 如何解決真空回流焊爐、氮氣真空爐焊接過程中的錫珠問題
如何解決真空回流焊爐、氮氣真空爐焊接過程中的錫珠問題

錫珠是SMT生產的主要缺陷之一,直徑約為0.2~0.4mm,主要出現在貼片元件側面或者IC引腳之間,不僅影響PCB產品外觀,而且在使用中可能造成短路現象,嚴重影響電子產品的質量和壽命,甚至可能造成人身傷害。這次,我們就來探討下,如何解決真空回流焊爐/氮氣真空爐焊接過程中產生錫珠的問題。首先,根據我們的測試與客戶的反饋,利用我司的結合了正負壓焊接工藝的真空回流焊爐/氮氣真空爐在試焊樣件及客戶生產的過程中,未出現類似現象。如下圖1,為我們給客戶焊接的大面積焊接件,未產生錫珠。
 圖1.客戶焊件示意圖
圖1.客戶焊件示意圖
經我們的分析與模擬,并結合我們前期的經驗得出以下結論,產生錫珠是設備本身結構或生產工藝缺陷所致的。當前市面上的真空回流焊/真空共晶爐并不像大家想象的那樣一直在真空環境下進行焊接,而是在氮氣或其它惰性氣體氛圍下,在某一階段時進行真空排除焊接層的氣泡,如:ETC、HELLER、BTU、愛莎、PINK、ATV等。因此要解決真空焊接過程中產生錫珠的問題,可參考“解決常規回流焊焊接產生錫珠的方法與建議”,相關方法可在百度上搜到,但高真空焊接(10^-3、10^-4及更高真空的焊接屬于高真空)另當別論。以下我們繼續進行分步剖析與解答:
一、錫珠允許的標準
在IPC-A-610C標準中,規定最小絕緣間隙為0.13毫米,直徑在此之內的錫珠被認為是合格的;而直徑大于或等于0.13毫米的錫珠是不合格的,制造商必須采取糾正措施,避免這種現象的發生。為無鉛焊接制訂的最新版IPCA-610D標準沒有對錫珠現象做清楚的規定。有關每平方英寸少于5個錫珠的規定已經被刪除。但有關汽車和軍用產品的標準則不允許出現任何錫珠,所以PCB線路板在焊接后必須被清洗,或將錫珠手工去除。
二、產生錫珠的原因大致如下
A.錫膏回溫不夠、錫膏吸潮、錫膏粉未大等一一暫定為錫膏問題;
B.絲印時,錫膏印至阻焊層上了,錫膏塌陷等一一暫定為絲印問題;
C.鋼網開孔過大,致使錫膏絲印至阻焊層;
D.板件受潮,盲孔放氣等;
E.貼片壓力過大,造成錫膏坍塌、擠壓至阻焊層等;
F.工藝曲線問題;如預熱不夠、升溫速率太大。
三、問題剖析與建議
前面A-E大家可能都好理解,并且能夠快速找到方法得以解決,現主要針對于工藝問題我們來進一步得分析,并得出相應的解決方案。 現我們就以成都共益緣真空設備有限公司的正負壓結合焊接工藝進行分析與解決:
1、什么是正負壓結合的真空回流焊爐/氮氣真空爐焊接工藝
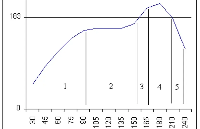
A.工藝曲線,如圖2
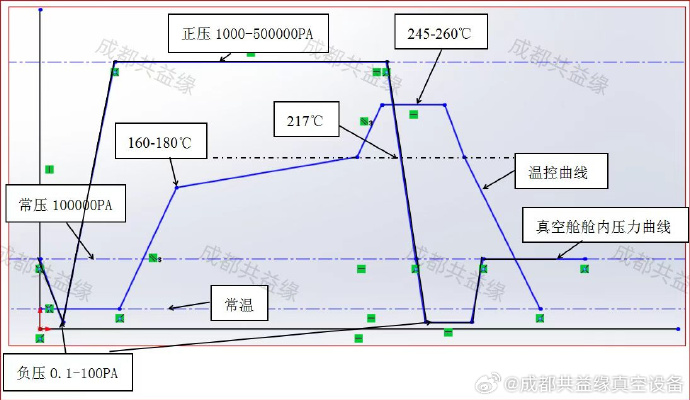 圖2.工藝曲線示意圖
圖2.工藝曲線示意圖
B.發明專利證書,如圖3
 圖3.“一種真空回流焊正負壓結合焊接工藝”發明專利
圖3.“一種真空回流焊正負壓結合焊接工藝”發明專利
C.正負壓焊接結合焊接工藝的步驟:
①將貼裝完成的板件放置在真空回流焊爐/氮氣真空爐的加熱平臺上(臺式、立式、立式多層),或放置傳輸導軌上(通道式),關閉真空艙門(通道式傳入到預置真空艙,通道式的這里就先不進行詳細描述,若有需要或有興趣的朋友,咱們單獨討論);
②抽真空,將真空艙內的空艙排除;
③充氮氣或其它保護惰性氣體/還原性氣體(若要求較高的,可以重復②③步驟),至艙內壓力達到2.5個大氣壓或及以上(可燃燒還原氣體一般在1.1個大氣壓),也就是絕壓:250000PA及以上的艙內壓力;
④加熱——預熱(建議≤2.5℃/s,最好1.5-2℃/s);
⑤加熱——恒溫;
⑥加熱——拉升;
⑦加熱一一回流+抽真空;
⑧冷卻+充氮氣至常壓;
⑨開艙取件。
2、在真空回流焊焊接過程中產生錫珠的原因:
A.預熱階段:
Ⅰ.真空回流焊爐/氮氣真空爐本身結構所引起
①拉升速度太快,助焊成分還沒得到充分揮發,助焊成分就沸騰了,造成濺錫。一般我們建議升溫速率在1.5℃/S為宜,不超過2℃/S;
②器件與板件受熱不均造成的濺錫,原因如下:
(1)紅外加熱方式一一陰影效應造成,顏色深的對紅外吸收效率非常高,如黑色、深灰色、灰色;淺色對紅外的吸收效率低,顏色越淺,吸收率越低;吸收率高的,升溫快,吸收率低的升溫慢;由上述原因得出,錫膏吸熱量多,板件吸熱量小,當吸膏表面的助焊成分已經沸騰時,與板件接觸的錫膏助焊成分還未達到揮發溫度的情況下,表面沸騰的焊劑就會在表面形成張力,阻止錫膏內部的焊擠揮發,當內部壓力大于外部張力時,就會出現炸錫、濺錫現象,從而產生錫珠;
(2)上下加熱式真空回流焊爐/氮氣真空爐(上加熱必須采用紅外線加熱),當下加熱升溫速率小于上加熱升溫速率時,就會出現板件底部的溫度低于上部溫度,同理(1)項,也容易出現炸錫、濺錫現象,從而產生錫珠;特別是板件受潮的情況下,就特別明顯;
(3)紅外線加熱的重疊效應,紅外線加熱管的分布問題引起的紅外線的重疊區域,重疊區域溫度遠高于非重疊區域,也同樣存在因受熱不均引起的炸錫、濺錫現象,特別是大焊盤焊接器件的焊接較為明顯。
Ⅱ.工藝本身編寫所致
有些廠家在編寫工藝曲線時,在預熱區加入了抽真空,也是造成錫珠的原因;
當真空艙內的真空度較低時,錫膏中的助焊成分的沸點將明顯降低,在預熱溫度還沒上去、焊劑還沒有進行充分揮發時,已經沸騰,大量的焊劑沸騰,將未熔錫料濺射到器件四周;
B.恒溫階段:
恒溫時間過短,焊劑未揮發徹底,當拉升至熔點以上時,大量的助焊成分沸騰,從而產生,同理參照A項預熱的問題分析。
C.拉升階段:
拉升階段的原因,基本也類同于A、B項的原因。
D.回流階段:
回流階段,如果前面預熱、恒溫、拉升階段將助焊成分做到了充分揮發,在回流階段產生錫珠的現象依然存在;以下是我們一客戶利用焊片工藝,焊片工藝是沒有助焊劑成分的(大部分是這樣,也有的會含,但量非常少),依然出現了大量濺錫現象,如圖4;
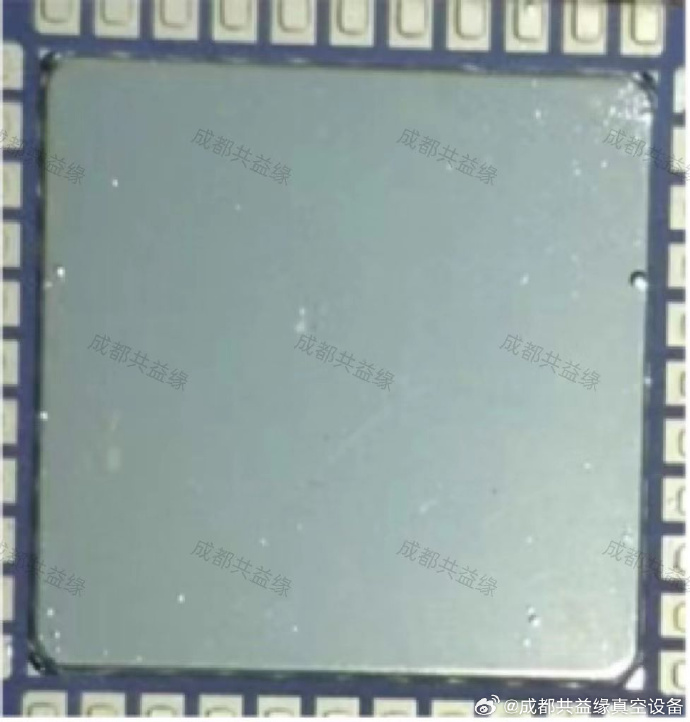 圖4.未使用正負壓工藝的焊接結果
圖4.未使用正負壓工藝的焊接結果
但同樣的焊片及器件,利用我們的正負壓結合焊接工藝就未出現以上情況,如圖5;
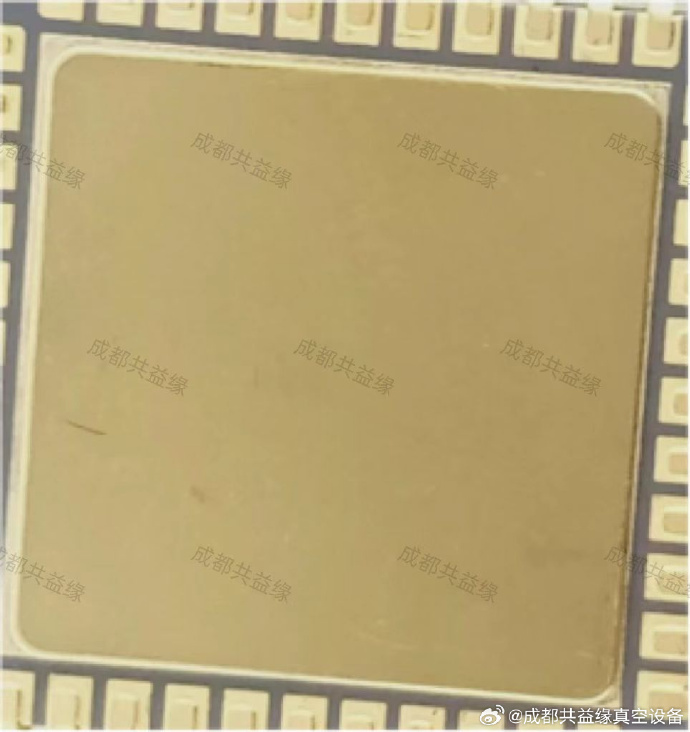 圖5.使用正負壓工藝的焊接結果
圖5.使用正負壓工藝的焊接結果
我們也做了一些分析和對比,比如正壓,保護氣體密度高,導熱性好,受熱更均勻,也有的認為是其它的真空恒定功能的原因,在這里我們不具體討論,感興趣的朋友可以找我們單獨討論。
E.冷卻階段
冷卻階段,出現產生錫珠的可能性較小,容易產生的焊接缺陷,基本都是因為冷卻速率太快、冷卻不均勻等產生的二次空洞、裂痕、裂紋之類的。建議冷卻速率不超過2℃/s,盡可能地選擇冷卻橫向溫差較小的真空回流焊/真空共晶爐設備廠家的設備,因此建議在采購設備前多進行試焊對比。
結束語:關于如何解決錫珠的問題我們暫時就分析到這里,若有不當之處歡迎各位朋友予以指正和指教;若與其他原創內容有雷同之處,請與我們聯系,我們將及時處理;如您對結合了正負壓焊接工藝的真空回流焊爐/氮氣真空爐感興趣的話,也歡迎大家與我們聯系討論或前往我司官網了解。
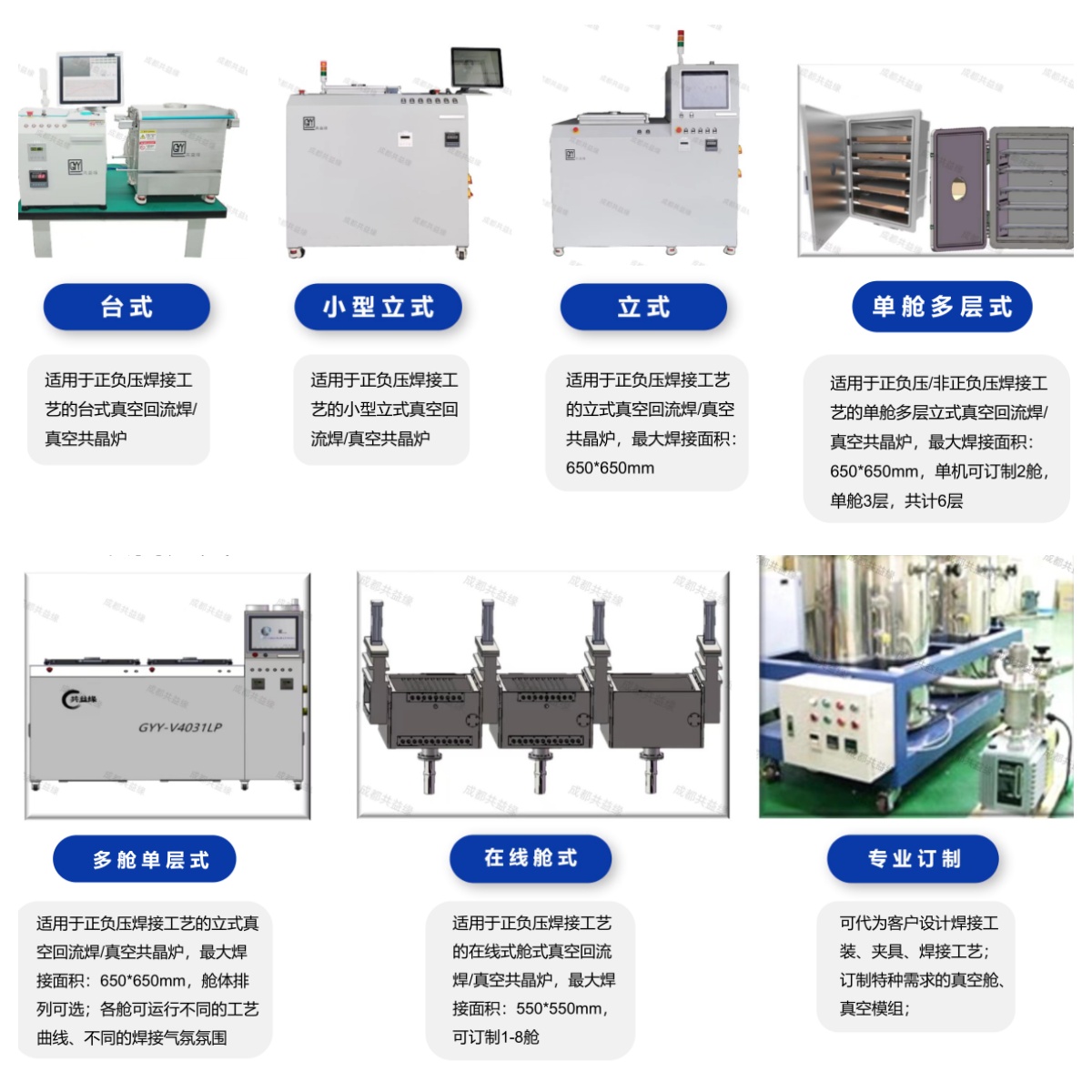 圖6.成都共益緣真空設備分類
圖6.成都共益緣真空設備分類
成都共益緣真空設備有限公司
審核編輯 黃宇
-
焊接
+關注
關注
38文章
3408瀏覽量
61227 -
回流焊
+關注
關注
14文章
503瀏覽量
17472 -
正負壓
+關注
關注
0文章
12瀏覽量
5534
發布評論請先 登錄


新型功率器件真空回流焊焊接空洞的探析及解決方案

關于SMT回流焊接,你了解多少?
真空回流焊爐/真空焊接爐——正壓純氫還原+燃燒裝置
還原性氣氛助力真空共晶爐:打造高品質焊接的秘訣

真空共晶焊爐升降溫斜率:科技制造的新篇章


錫膏印刷與回流焊空洞的區別有哪些?

真空焊接爐的焊料選擇之銦銀共晶焊料
真空回流焊爐/真空焊接爐——焊接缺陷與解決方案(有鉛錫膏)





 工商網監
工商網監
評論