 虛焊現象的發生及其預防對策
虛焊現象的發生及其預防對策

1.虛焊現象及其判據
1.1.虛焊現象
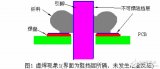
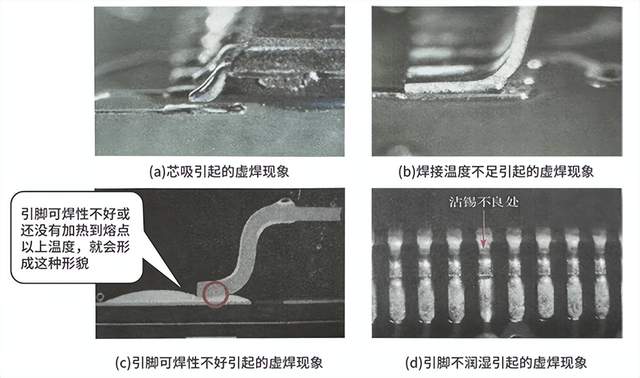
現象1:表面不潤濕,焊點表面呈粗糙的形狀、光澤性差、潤濕性不好(潤濕角θ>90度),如圖1所示。此時釬料和基體金屬界面之間為一層不可焊的薄膜所阻檔,界面層上未能發生所期望的冶金反應(形成適當厚度的合金層Cu6Sn5+Cu3Sn)。這是一種顯形的虛焊現象,從外觀上就能判斷。
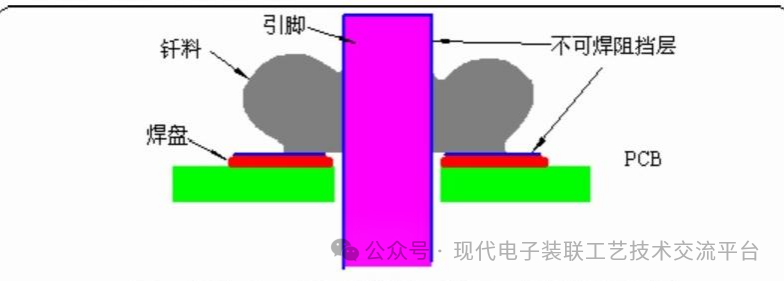
圖1虛焊現象1(界面為阻擋層所隔,未發生冶金反應)
現象2:表面潤濕,但釬料和基體金屬界面未發生冶金反應(未形成適當厚度的合金層Cu6Sn5+Cu3Sn ),如圖2所示。它是一種穩形的虛焊現象,外觀不易判斷,因而危害極大。
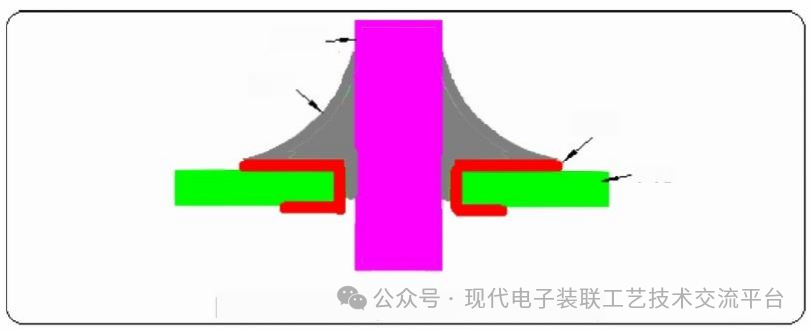
圖2虛焊現象2(界面未發生冶金反應)
1.2.虛焊的判據:上面所表述的兩種不同的虛焊現象,其共同特點都是結合界面未發生冶金反 應,未形成合適厚度(1.5~3.5)μm的合金層。因此, 接合界面上是否形成了合適厚度的銅錫合金層就構成了虛焊現象的唯一判據。此時若將焊點撕裂,就可發現釬料和基體金屬之間相互成犬牙交錯狀的裂痕,即基體金屬上有釬料殘留物,釬料上也有基體金屬的痕跡。相反,若將虛焊點撕裂時,在基體金屬和釬料之間沒有任何相互楔入的殘留物,而是很清楚的相互分開,好似用漿糊粘往的一樣。
2.虛焊的形成機理
2.1.軟釬接過程中所發生的物理現象
2.2.1.軟釬接接合的物理過程
通過軟釬接,金屬為什么會接合到一起并形成連接強度呢?以常用的錫-鉛合金軟釬料來說,它是通過軟釬料潤濕接合金屬表面,利用擴散作用在界面產生合金層(金屬間化合物),從而結成一體。以波峰焊接為例,在合適的溫度作用下,焊點在軟釬接過程中所發生的物理化學過程,按照發生的先后可描述如下:
2.2.2潤濕作用及Young定理
2.2.2.1潤濕作用
軟釬接過程中接合作用的第一步,是軟釬料借助毛細管現象在接合金屬表面上充分鋪展開,這現象就叫做潤濕。
為使熔融的軟釬料潤濕固體金屬表面,必須具備一定的條件。其條件之一就是被焊金屬表面必須是潔凈的。這樣軟釬料與被接合的基體金屬的原子間距離才能接近到原子間力作用的程度。
2.2.2.2潤濕過程中的作用力
(1).作用于原子間的力
在高溫下具有粘性的二相同金屬間,只要在高溫下加上不大的壓力,就可以使它們之間相互緊密貼合。軟釬接時,因為軟釬料處于熔融狀態,在金屬表面產生潤濕,不需加外力,只要基體金屬表面是潔凈的,就能很容易地達到原子間力作用所需要的距離。
(2).熔融金屬的聚合力及附著力
潤濕是物質所具有的聚合力的作用結果,而緊密貼合與表面張力有關。產生表面張力的原因是聚合力。為了分析此問題,我們以在玻璃管中的液體和管壁接觸部位的狀態來說明,如圖3所示。
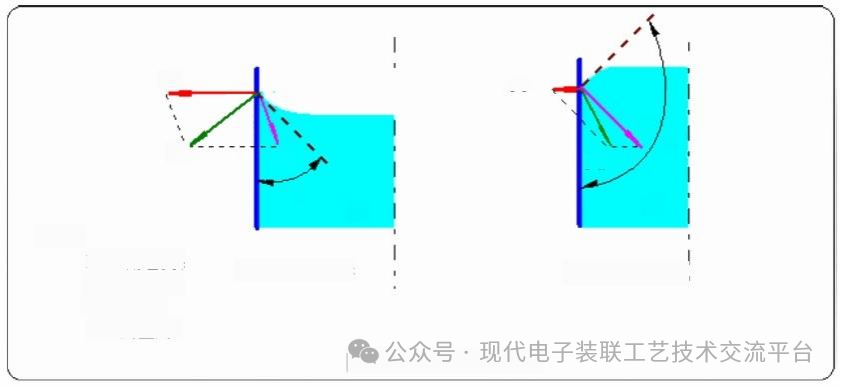
圖3.附著力及聚合力
在圖3中,液體分子受到對玻璃壁的附著力Ff及液體本身的聚合力Fc的作用(忽略重力作用),按液面形狀作用于液面分子的外力是垂直于液面的。圖3(左)由于水與玻璃壁之間的附著力大,所以合力F d 的方向是指向玻璃壁內的。因此,合力Fd 與成直角的液面成為凹面。當出現這種凹面時,因表面張力作用產生收縮力,而使管內液面上的壓力減少。然而在同一液面上各點的壓力必然是相等的,所以液面上升。
在軟釬接中,潤濕和熔融釬料的聚合力及基體金屬的附著力有關,聚合力越弱,即固體面與液體原子的附著力比液面原子聚合力越大,越易產生毛細管現象。
由此可知,為實現軟釬接,首先要產生潤濕,由于潤濕,當軟釬料與基體金屬的原子間距離非常接近時,原子的聚合力即發生作用,使軟釬料與基體金屬合并為一體,完成了接合。
(3).表面張力
表面張力是在液體的表面分子因受聚合力的作用而被拉向液體內部,成為表面面積最小時所發生的。在液體內部的每個分子,被其它分子所包圍,受力狀態是平衡的。而液面的分子,因其上部存在著不同的相,而這個相的分子密度小,因而受到垂直于液面并指向液體內部的力。因此,在液體表面產生結膜現象,使表面面積收縮為最小(球形)。這種力就是表面自由能,該力稱為表面強力。
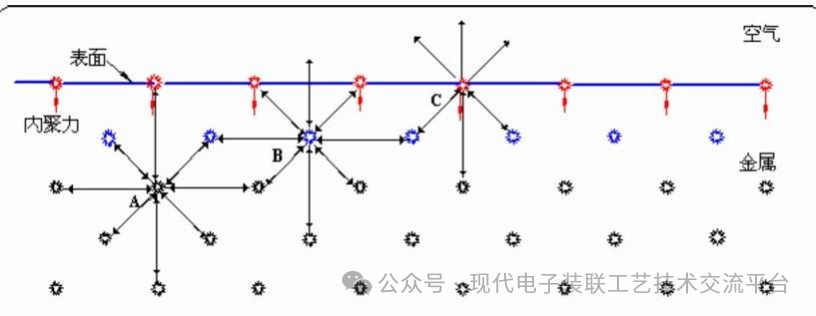
圖4金屬表面能量的示意圖
(4).毛細管現象在潔凈的固體金屬表面上,放置熔融狀態的潔凈釬料,釬料液體就會在固體金屬表面擴展并潤濕固體金屬。這一現象是液態釬料在固體金屬表面的細小凹凸間隙中,借助于毛細管現象,向四方擴展而引起的。
2.2.2.3.Young 定理
液態釬料在固體金屬表面的潤濕過程,則產生下述自由能,如圖5所示。圖5中:FSF :固體金屬與助焊劑之間的界面張力(自由能);
FLS:液態釬料與固體金屬之間的界面張力(自由能);
FLF : 液態釬料與助焊劑之間的界面張力(自由能);
0 :接觸角;
cosθ: 潤濕系數。
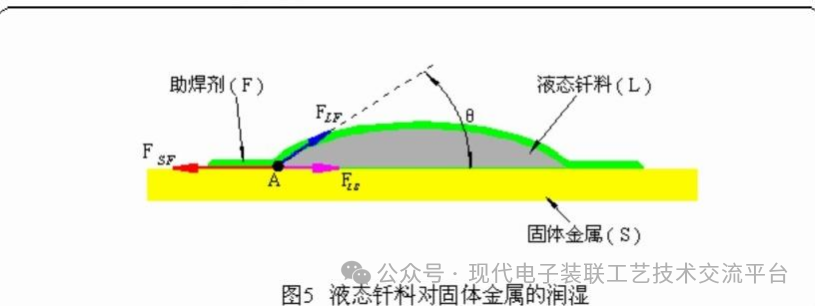
這些自由能之間的關系可以用Young 定理來描述,即:PSF=PLS+PLFcos0
(1)設附著功為Wa,其近似值可用下式表示:Wa=PSF+PLF-PLS
(2)由式(1)和式(2)可得到:Wa =PLS+PLF cosθ+PLF—PLS
=PLF(cosθ+1)(3)
圖5中的“A” 點上三個矢量的平衡狀態,表示了表面能的平衡,PLF是作用于與液體曲面相切方向的液體的表面張力,也就是使液態釬料表面積為最小的力。0為1800時,為完全不潤濕狀態,而θ為00 時,為完全潤濕。在工業批生產中可作如下分級:00≤0≤300潤濕優良 300≤0≤400潤濕良好 400≤0≤550潤濕可接受 550≤0≤700潤濕不良 2.2.3.擴散作用及Fick 定理
2.2.3.1.擴散作用
在接合過程中,在發生潤濕現象后立即伴有擴散作用,因而形成了界面層或合金層。因晶格中金屬原子不斷地進行著熱振動, 當溫度達到足夠高時,就從一個晶格向其它晶格自由移動,這現象稱為擴散。移動的速度及數量與溫度和時間有關。
擴散隨釬料、固體金屬的種類及溫度等的不同而各異,由擴散而形成的中間層,對接合部的物理、化學性能,特別是機械性能、抗蝕性能有很大的影響。
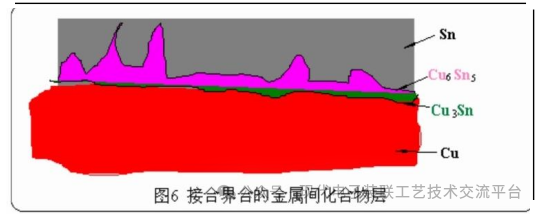
軟釬接中,釬料在基體金屬的晶粒中的擴散稱體擴散,擴散到基體金屬內部晶粒中的Sn可產生不同組分的界面合金層,如圖6所示。
2.2.3.2 金屬間化合物
軟釬接是依靠在接合界面上生成合金層而形成連接強度的。這種合金層通常是一種金屬間化合物。這種以合金的金屬成分按原子量的比例結合的化合物,叫做金屬間化合物。
當用Sn/Pb 系釬料焊接銅時,釬料中的Sn向銅中擴散而產生Cu-Sn-Cu的結合,這種結合與接合有關。在普通溫度下生成 Cu3Sn(e 相)(基體金屬側)、Cu6Sn5(n 相)(釬料側),而在300℃以上時則將出現Cu31Sn8(y 相)以及其它結構不明的合金。
金屬間化合物是一種硬度高而脆性大的合金相。銅與錫的化學親合力很強,因此,在釬接界面上銅與錫形成的金屬間化合物生長很快,據有關資料介紹,純錫在265℃液態下與銅生成的金屬間化合物層,一分鐘就能達到1.25μm的厚度。
2.2.3.3.Fick 定律Fick定律描述了在軟釬料過程中擴散現象發生的規律:dm=-DSdt
(4)
式中:dm — 釬料組分的擴散量;
D 一擴散系數;
S一擴散面積;
一沿擴散方向擴散組分的濃度梯度;
dt — 擴散時間。
由公式(4)可知,擴散數量與濃度梯度、擴散系數、擴散面積、和擴散時間有關。公式中的負號表示擴散是由高濃度向低濃度方向進行,當釬料中某些組分的含量比被焊金屬高時,由于存在濃度梯度,就會發生該組分向被焊金屬中擴散。一般固態金屬在液相中的擴散系數約在10-5g /cm2 sec數量級。 所以被焊金屬在液態釬料中的擴散速度比液態釬料在固體的被焊金屬中的擴散速度要大的多。
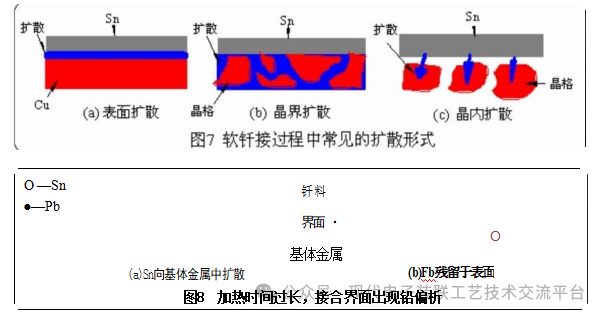
液態釬料向被焊的固態金屬中擴散常見的形式為:液態釬料沿被焊金屬表面、結晶內部以及晶界等方式進行。對于用錫-鉛釬料釬接銅時多發生沿表面和晶內的擴散方式,如圖7所示。
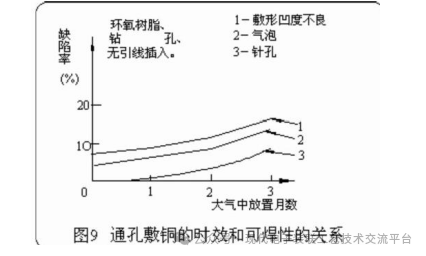
用Sn/Pb系釬料焊接銅時,錫和銅能形成合金,而鉛不與銅形成合金。因此,只有Sn以一定速度擴散到基體金屬銅中去,而鉛不進行擴散(原地不動)。這種只有 Sn 擴散的現象叫選擇擴散,如圖8所示。出現選擇擴散時,當靠近銅的 Sn擴散到銅內后,距銅較遠的 Sn原子則由于Pb原子的阻擋減慢了擴散速度。經過一定時間后在靠銅的附近會形成富鉛層。出現鉛偏析現象時,往往使接合界面的性質發生種種變化,導致接合強度急劇下降。3.虛焊現象發生的條件3.1 虛焊現象1的發生條件虛焊現象1的特征是:既未發生潤濕又未發生擴散,好似用漿糊粘住似的,這種接頭不能叫釬接,只能叫粘可焊性差甚至不可焊。其形因不外乎是: (1).外部原因 外購PCB、元器件等可焊性不合格,進入公司庫房前未進行嚴格的入庫驗收試驗; (2) 庫存環境不良,庫存期大長 由于儲存環境和儲存期限與保持PCB 和元器件良好的可焊性有著密切的關系。因此,PCB和元器件的存儲環境必須具備恒溫、恒濕、空氣質量好,無腐蝕性氣體(如硫、氯等) 和無油污的環境中儲存。否則會導致可焊性劣化。 多數助焊劑只能除掉銹和氧化膜,而不能去除油脂那樣的有機薄膜。如果元器件和PCB在儲存過程中, PCB和元器件上沾上了油脂等污染物后,會產生錫、鉛的偏析和針孔,降低焊接強度。也容易在鉛的偏析和釬料界面上產生裂紋,從外現看并無異常,但卻是潛伏著影響可靠性的因素。 儲存期的長短應視地區(例如南方、北方)和當地的空氣質量而定,一般希望庫存期愈短愈好。 例如PCB在大氣中放置一個月后,可焊性明顯變差且容易附著氣泡(吸潮),如圖 9所示。特別是在拆除真空封裝狀態上線插件后,在濕熱或空氣污染厲害的地區在流水 線上滯留時間最好不要超過24小時就完成焊接工序。
3.2虛焊現象2的發生條件
3.2.1 虛焊現象2形成的物理過程
虛焊現象2 的特征是:發生了潤濕但未發生擴散,它表明了 PCB 及元器件的可焊性不存在問題,出現此現象的根本原因是焊接的工藝條件選擇不合適。我們知道軟釬接過程中原子的擴散現象是雙向的,即:
(1)被焊金屬(基體金屬)向釬料中的擴散,被焊金屬在釬料中的溶解條件是:釬料和被焊金屬在液態下能夠互溶,則在釬接過程中被焊金屬就能溶于液態釬料。被焊金屬在液態釬料中的溶解量可用下式表示:G=pyCy(1-e)
(5)式中:G — 被焊金屬的溶解量
p y— 液態釬料密度;
Cy — 被焊金屬在液態釬料中的極限溶解度;
Vy— 液態釬料的體積;
a 一被焊金屬原子在液態釬料中的擴解系數;
t — 接觸時間;接。形成虛焊現象1的根本原因就是基體金屬表面不潔凈,表面氧化或者被臟物、油脂、手汗漬等污染而導致表面可s一液相和固相的接觸面積。
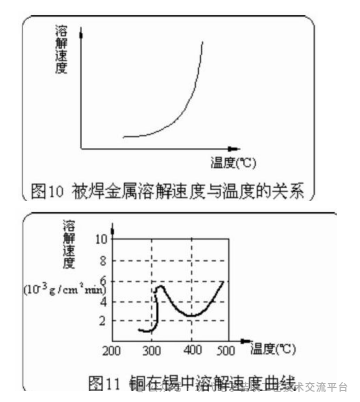
由公式(5)可以看出:隨著釬接溫度的提高和釬接保溫時間的延長, 被焊金屬在液態釬料中的溶解量都會增多。溫度對溶解量的影響,主要反映在式(5)中溶解度系數 a的增大上,如圖10所示。
若釬料與被焊金屬能形成金屬間化合物時,由于金屬間化合物的出現,阻礙了被焊金屬向釬料中的溶解速度。在化合物形成的溫度曲線上表現出溶解速度有所下降,如圖11所示。
被焊金屬向釬料中擴散過程,由于被焊金屬元素溶于釬料中,與釬料成分起合金化作用。因而使得釬接接頭性能提高了,例如Sn 的抗拉強度σb=1.5kg/mm2,而形成銅、錫合金層后的接頭抗拉強度提高到ob=5.7kg/mm2。
當然被焊金屬溶于釬料的量不適當(偏多)時,也是帶來使釬料熔點提高、流動性變差、被焊金屬出現溶蝕等不良后果的原因。
(2)釬料組分向被焊金屬中擴散
由Fick 定理可知:在一定的溫度下,釬料組分中的Sn 向被焊金屬中的擴散量也是與加熱的時間成正比的,它表明了適宜的合金層的形成是需要時間的。因此焊接溫度偏低,焊接時間偏短是造成虛焊現象2發生的主要原因。
3.2.2 波峰焊接中如何控制合金化過程
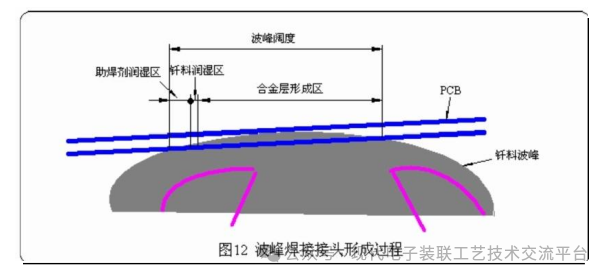
波峰焊接中PCB 通過波峰時其熱作用過程大致可分為三個區域,如圖12所示。
(1).助焊劑潤濕區
被覆在PCB板面上的助焊劑,經過預熱區的預熱,一接觸釬料波峰后溫度驟升,助焊劑迅速在基體金屬表面上潤濕、漫延。受溫度的劇烈激活,釋放出最大的化學活性迅速凈化被焊金屬表面。此過程大約只需0.1秒的時間即可完成。
(2).釬料潤濕區
經過助焊劑凈化的基體表面,在基體金屬表面吸附力的作用下和助焊劑的拖動下,迅速在基體金屬表面上漫流開來。一旦達到釬料的潤濕溫度后,潤濕過程便立即發生。此過程通常只需10-3 sec即可完成。
(3).合金層形成區
釬料在基體金屬上發生潤濕后,擴散過程便緊隨其后發生。由于生成最適宜厚度的合金層(3.5μm左右)需要經歷一段時間過程。因此,潤濕發生后還必須有足夠的保溫時間,以獲得所需要厚度的的合金層。通常該時間為(2~5)sec。保溫時間之所以要取一個范圍,主要是受被焊金屬熱容量的大小而不同。熱容量大的,升溫速率慢,獲得合適厚度的合金層的時間自然就得長一些;而熱容小的,升溫速率快,合金層的生成速度也要快些,因而保溫時間就可以取得短些。對一般元器件來說,該時間優選為(3~4)sec。
4.虛焊的預防
4.1.強化對元器件可焊性的管理
4.1.1 嚴把外協、外購件入庫驗收關
必須將可焊性不良的 PCB 和元器件拒之門外,因此,必須嚴格執行入庫驗收手續:
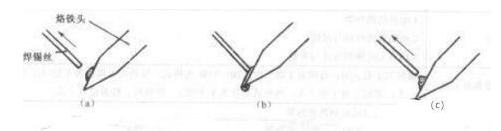
(1) 每批外購元器件到貨后,均必須抽樣怍可焊性試驗,合格后才可正式入庫。對一般元器件的引腳采用彎月面潤濕法測量可焊性時,當釬料槽溫度取250℃時潤濕時間應 <0.6sec?。?經過可焊性測試的元器件可以繼續裝機使用。
(2) 每批外協的PCB到貨后應任意抽取三塊采用波峰法作可焊性測試,合格后才能接收。由于經過可焊性試驗后的 PCB 不能再使用,因此,每批訂購時必須多加三塊作工藝試驗件。
4.1.2.優化庫存期的管理
(1) 所有PCB和元器件必須在恒溫、恒濕、空氣質量好,無腐蝕性氣體(如硫、氯等) 和無油污的環境中儲存。
(2)考慮到可焊性的存儲期限,所有元器件必須實行先入先出的原則,以免造成一部分元器件因庫存期過長而導致可焊性惡化。
(3)儲存期的長短應視地區(例如南方、北方)和當地的空氣質量而定,一般希望庫存期愈短愈好。例如 PCB 在深圳的濕熱環境下最好不要超過一個月。在拆除真空封裝狀態上線插件后,在流水線上滯留時間最好不要超過24 小時就完成焊接工序。
4.1.3 加強工序傳遞中的文明衛生管理
(1)工作人員應穿戴防靜電衣、鞋和手套,并經常保持其潔凈;
(2)由于指紋印是最難去除的污染,是傳遞過程中造成可焊性不良的原因。因此在操作過程中,任何與焊接表面接觸的東西必須是潔凈的。PCB從保護袋中取出后,只能接觸PCB的板角或邊緣,在需要對PCB 進行機械安裝操作時,應戴上符合EOS/ESD防護要求的手套并經常保持其潔凈。
4.2.選擇正確的工藝規范
工藝規范選擇不當,是造成虛焊現象2 的關鍵因素。因此,在釬料槽溫度取定為250℃的前提下,必須確保合金化的時間在(3~4)sec之間。
-
pcb
+關注
關注
4362文章
23458瀏覽量
408261 -
焊點
+關注
關注
0文章
137瀏覽量
13048 -
虛焊
+關注
關注
1文章
64瀏覽量
13870
原文標題:【必看】虛焊現象的發生及其預防對策
文章出處:【微信號:現代電子裝聯工藝技術交流平臺,微信公眾號:現代電子裝聯工藝技術交流平臺】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
波峰焊常見焊接缺陷原因分析及預防對策
虛焊現象的發生及其預防
關于虛焊現象的發生條件及其預防措施詳解
如何預防PCBA加工虛焊和假焊問題?有哪些方法
SMT貼片出現虛焊的原因及預防解決方法
SMT貼片加工虛焊現象:原因分析與解決步驟全解析
詳解錫膏工藝中的虛焊現象





 工商網監
工商網監
評論