割工藝在SMT鋼網(wǎng)的應(yīng)用
激光切割工藝在SMT鋼網(wǎng)的應(yīng)用

在SMT的工藝流程中,其中一個(gè)重要的步驟是將錫膏準(zhǔn)確無(wú)誤地印刷在PCB焊盤上,并且具有準(zhǔn)確的開(kāi)口位置和開(kāi)口尺寸、精確的開(kāi)口錐度大小、側(cè)壁光滑,無(wú)毛刺、材料厚度均勻,無(wú)應(yīng)力、模板張力分布均勻等要求。
隨著SMT朝著細(xì)間距元件的方向發(fā)展,SMD封裝引腳的間距越來(lái)越小,封裝尺寸縮小的趨勢(shì)對(duì)焊膏印刷形成了嚴(yán)峻挑戰(zhàn)。這就對(duì)SMT印刷模板的精密性有了更高的質(zhì)量要求。下文我們將從多個(gè)方面分析和探討影響SMT模板的切割質(zhì)量的因素,促進(jìn)和提升激光模板的質(zhì)量,使得這種工藝技術(shù)得到充分的應(yīng)用,從而使SMT的品質(zhì)、生產(chǎn)效率得到更多的提升。
1SMT工藝流程簡(jiǎn)述
SMT即表面組裝技術(shù)(表面貼裝技術(shù)),是相對(duì)于傳統(tǒng)的THT通孔插裝技術(shù)而發(fā)展起來(lái)的一種新的組裝技術(shù)。由于組裝工藝類型的不同,具體的SMT工藝流程也有所不同,目前,SMT工藝流程通常按如下幾個(gè)步驟進(jìn)行:
生產(chǎn)準(zhǔn)備→模板制作→絲網(wǎng)印刷錫膏/點(diǎn)膠→貼裝→回流焊→檢驗(yàn)測(cè)試→返修/包裝
其中絲網(wǎng)印刷是使用模板(鋼網(wǎng))將焊料印刷到承印物上的工藝過(guò)程,在SMT工藝中它是將錫膏通過(guò)SMT模板印刷到電路板的連接焊盤上,是SMT裝配的首要和必須的工序。
2 模板的作用
在絲網(wǎng)印刷錫膏/點(diǎn)膠之前,涂覆錫膏需要用的一種平板式模具,即SMT或SMD焊膏漏印模版。 SMT激光模板技術(shù),是SMT制造流程過(guò)程中關(guān)鍵的第一步,這項(xiàng)技術(shù)的應(yīng)用,產(chǎn)生精確的絲網(wǎng)漏印焊膏模板,使焊膏漏印得以準(zhǔn)確實(shí)現(xiàn)。
3激光切割工藝的原理
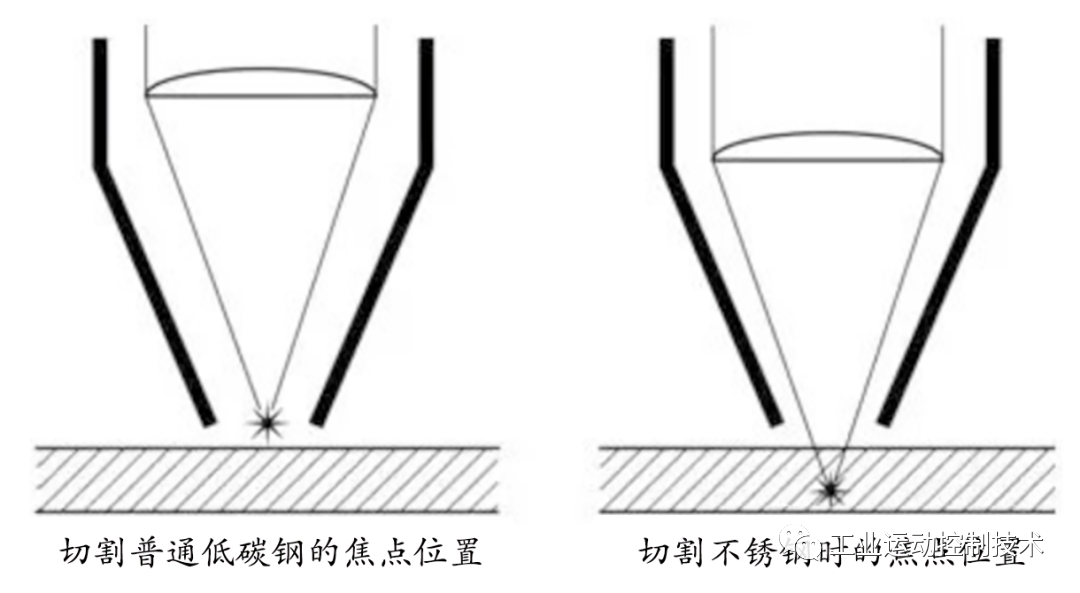
激光加工技術(shù)采用激光束照射到鋼板表面時(shí)釋放的能量來(lái)使不銹鋼熔化并蒸發(fā)。SMT激光切割模板機(jī)一般由激光頭,移動(dòng)定位系統(tǒng)和軟件三部分組成。采用原始電子資料,通過(guò)計(jì)算機(jī)直接驅(qū)動(dòng)設(shè)備,通過(guò)透鏡和反射鏡將激光束聚集在很小的區(qū)域。能量的高度集中能夠進(jìn)行迅速局部加熱,使不銹鋼蒸發(fā)。被加工的片狀不銹鋼材料張?jiān)诠ぷ髋_(tái)的夾具上,移動(dòng)定位系統(tǒng)驅(qū)動(dòng)工作臺(tái)或激光頭,使得被切割材料在切割頭下高速運(yùn)動(dòng)。激光頭由光源部分和切割頭組成,光源部分產(chǎn)生波長(zhǎng)很短的聚焦激光束,激光束通過(guò)切割頭,垂直聚焦在被切割的材料表面上,加熱、融化、蒸發(fā)被切割材料,形成切縫,閉合的切縫形成焊盤開(kāi)孔。
由于激光的能量非常集中,所以僅有少量熱量會(huì)傳遞到鋼材的其它部分,因此造成的形變量很小或沒(méi)有變形。我們可以利用激光準(zhǔn)確地切割復(fù)雜形狀的坯料,所切割的坯料不必再作進(jìn)一步的處理。切割不銹鋼時(shí)由于焦點(diǎn)在鋼材的底部,因此可以產(chǎn)生符合SMT焊膏漏印的倒梯形開(kāi)口。
4激光模板的優(yōu)點(diǎn)
目前,模板的制造方法有三種,即化學(xué)刻蝕、激光切割、電鑄成型。三種方法各有優(yōu)缺點(diǎn),通過(guò)對(duì)生產(chǎn)工序、模板質(zhì)量等方面的比對(duì),目前采用的激光模板具有以下優(yōu)點(diǎn):
成本低
激光切割工序少,耗材少,模板重復(fù)使用率高,其使用率可達(dá)30萬(wàn)次以上。激光切割可以實(shí)現(xiàn)機(jī)器自動(dòng)化控制,操作簡(jiǎn)便,節(jié)約人力資源。
速度快
激光切割成操作簡(jiǎn)便、成產(chǎn)速度快、交貨日期短 。
質(zhì)量好
激光切割采用非接觸式加工,無(wú)應(yīng)力不變形,繃網(wǎng)后張力分布均勻。通過(guò)調(diào)整激光聚焦位置使開(kāi)口自動(dòng)形成錐形,利于錫膏脫模。切邊光滑,可與電鑄模板媲美。
精度高
激光切割直接使用設(shè)計(jì)文檔,沒(méi)有攝影步驟,消除了位置不正的因素 。激光切割后孔的位置精度高,非常適合高密度設(shè)計(jì)。
無(wú)污染
激光切割生產(chǎn)過(guò)程無(wú)化學(xué)藥液,對(duì)環(huán)境沒(méi)有污染,對(duì)操作人員身體健康無(wú)害。
5激光模板的質(zhì)量控制
切割質(zhì)量分析
據(jù)統(tǒng)計(jì),在SMT工藝中,印刷引起的SMT缺陷超過(guò)60%,其中由模板不良而引起的缺陷占35%,另外,60%的組裝缺陷和87%的回流焊接缺陷同樣也是由于模板不良造成的。因此,模板對(duì)SMT的品質(zhì)、生產(chǎn)效率有著至關(guān)重要的作用,優(yōu)質(zhì)的模板可以顯著提高SMT工藝的質(zhì)量。
影響模板質(zhì)量的主要因素:
01模板的設(shè)計(jì)
模板的設(shè)計(jì)包括鋼板厚度的選擇、孔的開(kāi)口尺寸和開(kāi)口形狀。其中厚度與開(kāi)口尺寸決定了焊膏的涂覆量和準(zhǔn)確程度,是整個(gè)生產(chǎn)過(guò)程中非常重要的一環(huán),開(kāi)口的形狀則對(duì)上錫的質(zhì)量有影響。
02材料的質(zhì)量
材料質(zhì)量因素相對(duì)穩(wěn)定,一般選擇進(jìn)口304不銹鋼,其硬度、彈性等指標(biāo)均能滿足要求。這是個(gè)相對(duì)穩(wěn)定的因素。
03模板的制作
模板的制作包括尺寸精度、切邊平直度、開(kāi)口孔壁的粗糙度及形狀。尺寸精度是使用的基本要求,開(kāi)口孔壁的粗糙度及形狀決定了上錫的質(zhì)量。
04激光的參數(shù)
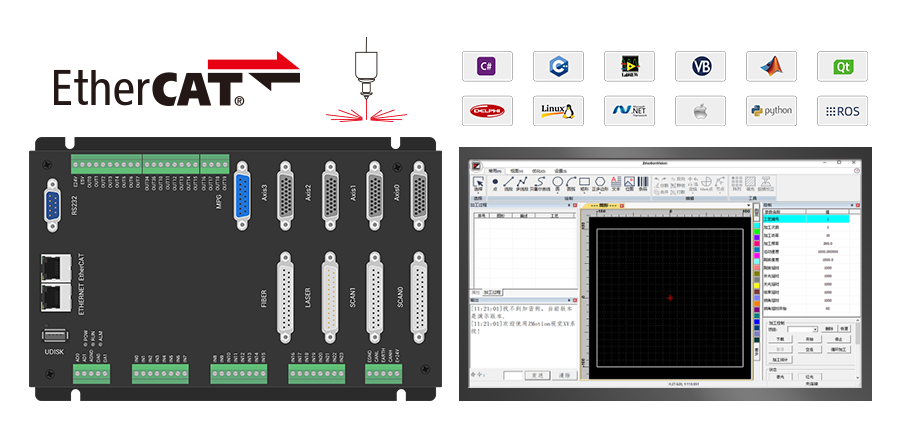
激光切割機(jī)大致上可以分為激光、機(jī)構(gòu)電控和軟件三大部分,在切割中,“刀”是最關(guān)鍵的環(huán)節(jié),因此,激光的參數(shù)是切割過(guò)程中的關(guān)鍵因素,包括光斑直徑、激光功率、重復(fù)頻率、焦點(diǎn)位置等,必須對(duì)以上參數(shù)進(jìn)行多次調(diào)試、校驗(yàn),找到各參數(shù)的最佳控制點(diǎn),最終得到最滿意的開(kāi)口質(zhì)量。
05激光的功率與重復(fù)的頻率
能量E為功率P與時(shí)間t的乘積,當(dāng)切割速度不變時(shí),即激光照射時(shí)間恒定,隨著激光輸出功率增大,單位時(shí)間內(nèi)材料獲得的能量增加,材料溫度升高,導(dǎo)致熱影響區(qū)變寬,形變?cè)龃螅锌p寬度也隨之變大。
激光以脈沖方式工作,其原理是利用高能量密度在瞬間熔化和氣化材料,在鋼片上打一系列連續(xù)的孔得到連續(xù)的切縫,實(shí)現(xiàn)對(duì)鋼片的連續(xù)切割。在這個(gè)過(guò)程中,相鄰激光光斑的重復(fù)程度即光斑的重復(fù)精度是關(guān)鍵的參數(shù),它是指相鄰光斑重面積占光斑面積的百分比,可由簡(jiǎn)單的幾何關(guān)系得出(在切割過(guò)程中打在鋼片上的光斑變形小,可以認(rèn)為仍是圓形的),它與激光重復(fù)頻率、脈沖寬度和切割速度有關(guān)。它對(duì)切邊的光滑度和切縫寬度都有較大的影響,重復(fù)精度越高則切邊越平滑質(zhì)量就越好。
07切割的速度
切割速度決定了生產(chǎn)效率,在保證切割質(zhì)量的前提下,盡量提高生產(chǎn)率,降低加工成本,對(duì)現(xiàn)代企業(yè)的發(fā)展是一個(gè)不容忽略的問(wèn)題
當(dāng)其它參數(shù)不變時(shí),切割速度的變化意味著激光與材料的相互作用的時(shí)間變化,即激光能量密度的改變,切割速度越快,激光能量密度越小。當(dāng)切割速度較低時(shí),激光能量密度過(guò)大,使得切縫周圍的材料也被熔化或氣化,導(dǎo)致熔渣多切縫粗糙,切割質(zhì)量較差。隨著速度的提高,當(dāng)達(dá)到一個(gè)合適的范圍時(shí),激光能量密度足夠大,材料就會(huì)完全熔化或氣化,在輔助氣體的作用下去除材料,可以形成光滑均勻的切縫;速度增大到一個(gè)極限值時(shí),材料獲得的能量不足以使其完全熔化或者氣化,就不能完全切割材料;另外,當(dāng)重復(fù)頻率一定時(shí),切割速度提高到一定程度就會(huì)使切縫由平 直狀態(tài)變成不連續(xù)的小孔,因此,存在一個(gè)臨界速度,大于這個(gè)臨界值時(shí),切割就會(huì)變?yōu)榇蚩?/p>
08開(kāi)口尺寸的設(shè)計(jì)
軟件部分用于數(shù)據(jù)接收、開(kāi)口設(shè)計(jì)、處理并控制和驅(qū)動(dòng)激光頭以及移動(dòng)系統(tǒng)。其中開(kāi)口設(shè)計(jì)及處理這部分,具有對(duì)激光切割中的一些特殊問(wèn)題的處理能力,彌補(bǔ)設(shè)計(jì)和轉(zhuǎn)檔過(guò)程中的缺陷和不足。例如:某電路板上既有0402chip,0.5 mm pich QFP IC,也有大于0805chip,甚至邊長(zhǎng)超過(guò)2.0 mm的大焊盤, 而板厚是固定的,為了使所有焊盤的錫膏量達(dá)到最佳,就要在開(kāi)口尺寸上找到平衡點(diǎn)。
09輔助氣體
激光切割采用輔助氣體是為了排除切口中的熔融物質(zhì),使切割過(guò)程得以順利的持續(xù)進(jìn)行,同時(shí),保護(hù)鏡頭免受損傷,另外,如果輔助氣體和被切割材料發(fā)生放熱反應(yīng)的話,還可以為切割提供額外的能量,加速切割的進(jìn)行。
10氣體壓力
激光切割對(duì)輔助氣體的基本要求是進(jìn)入切口的氣流量大、速度高,以便有足夠的動(dòng)量將熔融材料噴出,并有充足的氣體與材料發(fā)生充分的放熱反應(yīng)。氣體壓力和氣體流量是重要的參數(shù),氧氣壓力越大,流速越高,燃燒化學(xué)反應(yīng)和除去材料的速度也就越快。
同時(shí),也可以使切縫出口處反應(yīng)產(chǎn)物快速冷卻。在附近的非切割區(qū)域,氣體作為冷卻劑,縮小熱影響區(qū)。但氣體的壓力并非越大越好,當(dāng)氣體壓力過(guò)低時(shí),切口處熔融材料排除不盡,會(huì)形成毛刺及降低切割速度;隨著氣體壓力的增大,氣體流動(dòng)量增大,排渣能力提高,可獲得較光滑的切邊;但壓力過(guò)高時(shí),不僅增加了氣體的消耗量,還會(huì)使氣流紊亂,在工件表面形成渦流,降低了除渣效果,切縫寬度也會(huì)稍有增大。因此,選擇合適的氣體壓力才能得到較為理想的切割質(zhì)量。
6激光模板的擴(kuò)展應(yīng)用
激光除了可以制作絲印焊膏的整張模板,也可以進(jìn)行多個(gè)小型模板的制作,即在一張鋼片材料上產(chǎn)生多個(gè)PCB的絲印焊膏小型模板,具有節(jié)省人力、物力,方便儲(chǔ)存等優(yōu)點(diǎn)。
同時(shí),在需要對(duì)產(chǎn)品進(jìn)行維修時(shí)還可以專門設(shè)計(jì)“返工小型模板”,用來(lái)返工或翻修單個(gè)元器件。如可制作針對(duì)某個(gè)元器件的模板,根據(jù)其在印制板上的位置,確定其需要的模板尺寸,以便進(jìn)行后續(xù)的維修工作。
-
激光
+關(guān)注
關(guān)注
20文章
3456瀏覽量
66114 -
smt
+關(guān)注
關(guān)注
43文章
3028瀏覽量
71836 -
鋼網(wǎng)
+關(guān)注
關(guān)注
0文章
26瀏覽量
9458
發(fā)布評(píng)論請(qǐng)先 登錄
陶瓷基板激光切割設(shè)備的核心特點(diǎn)

激光焊接技術(shù)在焊接鎳網(wǎng)的工藝應(yīng)用

aQFN封裝芯片SMT工藝研究
安泰功率放大器在激光玻璃切割技術(shù)中的用途

PCBA加工質(zhì)量保障:SMT鋼網(wǎng)的那些關(guān)鍵作用你知道嗎?
藍(lán)光激光焊接技術(shù)在焊接不銹鋼-紫銅焊接的工藝應(yīng)用

錫膏印刷與SMT鋼網(wǎng)有什么關(guān)鍵要求?

迅鐳激光高功率切割設(shè)備中標(biāo)山東高速
SMT貼片工藝中錫膏印刷的關(guān)鍵細(xì)節(jié)及優(yōu)化策略

SMT貼片加工中錫膏網(wǎng)與紅膠網(wǎng)的差異解析
SMT錫膏鋼網(wǎng)的清洗工藝主要有哪些?
SMT貼片工藝中錫膏印刷的關(guān)鍵細(xì)節(jié)及優(yōu)化策略






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論